
一种不锈钢管与碳钢管轧制成复合管的方法.pdf

悠柔****找我


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢管与碳钢管轧制成复合管的方法.pdf
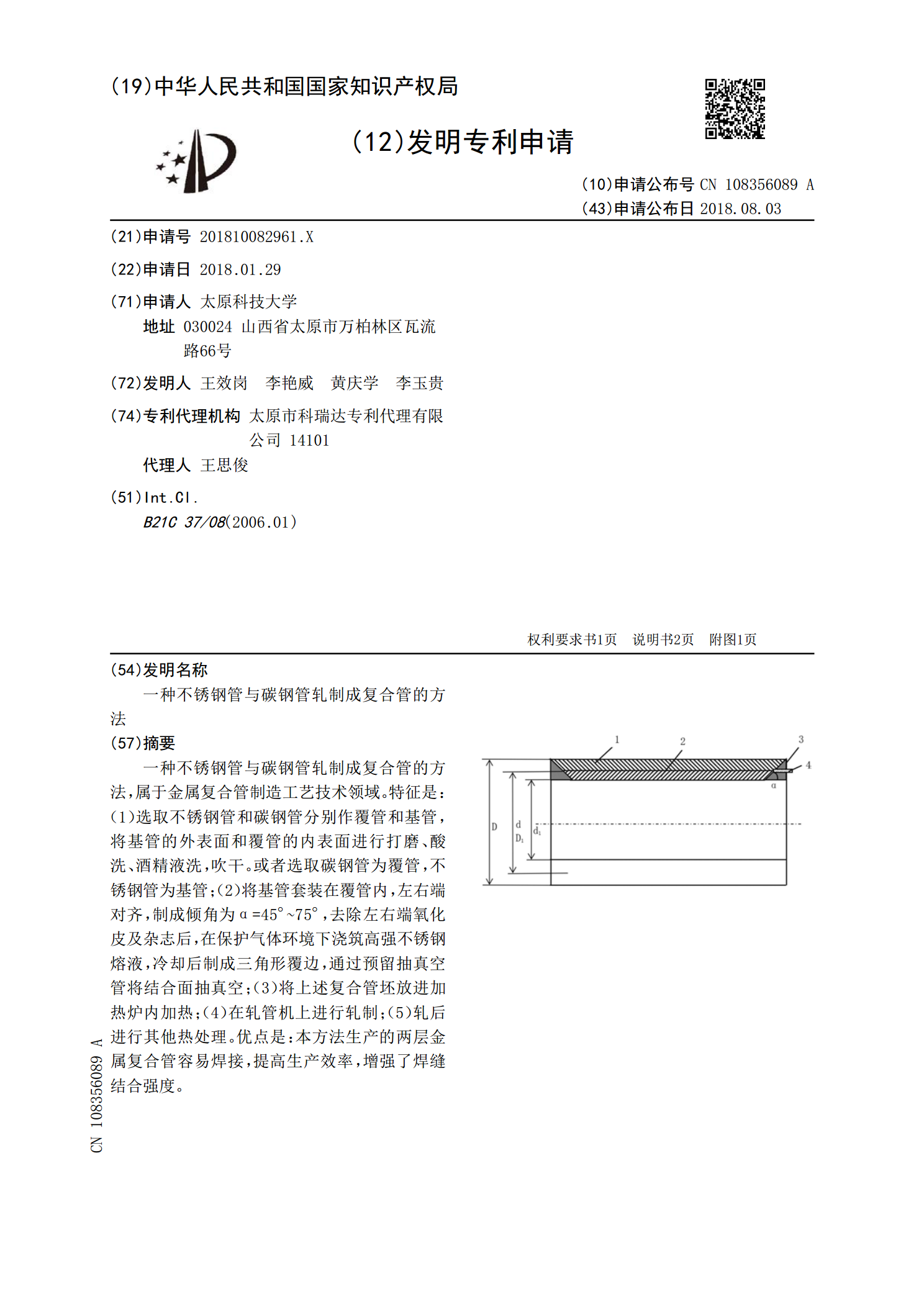
一种不锈钢管与碳钢管轧制成复合管的方法,属于金属复合管制造工艺技术领域。特征是:(1)选取不锈钢管和碳钢管分别作覆管和基管,将基管的外表面和覆管的内表面进行打磨、酸洗、酒精液洗,吹干。或者选取碳钢管为覆管,不锈钢管为基管;(2)将基管套装在覆管内,左右端对齐,制成倾角为α=45°~75°,去除左右端氧化皮及杂志后,在保护气体环境下浇筑高强不锈钢熔液,冷却后制成三角形覆边,通过预留抽真空管将结合面抽真空;(3)将上述复合管坯放进加热炉内加热;(4)在轧管机上进行轧制;(5)轧后进行其他热处理。优点是:本方法

一种不锈钢管与碳钢管轧制三层复合管的方法.pdf
一种不锈钢管与碳钢管轧制三层复合管的方法,属于复合管制造工艺技术领域。