
一种有覆边的不锈钢与碳钢复合管的制备方法.pdf

睿德****找我

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种有覆边的不锈钢与碳钢复合管的制备方法.pdf
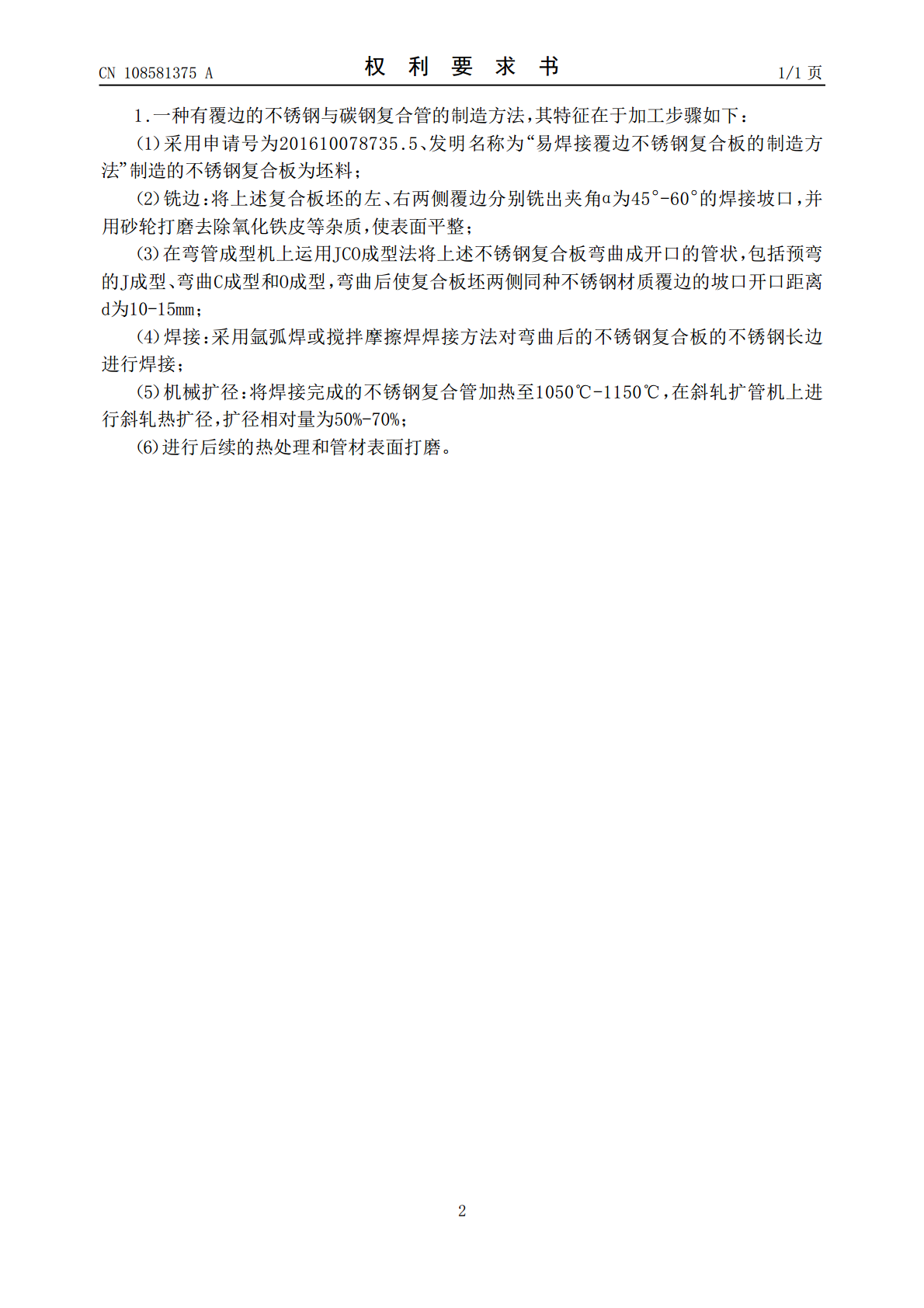
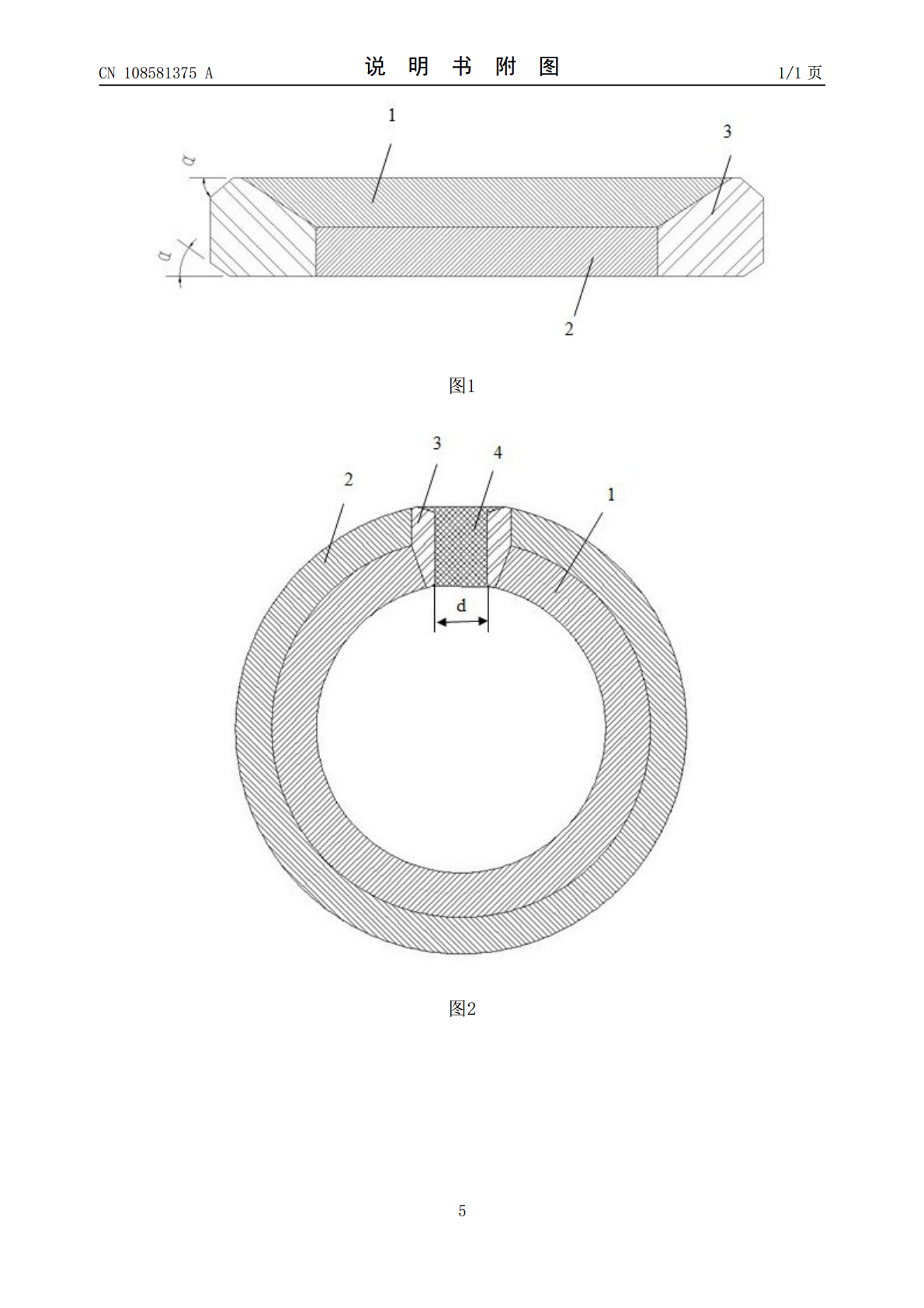
一种有覆边的不锈钢与碳钢复合管的制备方法,属于金属复合管制备技术领域。特征是:(1)使用申请号为201610078735.5、发明名称为“易焊接敷边不锈钢复合板的制造方法”制造的不锈钢复合板作坯料;(2)将复合板的左、右两侧覆边铣出焊接坡口,并用砂轮打磨去除氧化铁皮等杂质;(3)在弯管成型机上运用JCO成型法对不锈钢复合板弯曲成开口的管状;(4)采用氩弧焊或搅拌摩擦焊焊接方法沿弯曲后的不锈钢复合板的不锈钢覆边进行焊接;(5)将焊接完成的不锈钢复合管在斜轧扩管机上进行斜轧热扩径;(6)进行后续的热处理和管材
一种易焊接敷边的不锈钢与碳钢复合管的制备方法.pdf
