
带内外加强筋筒形件径向渐进挤压成形工艺方法.pdf

小云****66

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带内外加强筋筒形件径向渐进挤压成形工艺方法.pdf
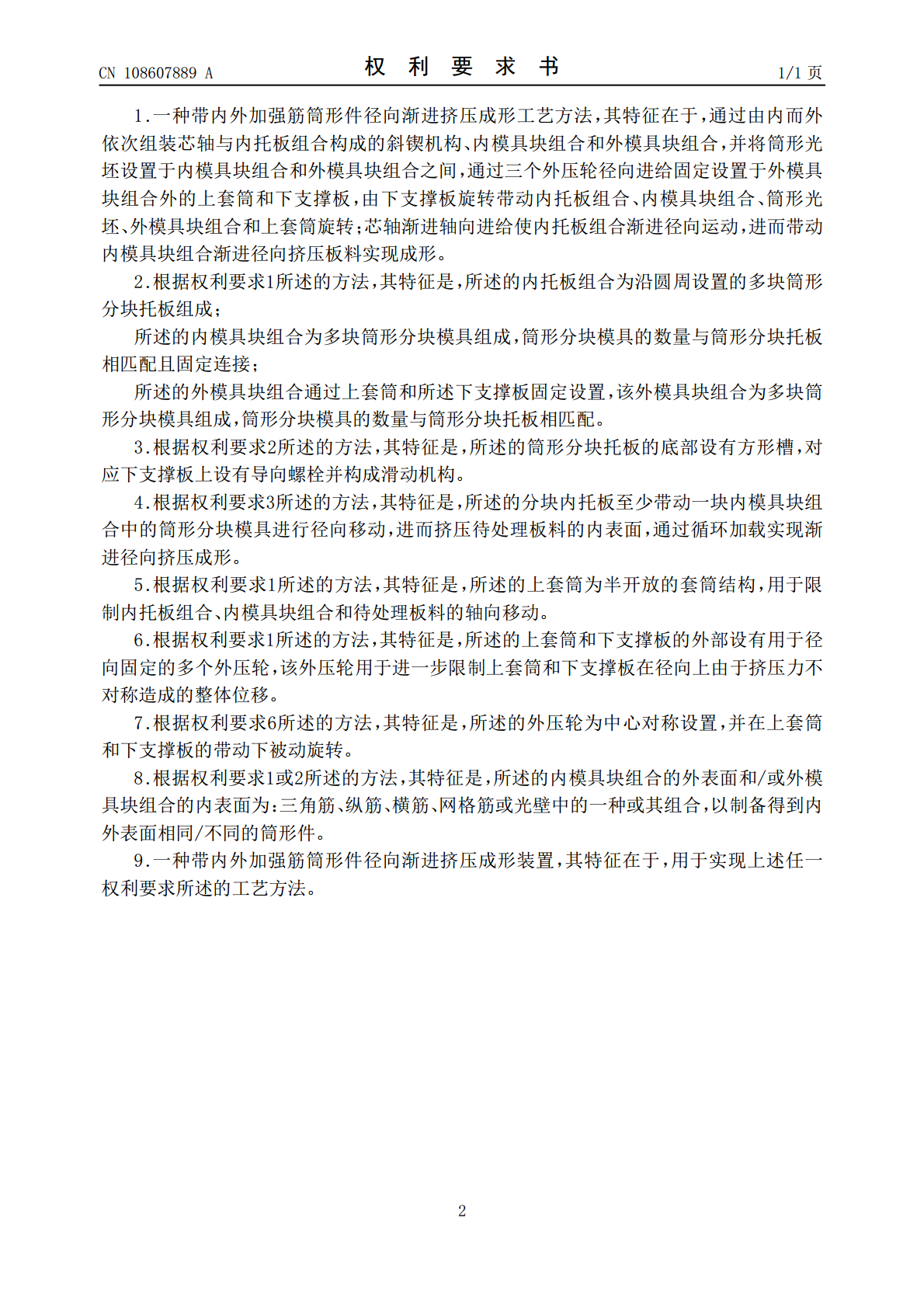
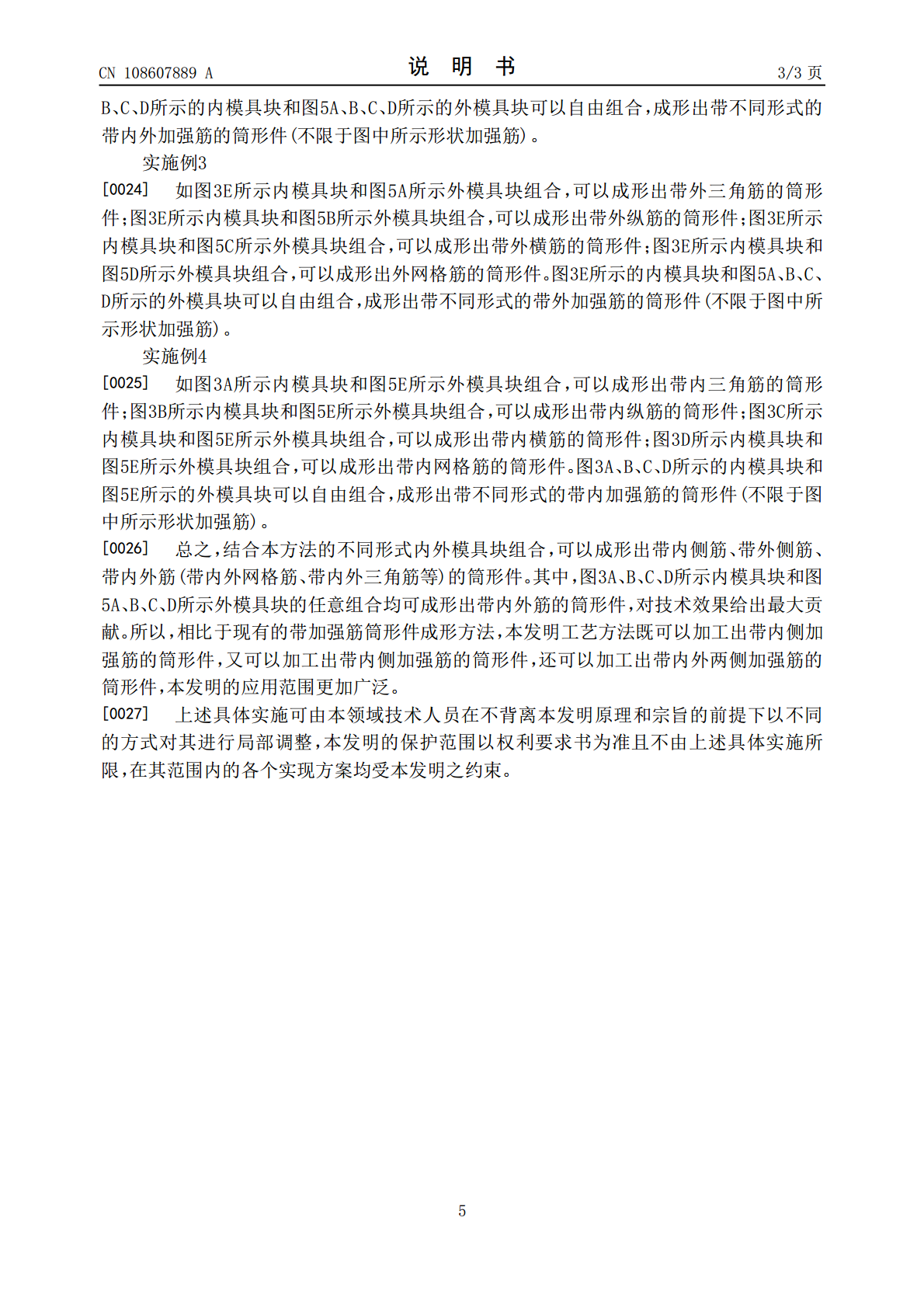
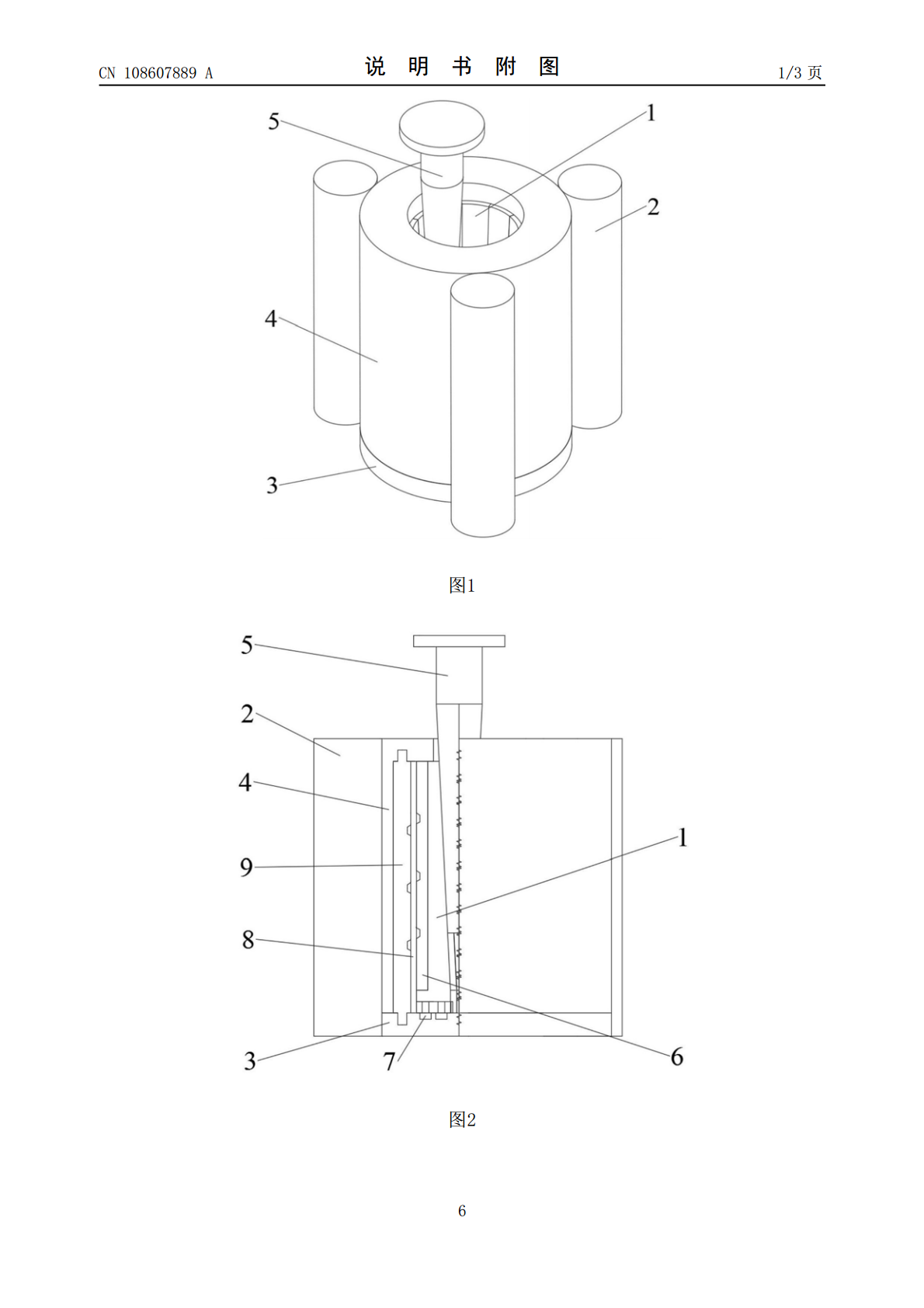