特征是:(1)选取不锈钢管和碳钢管分别作为外、内、中层管,将内、外层复管的端面加工成45~75°的斜面;(2)对外管内表面、中管内、外表面和内管外表面进行打磨、酸洗、酒精溶液清洗并吹干;(3)将内管套装在中管内,再将中管套装在外管内,左、右对齐,形成左、右端梯形环槽;(4)在保护气体环境中浇筑高强不锈钢的融化钢液,自然冷却后形成覆边,(5)对三层复合管坯进行抽真空并热封;(6)将三层复合管坯放入加热炉中进行加热后进行轧制;(7)进行后续

一种不锈钢管道施工方法及不锈钢管道.pdf
本发明提供了一种不锈钢管道施工方法及不锈钢管道,涉及管道施工技术领域。具体而言,包括如下步骤:步骤一:待焊不锈钢管的运输和施工现场布置;步骤二:将所述待焊不锈钢管的坡口加工至U型或V型,而后进行坡口清理;步骤三:对所述待焊不锈钢管进行点固焊;步骤四:焊接所述待焊不锈钢管,依次进行打底焊、填充焊和盖面焊;步骤五:焊后检查,进行水压试验和验收。本发明针对不锈钢管材的施工作业环节条件、技术工艺要求特设计一整套完整的施工方法,由此得到的不锈钢管道具有表观质量好、管壁均匀、接头机械强度高等优势。
一种高碳马氏体不锈钢管材减量化的制备方法.pdf
