
一种铝车轮连铸连锻成形工艺.pdf

代瑶****zy


1/8

2/8

3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝车轮连铸连锻成形工艺.pdf
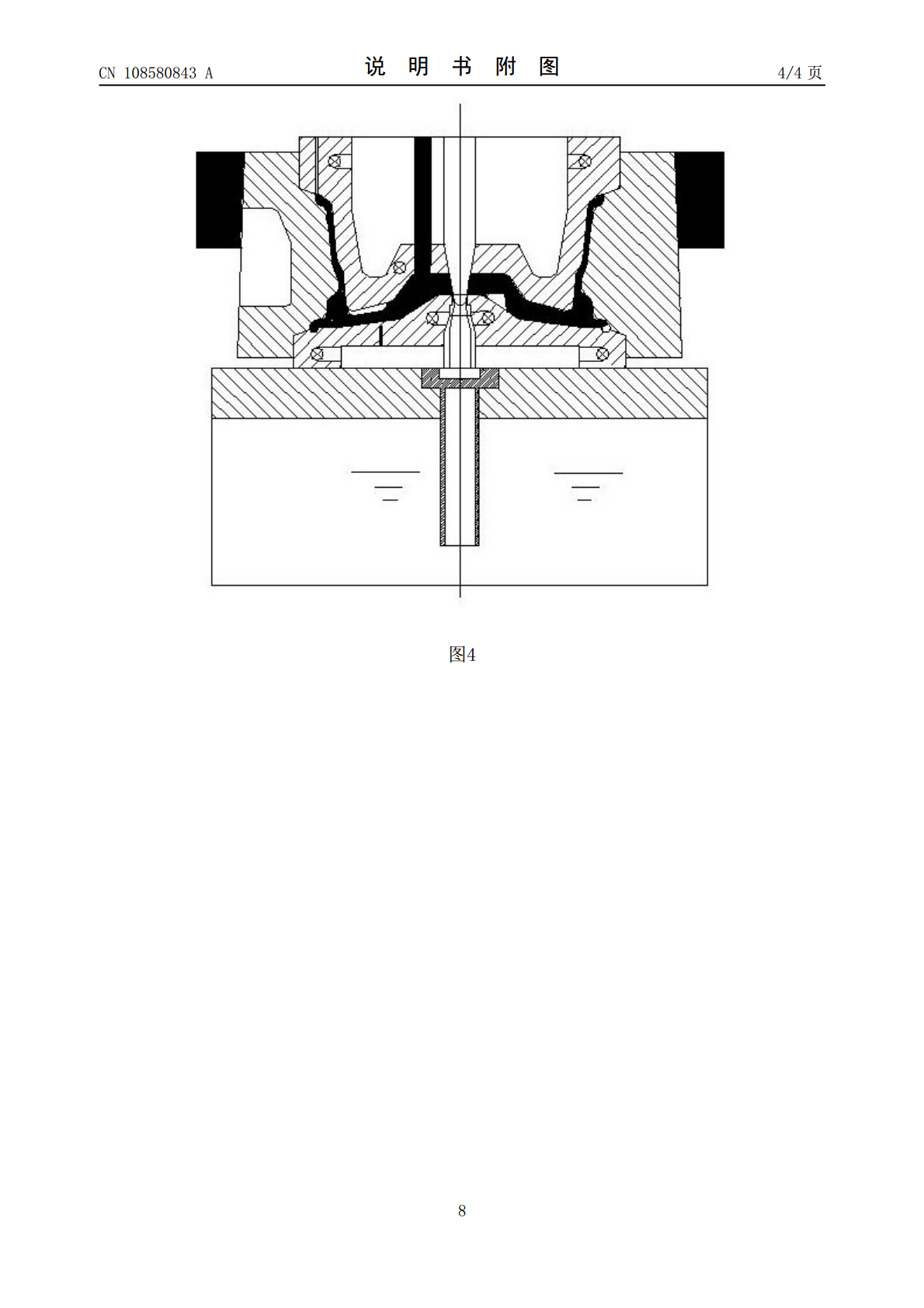
一种铝车轮连铸连锻成形工艺方法,结合了铝合金液低压充型平稳的优点,利用锁模环和加压模块挤压变形锻造的强化作用提高铝车轮材料力学性能质量接近锻造水平,其中,借助锁模环和锁模锥封闭模具型腔,将挤压锻造压力作用在封闭型腔内的铝合金表面,降低了设备合模吨位要求,设备成本远低于锻造设备,与铸造设备成本持平。

铝杆连铸连轧新工艺.docx
铝杆连铸连轧新工艺铝杆连铸连轧新工艺摘要:连铸连轧是铝杆生产的重要工艺环节,传统方法存在着杆坯结构不均匀、机械性能差等问题。