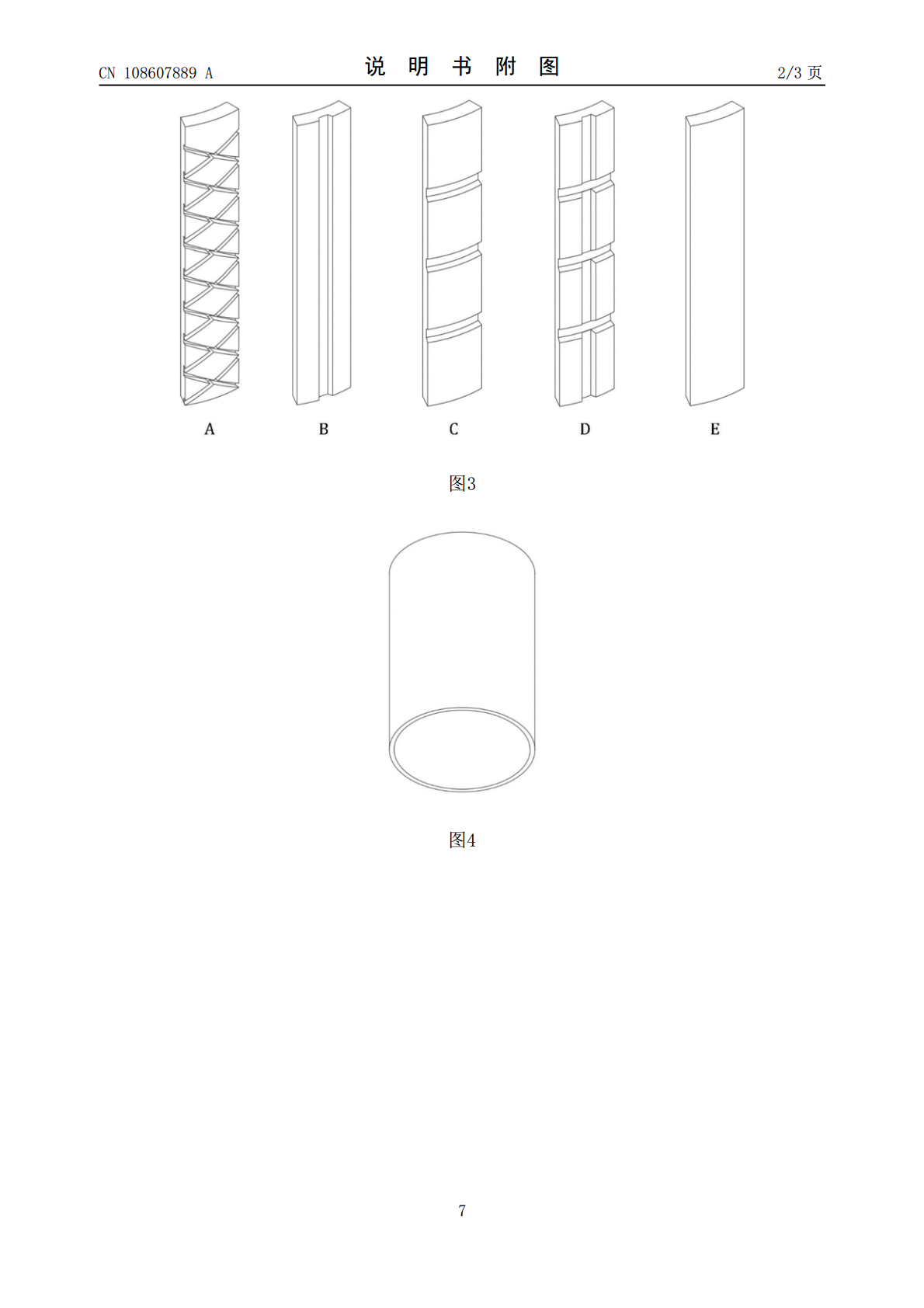
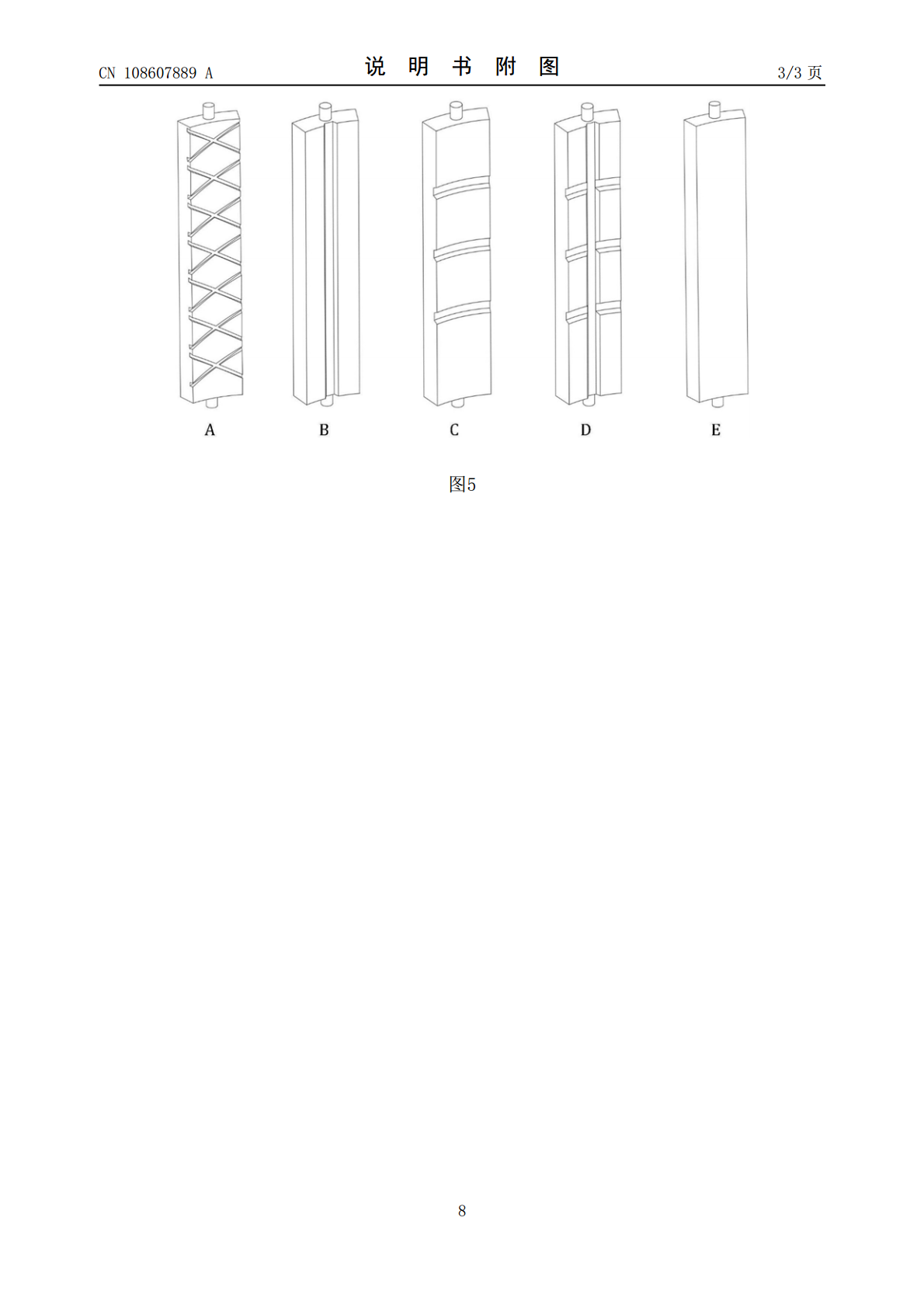
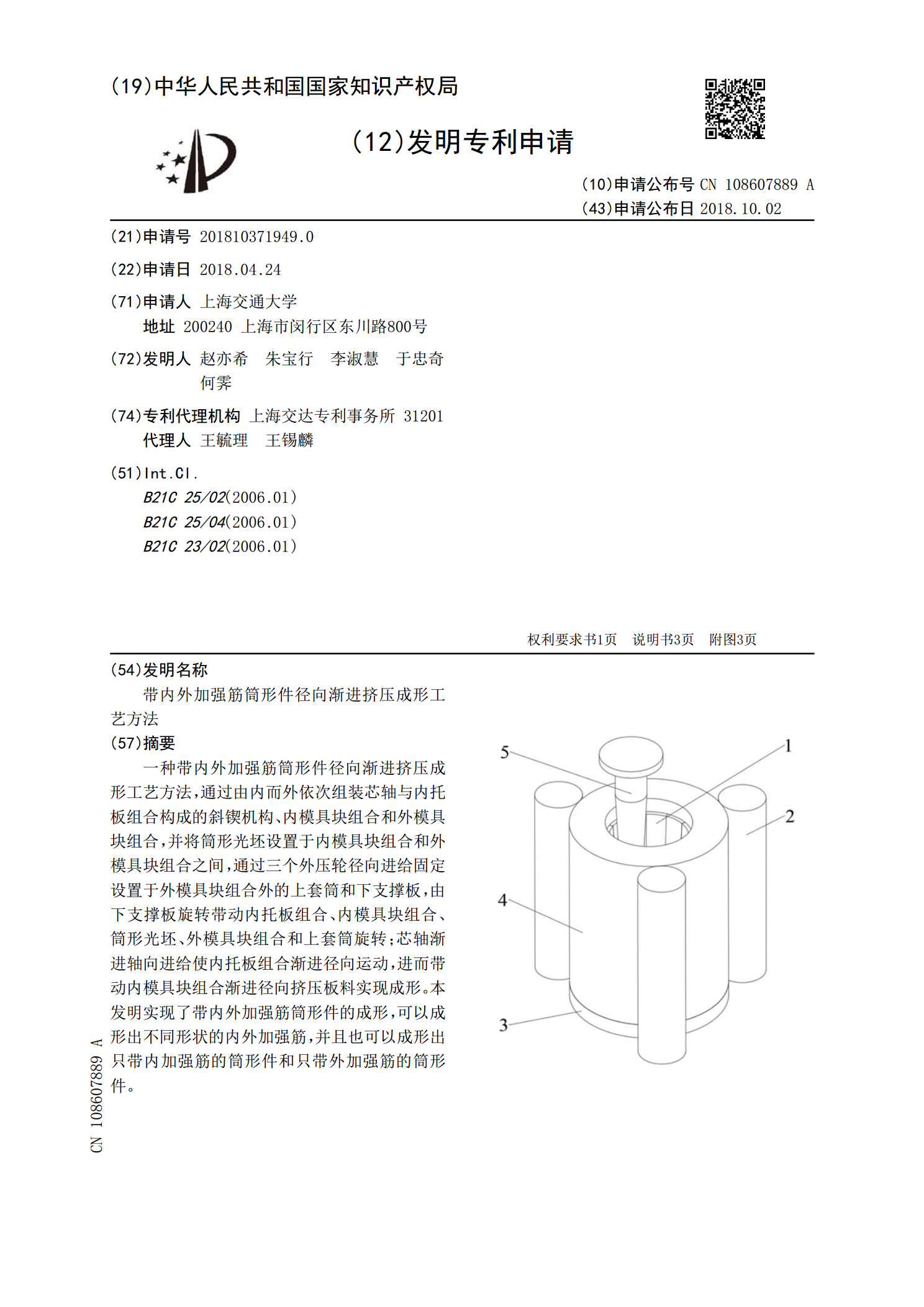
一种带内外加强筋筒形件径向渐进挤压成形工艺方法,通过由内而外依次组装芯轴与内托板组合构成的斜锲机构、内模具块组合和外模具块组合,并将筒形光坯设置于内模具块组合和外模具块组合之间,通