
凸轮式连续冲压模具.pdf

一吃****书竹

1/7

2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
凸轮式连续冲压模具.pdf
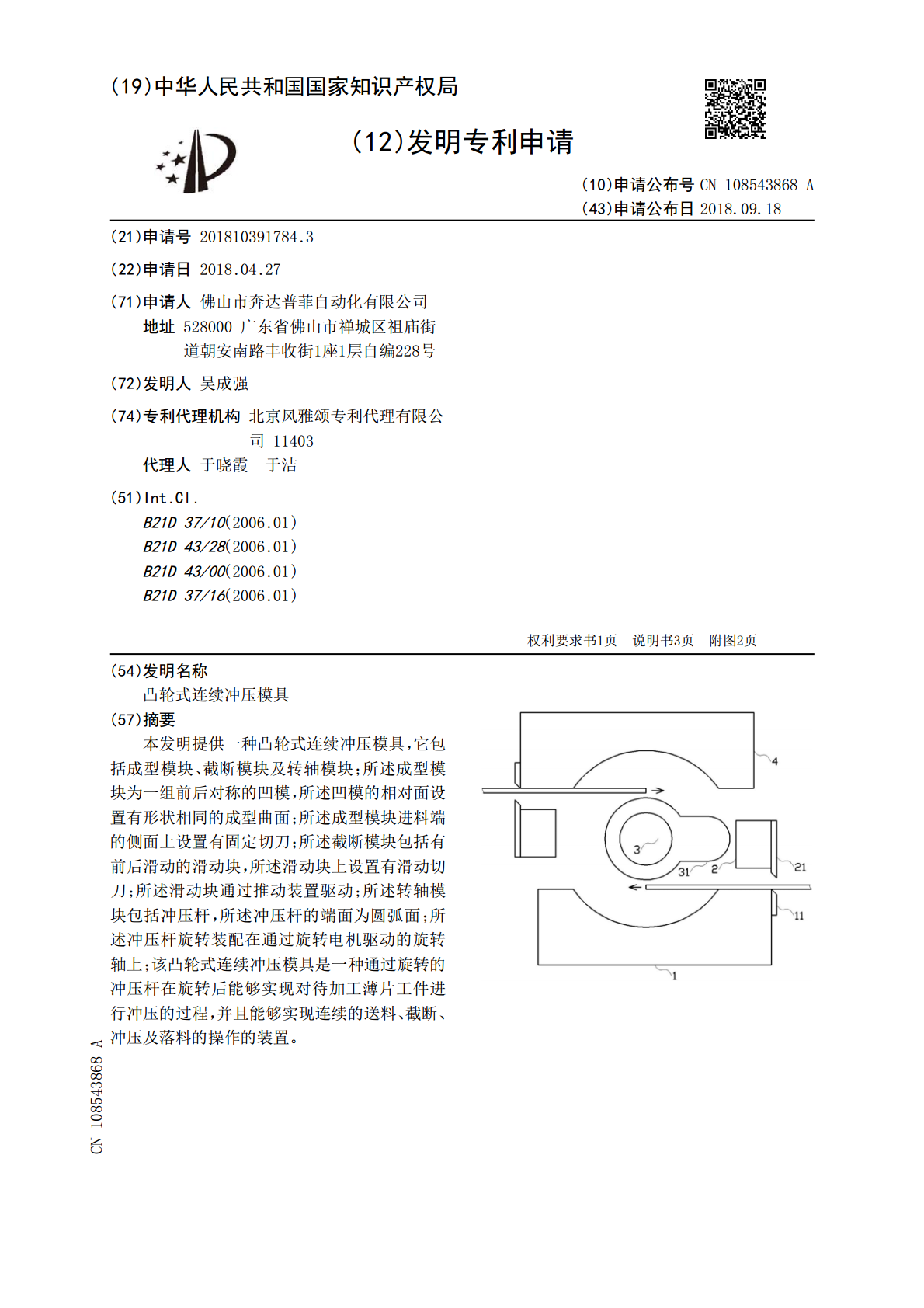
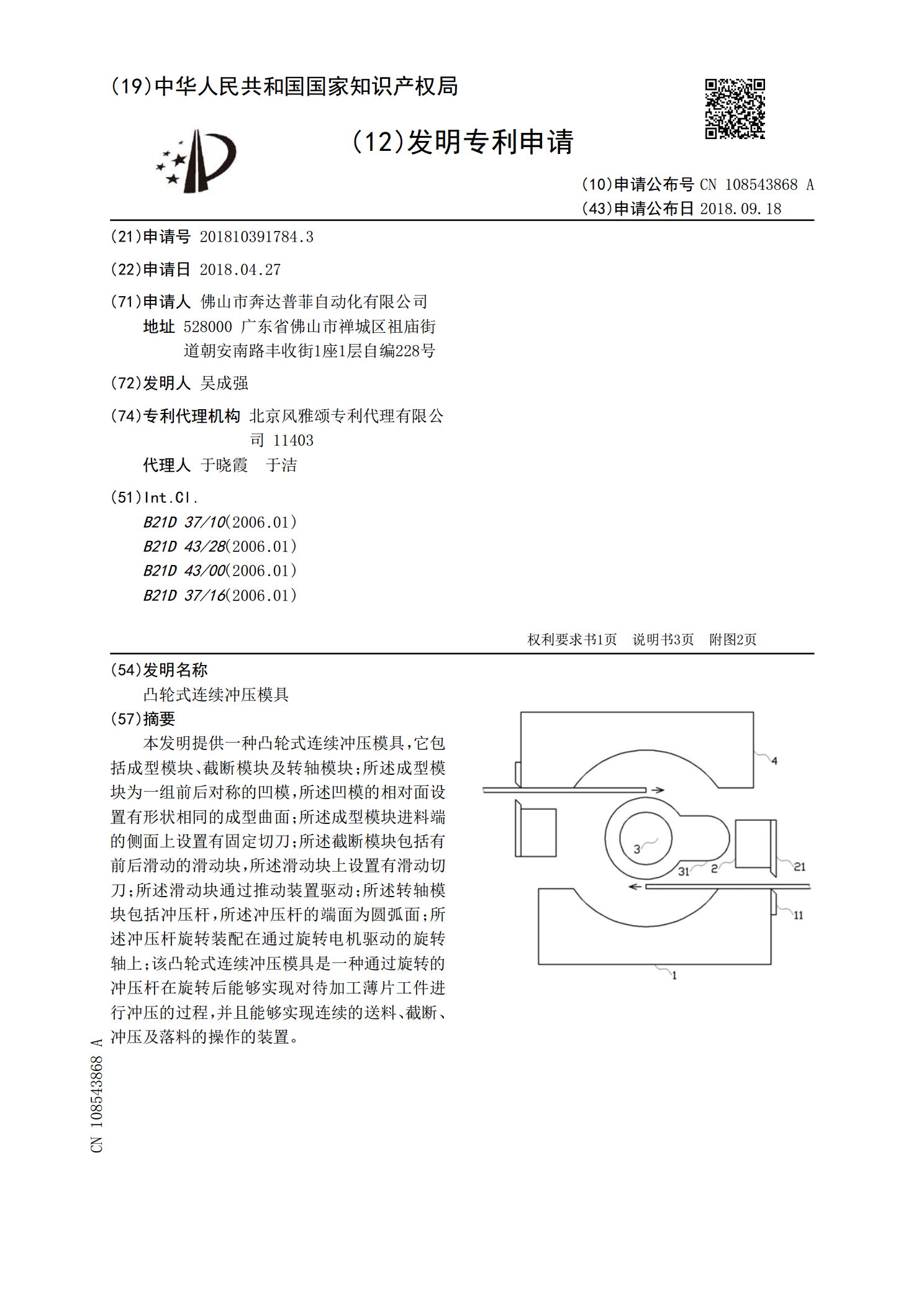
本发明提供一种凸轮式连续冲压模具,它包括成型模块、截断模块及转轴模块;所述成型模块为一组前后对称的凹模,所述凹模的相对面设置有形状相同的成型曲面;所述成型模块进料端的侧面上