一种不锈钢管与碳钢管轧制成复合管的方法,属于金属复合管制造工艺技术领域。特征是:(1)使用名称为“易焊接敷边不锈钢复合板的制造方法”中制造的不锈钢复合板作坯料;(2)将复合板坯的四周敷边铣出焊接坡口,并用砂轮打磨去除氧化铁皮等杂质;(3)在弯管成型机上运用JCO成型法对不锈钢复合板弯曲成开口的管状;(4)采用氩弧焊或搅拌摩擦焊焊接方法沿弯曲后的不锈钢复合板的不锈钢敷边进行焊接;(5)将焊接完成的不锈钢复合管在斜轧扩管机上进行斜轧热扩径;(6)进行后续的热处理和管材表面打磨。优点是:本方法生产的两层金属复合

介绍几种自制不锈钢—碳钢复合管板的方法.docx
介绍几种自制不锈钢—碳钢复合管板的方法自制不锈钢-碳钢复合管板的方法摘要:不锈钢-碳钢复合管板是一种具有高强度、耐腐蚀、耐磨损等优良性能的复合材料,广泛应用于石油化工、船舶建造、能源领域等行业。本文主要介绍了几种自制不锈钢-碳钢复合管板的方法,包括爆炸复合、焊接复合和轧制复合。通过比较各种方法的优缺点,可以选择最适合的方法来制备不锈钢-碳钢复合管板。关键词:不锈钢-碳钢复合管板,爆炸复合,焊接复合,轧制复合1.引言不锈钢-碳钢复合管板是一种由不锈钢和碳钢两种材料复合而成的管板。它具有不锈钢的耐腐蚀性和碳钢
一种不锈钢管与碳钢管轧制成复合管的方法.pdf