本论文针对以上问题,介绍了铝杆连铸连轧新工艺的研究和应用。通过改变连铸连轧工艺参数,优化设备和工艺流程,实现了铝杆的均匀结构和提高了机械性能。并探讨了新工艺在铝杆生产中的应用前景。关键词:铝杆、连铸连轧、新工艺、结构均匀、机械性能引言铝杆广泛应用于航空、汽车、电子等行业,对其机械性能和结构均匀性有较高要求。传统的铝杆连铸连轧工艺存在着结构不均匀、内部缺陷多等问题,影响了铝杆的质量和机
一种铜棒连铸连剥工艺及其连铸连剥装置.pdf
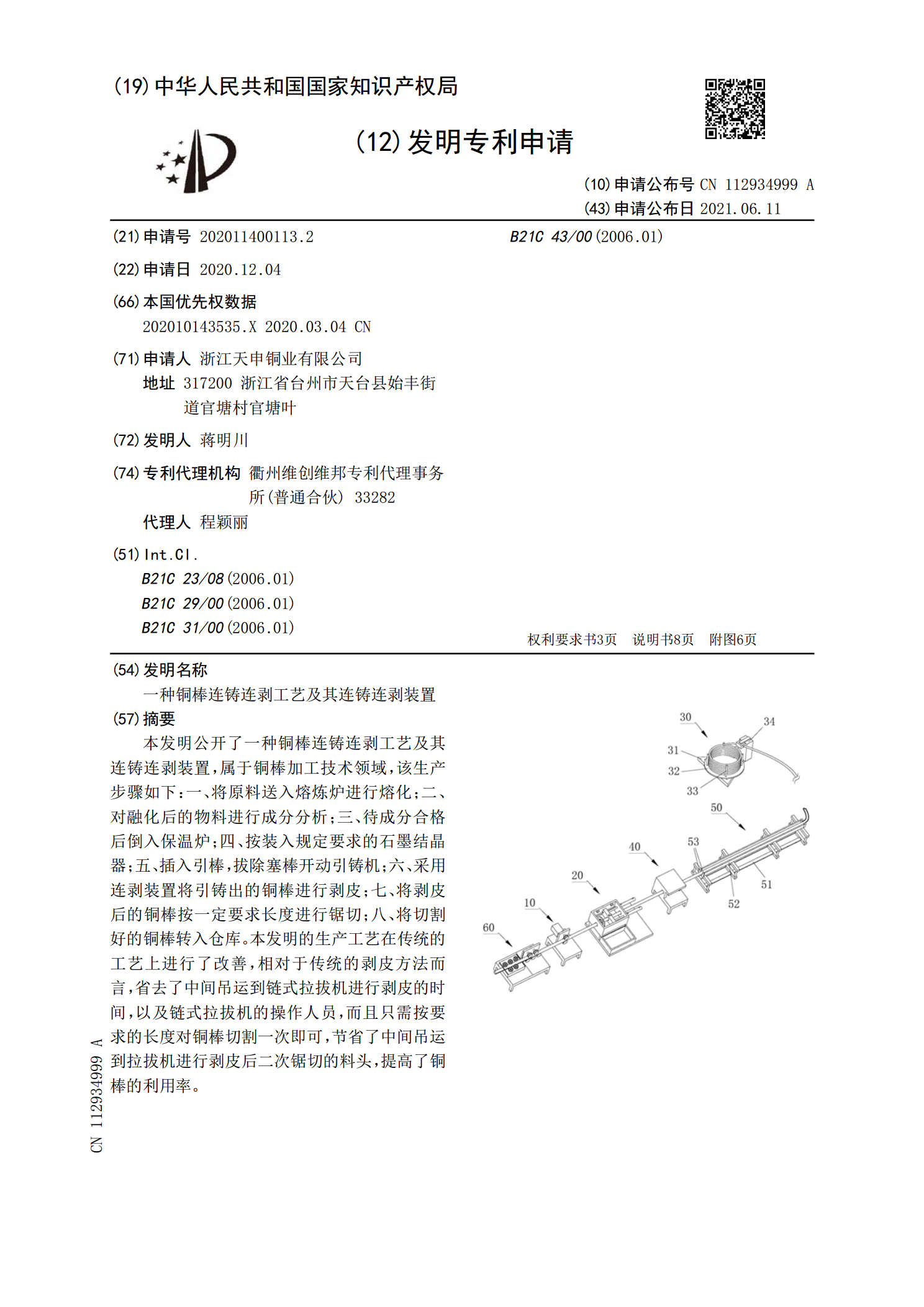
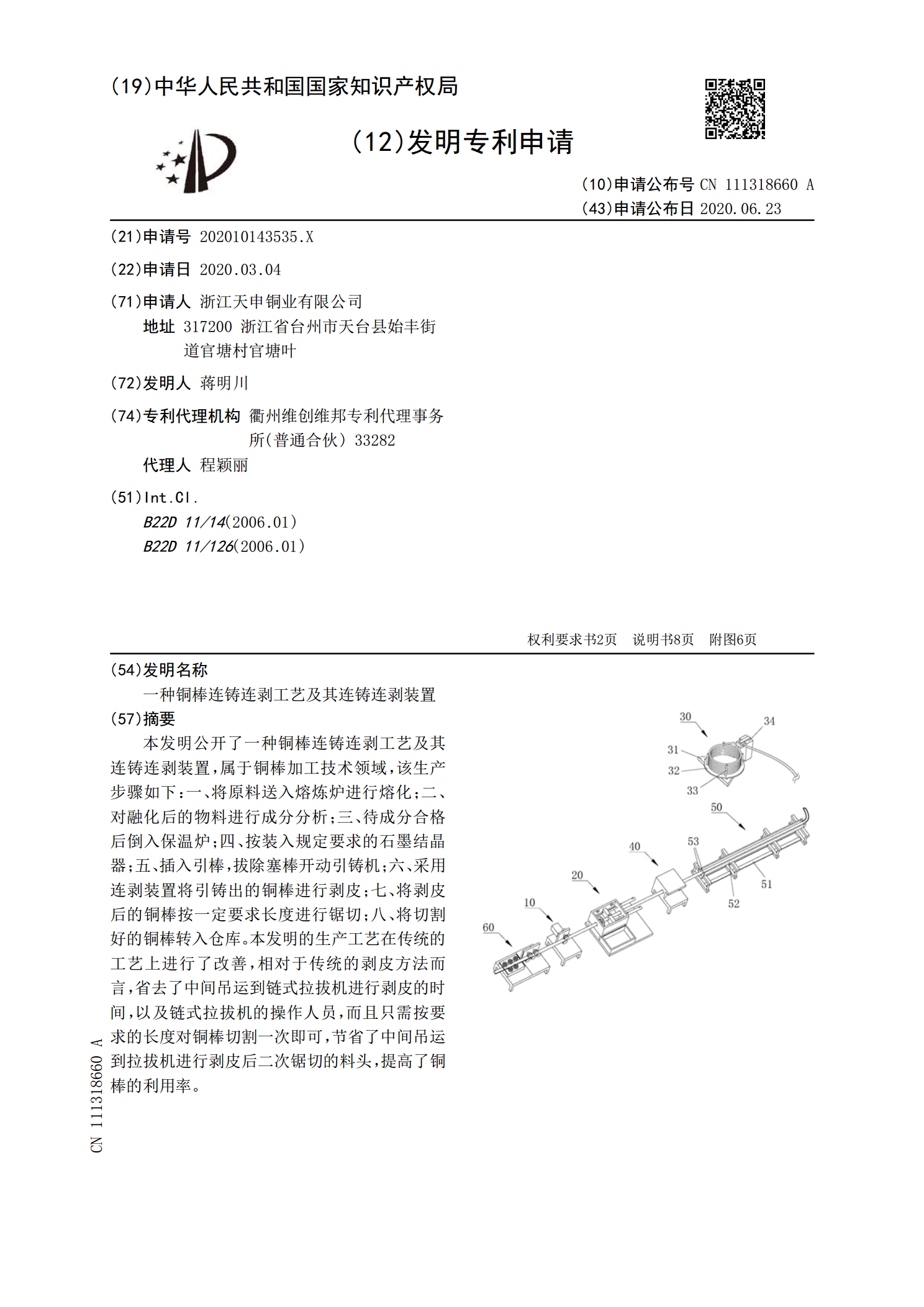
本发明公开了一种铜棒连铸连剥工艺及其连铸连剥装置,属于铜棒加工技术领域,该生产步骤如下:一、将原料送入熔炼炉进行熔化;二、对融化后的物料进行成