设置有固定切刀;所述截断模块包括有前后滑动的滑动块,所述滑动块上设置有滑动切刀;所述滑动块通过推动装置驱动;所述转轴模块包括冲压杆,所述冲压杆的端面为圆弧面;所述冲压杆旋转装配在通过旋转电机驱动的旋转轴上;该凸轮式连续冲压模具是一种通过旋转的冲压杆在旋转后能够实现对待加工薄片工件进行冲压的过程,并且能够实现连续的送料、截断、冲压及落料的
连续复合冲压模具.pdf
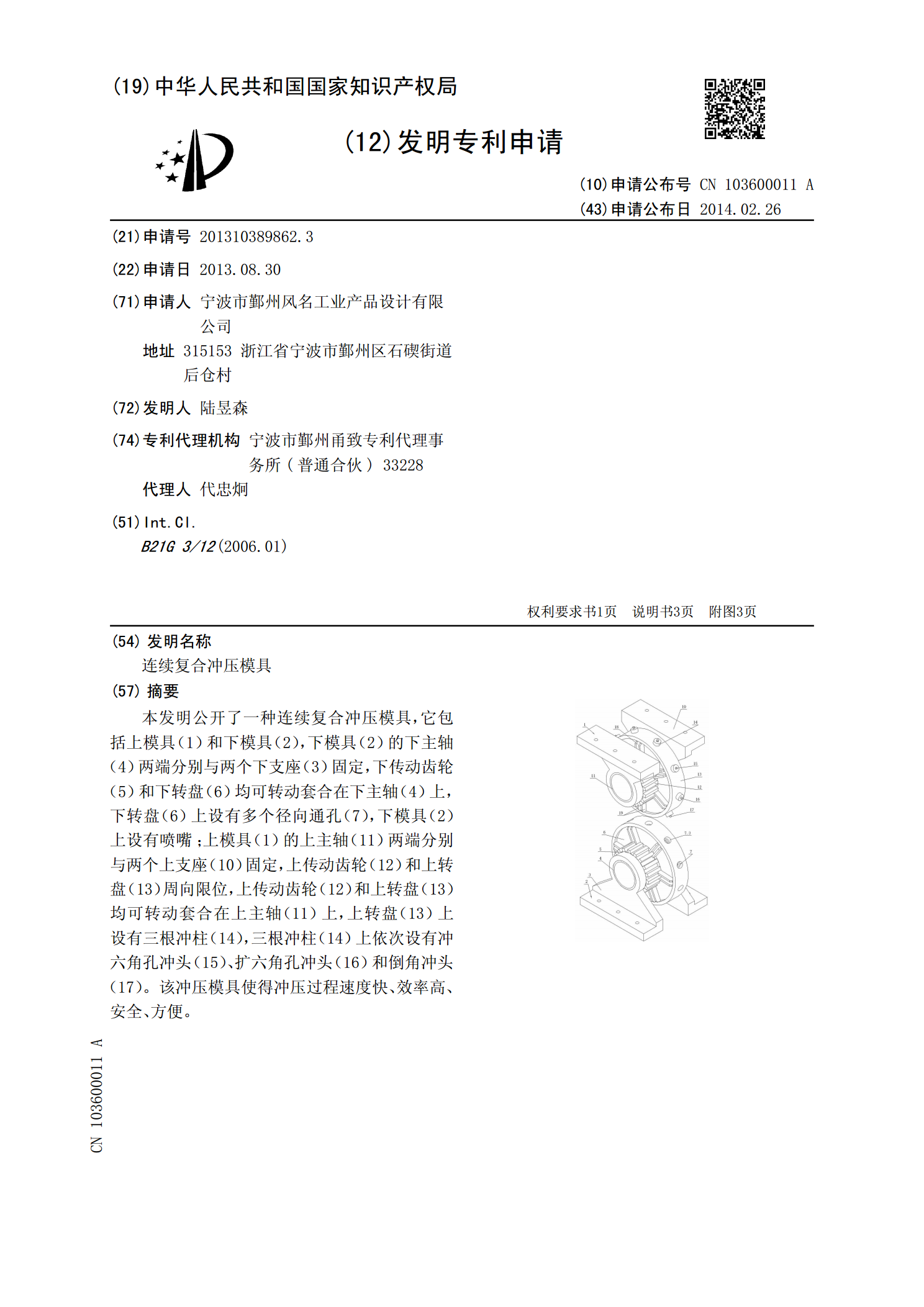
本发明公开了一种连续复合冲压模具,它包括上模具(1)和下模具(2),下模具(2)的下主轴(