一种不锈钢管与碳钢管轧制成复合管的方法,属于金属复合管制造工艺技术领域。特征是:(1)选取不锈钢管和碳钢管分别作覆管和基管,将基管的外表面和覆管的内表面进行打磨、酸洗、酒精液洗,吹干。或者选取碳钢管为覆管,不锈钢管为基管;(2)将基管套装在覆管内,左右端对齐,制成倾角为α=45°~75°,去除左右端氧化皮及杂志后,在保护气体环境下浇筑高强不锈钢熔液,冷却后制成三角形覆边,通过预留抽真空管将结合面抽真空;(3)将上述复合管坯放进加热炉内加热;(4)在轧管机上进行轧制;(5)轧后进行其他热处理。优点是:本方法

不锈钢—碳钢层合板激光熔覆制备技术及其性能研究.docx
不锈钢—碳钢层合板激光熔覆制备技术及其性能研究一、引言不锈钢和碳钢在工业生产中具有广泛的应用,因此将不锈钢和碳钢结合起来形成不锈钢-碳钢层合板具有广阔的市场需求和应用前景。不锈钢-碳钢层合板具有优异的耐腐蚀性、韧性和抗磨损性能,特别是在高温高压下的使用表现出更为优良的性能。因此,不锈钢-碳钢层合板的研制具有重要的意义。激光熔覆技术作为一种高效、精准的表面改性技术,近年来得到了越来越广泛的应用。本文将介绍激光熔覆技术在不锈钢-碳钢层合板制备方面的应用以及所得到的性能研究结果。二、制备方法1.材料选择在制备不