过三个外压轮径向进给固定设置于外模具块组合外的上套筒和下支撑板,由下支撑板旋转带动内托板组合、内模具块组合、筒形光坯、外模具块组合和上套筒旋转;芯轴渐进轴向进给使内托板组合渐进径向运动,进而带动内模具块组合渐进径向挤压板料实现成形。本发明实现了带内外加强筋筒形件的成形,可以成形出不同形状的内外加强筋,并且也可以成形出只带内加强筋

7075铝合金筒形件径向-反向挤压工艺的成形模拟研究.docx
7075铝合金筒形件径向-反向挤压工艺的成形模拟研究摘要本文研究了7075铝合金筒形件径向-反向挤压工艺的成形模拟方法。通过有限元模拟软件ABAQUS建立了7075铝合金筒形件径向-反向挤压的模拟模型,分析了工艺参数对筒形件成形品质的影响。结果表明,合理的挤压速度和挤压比等工艺参数可以有效提高筒形件的成形质量和生产效率。关键词:7075铝合金;筒形件;径向-反向挤压;有限元模拟引言7075铝合金具有高强度、延展性和耐腐蚀性等优良性能,在航空、航天、交通运输和装备制造等领域得到了广泛的应用。其中,筒形件是7
带底长筒形件精密挤压成形的方法.pdf
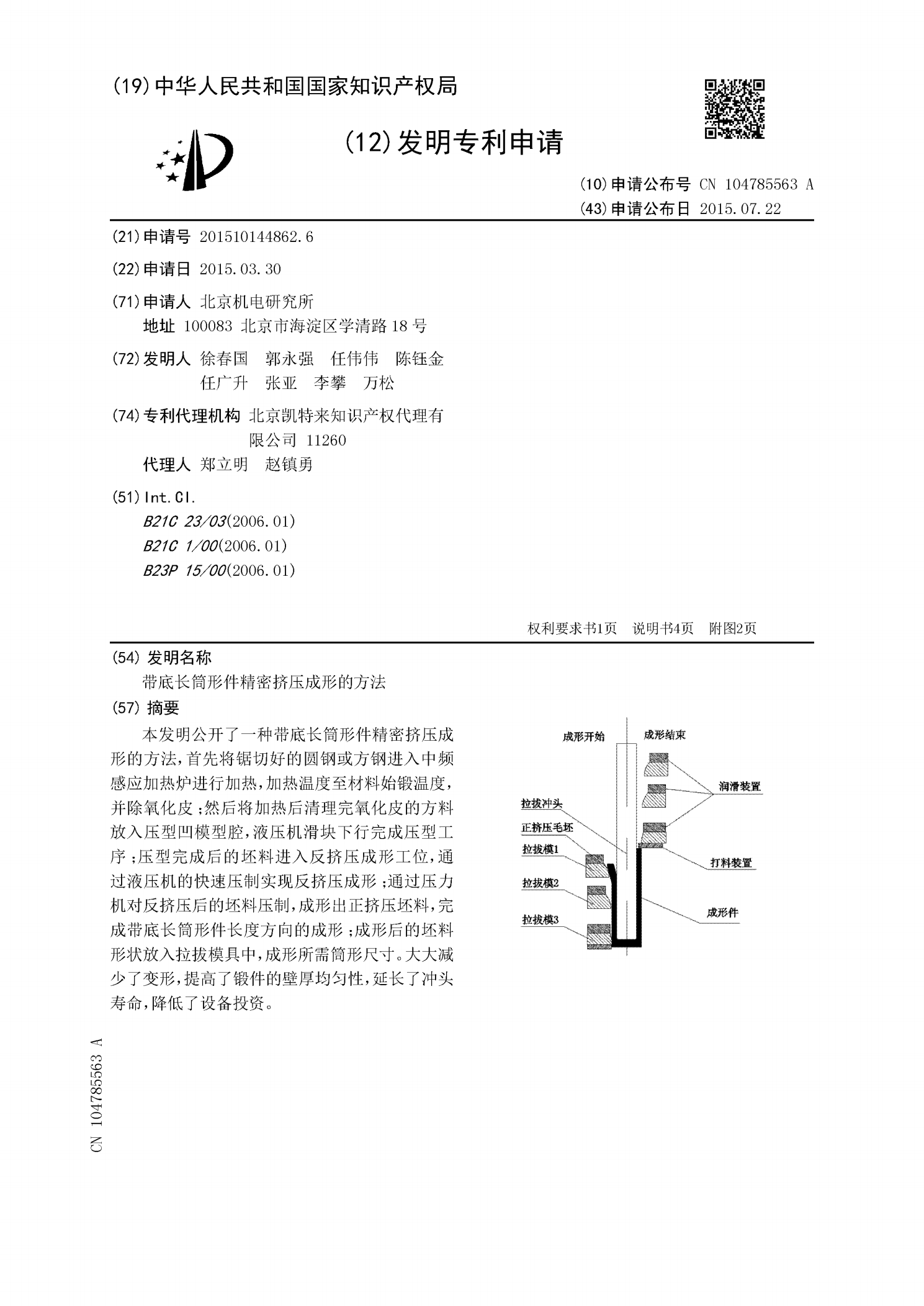
本发明公开了一种带底长筒形件精密挤压成形的方法,首先将锯切好的圆钢或方钢进入中频感应加热炉进行加热,加热温度至材料始锻温度,并除氧化皮;然后将加热后清理完氧化皮的方料放入压型凹模型腔,液压机滑块下行完成压型工序;压型完成后的坯料进入反挤压成形工位,通过液压机的快速压制实现反挤压成形;通过压力机对反挤压后的坯料压制,成形出正挤压