4)两端分别与两个下支座(3)固定,下传动齿轮(5)和下转盘(6)均可转动套合在下主轴(4)上,下转盘(6)上设有多个径向通孔(7),下模具(2)上设有喷嘴;上模具(1)的上主轴(11)两端分别与两个上支座(10)固定,上传动齿轮(12)和上转盘(13)周向限位,上传动齿轮(12)和上转盘(13)均可转动套合在上主轴(11)上,上转盘(13)上设有三根冲柱(14),三根冲柱(14)上依次设有冲六角孔冲头(15)、扩六
冲压模具连续送料机构.pdf
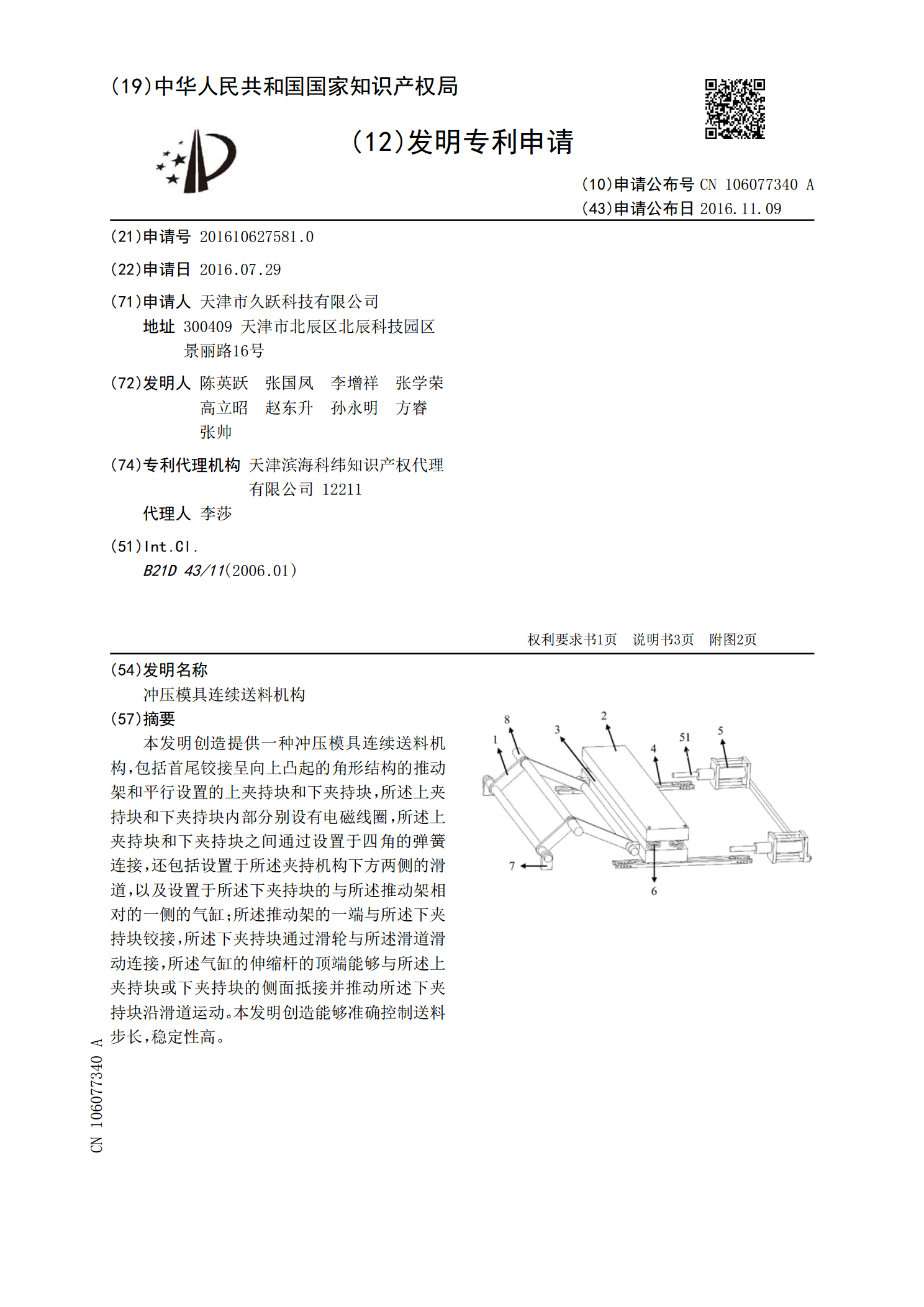