分分析;三、待成分合格后倒入保温炉;四、按装入规定要求的石墨结晶器;五、插入引棒,拔除塞棒开动引铸机;六、采用连剥装置将引铸出的铜棒进行剥皮;七、将剥皮后的铜棒按一定要求长度进行锯切;八、将切割好的铜棒转入仓库。本发明的生产工艺在传统的工艺上进行了改善,相对于传统的剥皮方法而言,省去了中间吊运到链式拉拔机进行剥皮的时间,以及链式拉拔机的操作人员,而且只需按要求的长度
一种铜棒连铸连剥工艺及其连铸连剥装置.pdf
本发明公开了一种铜棒连铸连剥工艺及其连铸连剥装置,属于铜棒加工技术领域,该生产步骤如下:一、将原料送入熔炼炉进行熔化;二、对融化后的物料进行成分分析;三、待成分合格后倒入保温炉;四、按装入规定要求的石墨结晶器;五、插入引棒,拔除塞棒开动引铸机;六、采用连剥装置将引铸出的铜棒进行剥皮;七、将剥皮后的铜棒按一定要求长度进行锯切;八、将切割好的铜棒转入仓库。本发明的生产工艺在传统的工艺上进行了改善,相对于传统的剥皮方法而言,省去了中间吊运到链式拉拔机进行剥皮的时间,以及链式拉拔机的操作人员,而且只需按要求的长度

PROPERZI连铸连轧工艺生产铝杆的若干问题.docx
PROPERZI连铸连轧工艺生产铝杆的若干问题自上世纪50年代,PROPERZI公司开始研制连铸连轧工艺,在铝杆生产过程中得到广泛应用。这种工艺的优越性在于能够降低成本、提高产量、改善铝杆质量等等。但是,在实际生产中,还存在一些问题需要解决。一、铝杆质量问题1.1毛边毛边是指铝杆表面的一些边角处存在毛刺或者刺头,给后续加工、喷涂等工序带来困难。造成毛边的原因一般是铝液流动不稳定,以及铝液溢出等因素引起的。对于毛边的解决,可以采用切换喷嘴、调整出铝温度等方法,调节铸造参数以减轻毛边现象。1.2表面氧化铝杆在