本发明属于金属加工技术领域,具体涉及一种高碳马氏体不锈钢管材减量化的制备方法。本发明的制备方法包括熔炼、热轧、加热、热穿孔、保温加热、修磨和冷轧,本发明将三辊斜轧机与保温炉通过传送轨道直接连通,避免了二次加热的工艺控制,优化了保温工艺,进行分阶段降温,通过温度的控制避免了奥氏体直接向马氏体转变,使得管坯获得塑性极好的索氏体组织,加强了对各环节的温度控制,考虑到了冷却出炉温度、修磨温度、锯切头尾、轧制速率等因素导致管坯温度升高的风险,解决了高碳马氏体冷轧加工难度大,不利于后续加工的难题,能够提高生产效率和成
一种不锈钢管酸洗方法.pdf
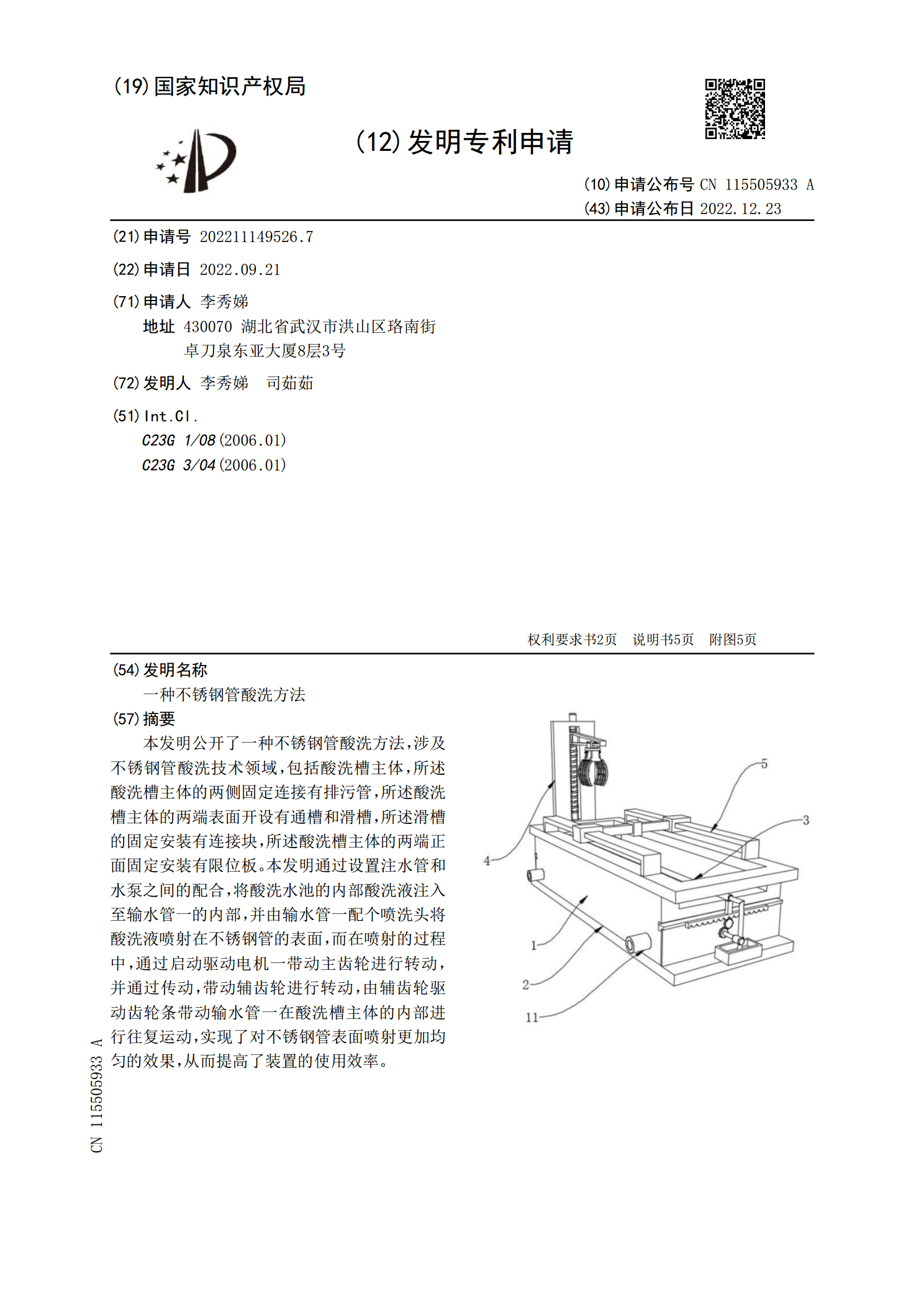
本发明公开了一种不锈钢管酸洗方法,涉及不锈钢管酸洗技术领域,包括酸洗槽主体,所述酸洗槽主体的两侧固定连接有排污管,所述酸洗槽主体的两端表面开设有通槽和滑槽,所述滑槽的固定安装有连接块,所述酸洗槽主体的两端正面固定安装有限位板。本发明通过设置注水管和水泵之间的配合,将酸洗水池的内部酸洗液注入至输水管一的内部,并由输水管一配个喷洗头将酸洗液喷射在不锈钢管的表面,而在喷射的过程中,通过启动驱动电机一带动主齿轮进行转动,并通过传动,带动辅齿轮进行转动,由辅齿轮驱动齿轮条带动输水管一在酸洗槽主体的内部进行往复运动,