本发明创造提供一种冲压模具连续送料机构,包括首尾铰接呈向上凸起的角形结构的推动架和平行设置的上夹持块和下夹持块,所述上夹持块和下夹持块内部分别设有电磁线圈,所述上夹持块和下夹持块之间通过设置于四角的弹簧连接,还包括设置于所述夹持机构下方两侧的滑道,以及设置于所述下夹持块的与所述推动架相对的一侧的气缸;所述推动架的一端与所述下夹持块铰接,所述下夹持块通过滑轮与所述滑道滑动连接,所述气缸的伸缩杆的顶端能够与所述上夹持块或下夹持块的侧面抵接并推动所述下夹持块沿滑道运动。本发明创造能够准确控制送料步长,稳定性高。
双履带凸轮连续冲压模具.pdf
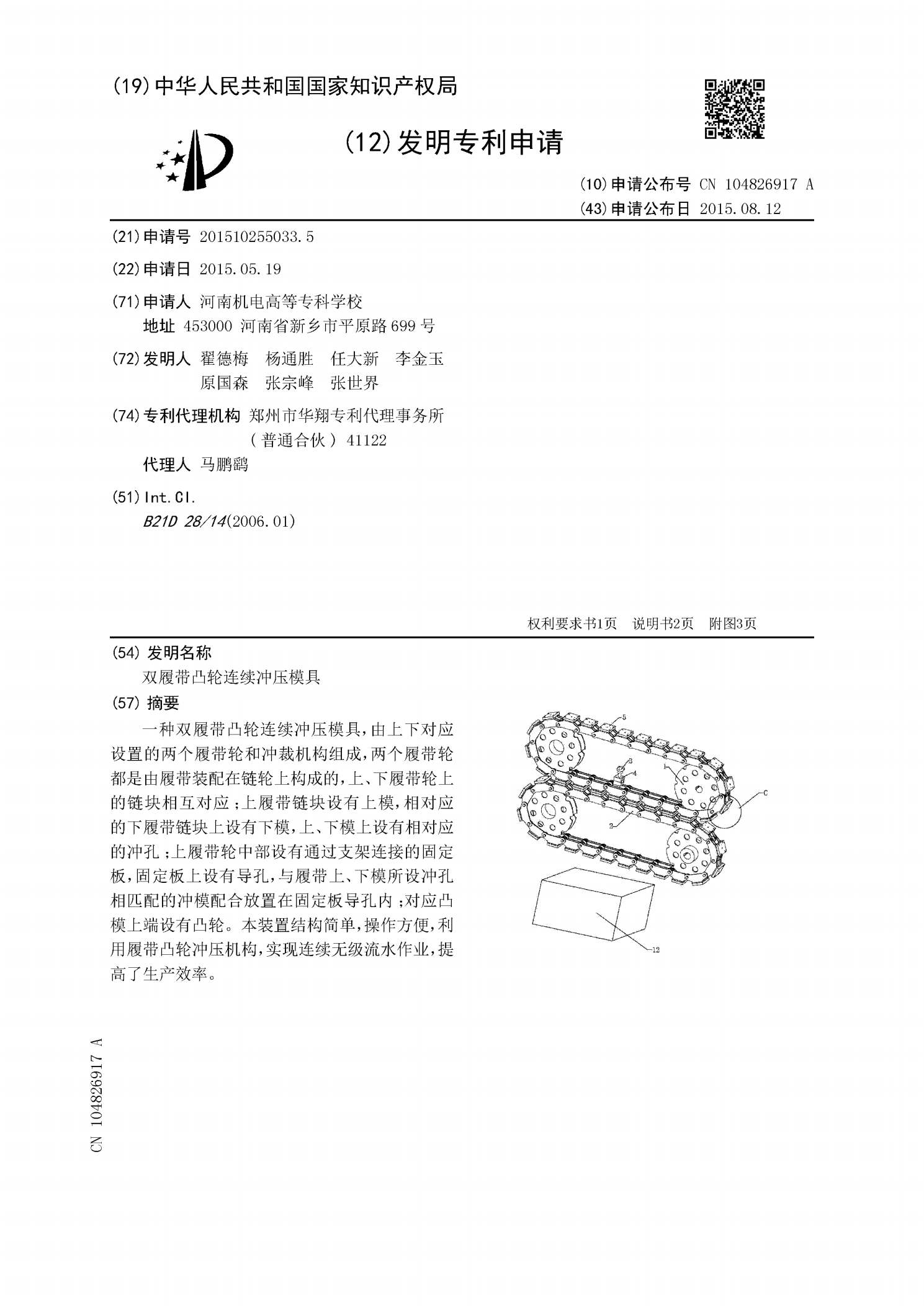
一种双履带凸轮连续冲压模具,由上下对应设置的两个履带轮和冲裁机构组成,两个履带轮都是由履带装配在链轮上构成的,上、下履带轮上的链块相互对应;上履带链块设有上模,相对应的下履带链块上设有下模,上、下模上设有相对应的冲孔;上履带轮中部设有通过支架连接的固定板,固定板上设有导孔,与履带上、下模所设冲孔相匹配的冲模配合放置在固定板导孔内;对应凸模上端设有凸轮。本装置结构简单,操作方便,利用履带凸轮冲压机构,实现连续无级流水作业,提高了生产效率。

一种背板凸包的冲压模具.pdf
本发明提供背板凸包的冲压模具,包括底模,所述底模上端面四个棱角处均安装导向柱,所述底模上侧设有压板,所述导向柱上端贯穿压板,所述底模上端面开设球槽,所述球槽内设有半球罩,所述球槽内表面左侧和右侧均开设定位槽,所述定位槽内部下端面开设第一螺纹盲孔,所述半球罩外表面左侧和右侧均固定定位板,所述定位板设置在定位槽内,且定位板上端面开设沉头孔,所述沉头孔内设有内六角螺栓,所述压板下端面中部位置安装冲压杆,所述冲压杆下端安装半球头,所述半球头上端面中部位置开设第二螺纹盲孔,所述冲压杆下端固定螺柱,与现有技术相比,本