坯料,完成带底长筒形件长度方向的成形;成形后的坯料形状放入拉拔模具中,成形所需筒形尺寸。大大减少了变形,提高了锻件的壁厚均匀性,延长了冲头寿命,降低了设备投资。

带纵筋筒形件热-冷复合挤压成形工艺研究.docx
带纵筋筒形件热-冷复合挤压成形工艺研究一、研究背景随着工程领域的不断发展,越来越多的高品质和高性能的工程材料被广泛应用。其中,带纵筋筒形件作为一种具有较高强度和刚度的连接件,在结构工程中得到了广泛的应用。然而,传统的带纵筋筒形件成形工艺存在着成本高、工艺复杂、加工周期长等缺点,难以满足当今工程领域对于快速、高效和低成本的生产要求。因此,研究新型的带纵筋筒形件成形工艺是当前工程材料研究领域中的热点和难点。二、研究目的本文旨在研究带纵筋筒形件热-冷复合挤压成形工艺,并探讨该工艺的成形特点、优势和技术难点,为该
带环向内加强筋筒形件旋压成形方法.pdf
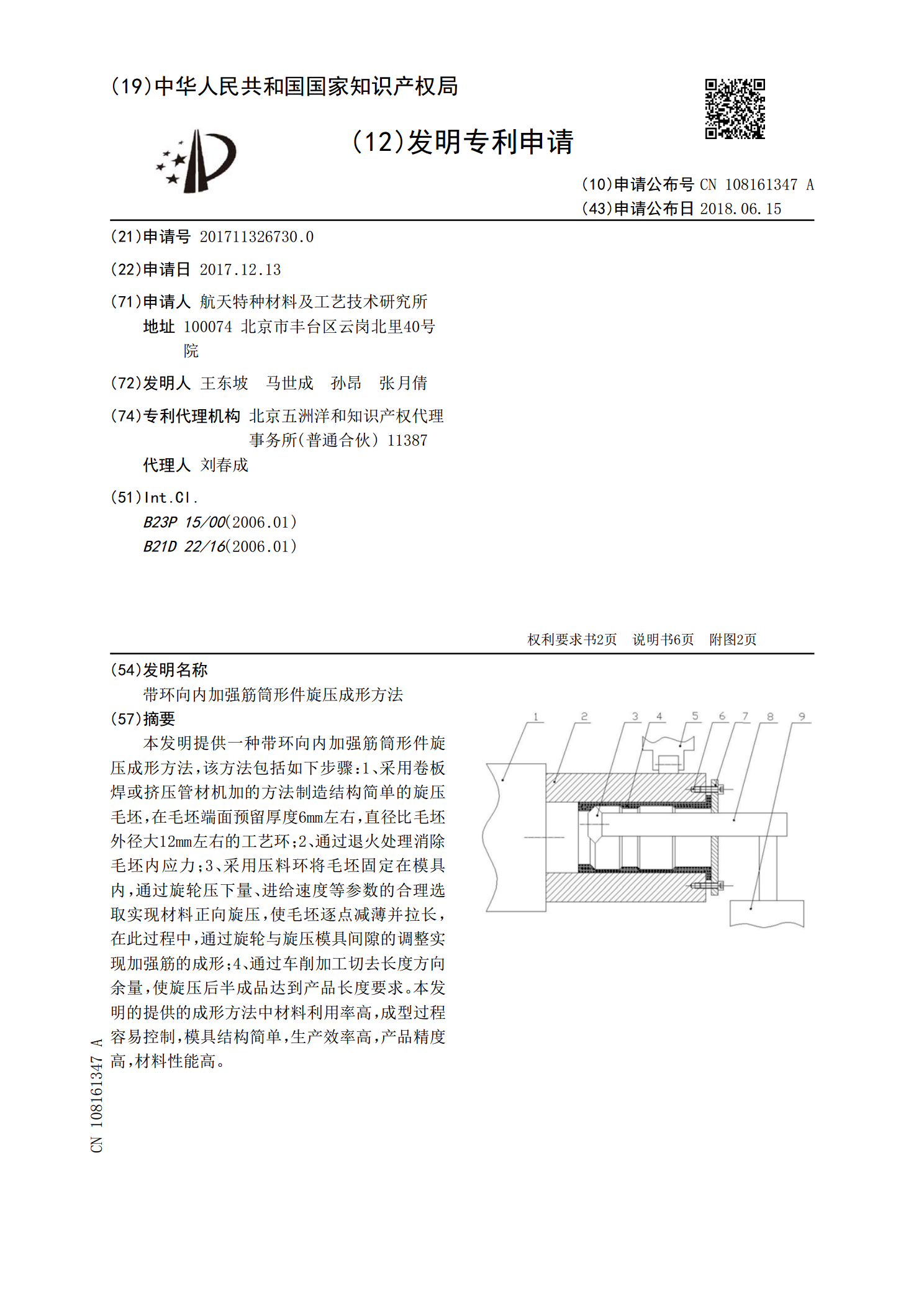
本发明提供一种带环向内加强筋筒形件旋压成形方法,该方法包括如下步骤:1、采用卷板焊或挤压管材机加的方法制造结构简单的旋压毛坯,在毛坯端面预留厚度6mm左右,直径比毛坯外径大12mm左右的工艺环;2、通过退火处理消除毛坯内应力;3、采用压料环将毛坯固定在模具内,通过旋轮压下量、进给速度等参数的合理选取实现材料正向旋压,使毛坯逐点减薄并拉长,在此过程中,通过旋轮与旋压模具间隙的调整实现加强筋的成形;4、通过车削加工切去长度方向余量,使旋压后半成品达到产品长度要求。本发明的提供的成形方法中材料利用率高,成型过程