
一种电弧填丝和滚压复合增材制造方法和装置.pdf

纪阳****公主


1/8

2/8

3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电弧填丝和滚压复合增材制造方法和装置.pdf
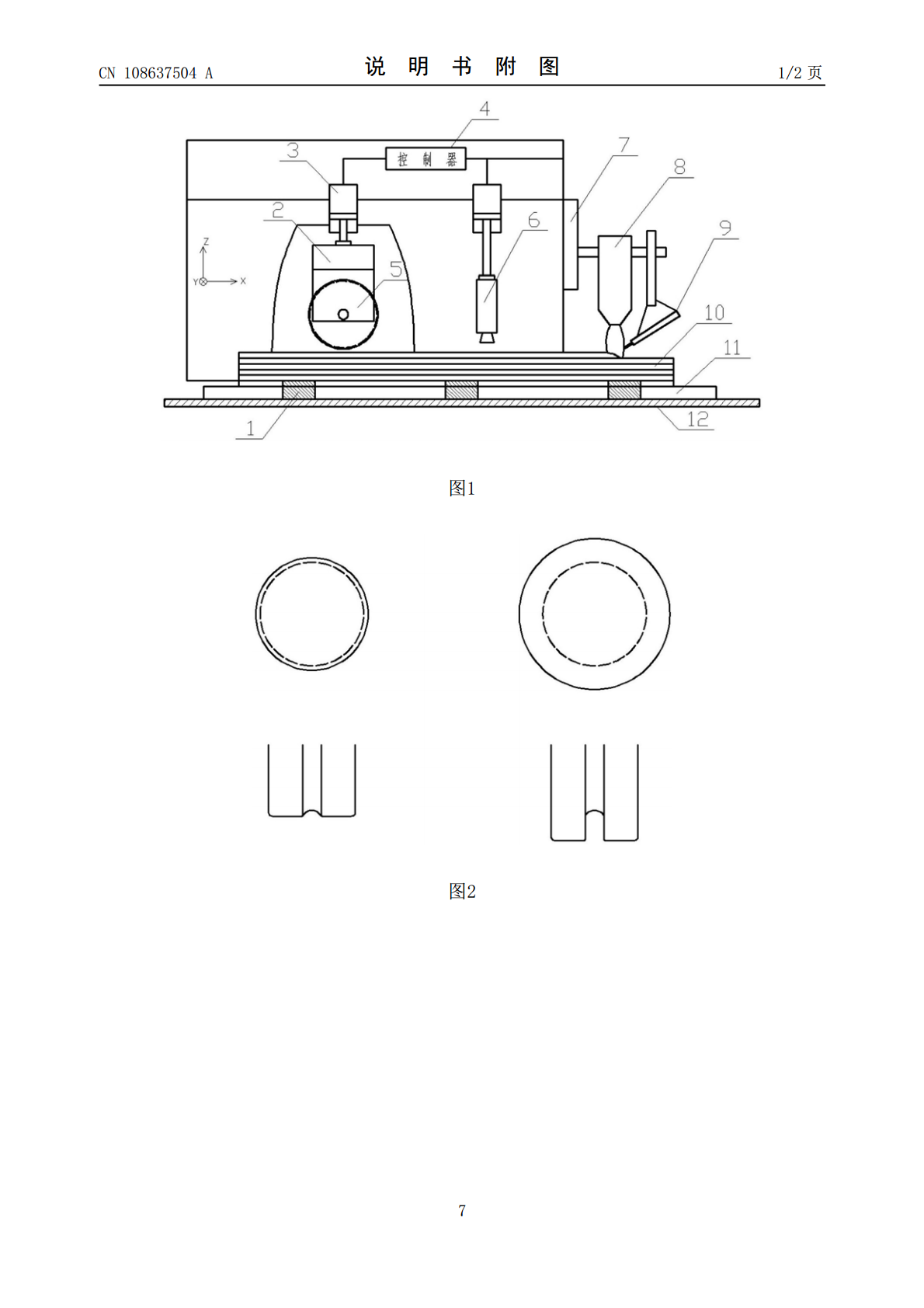
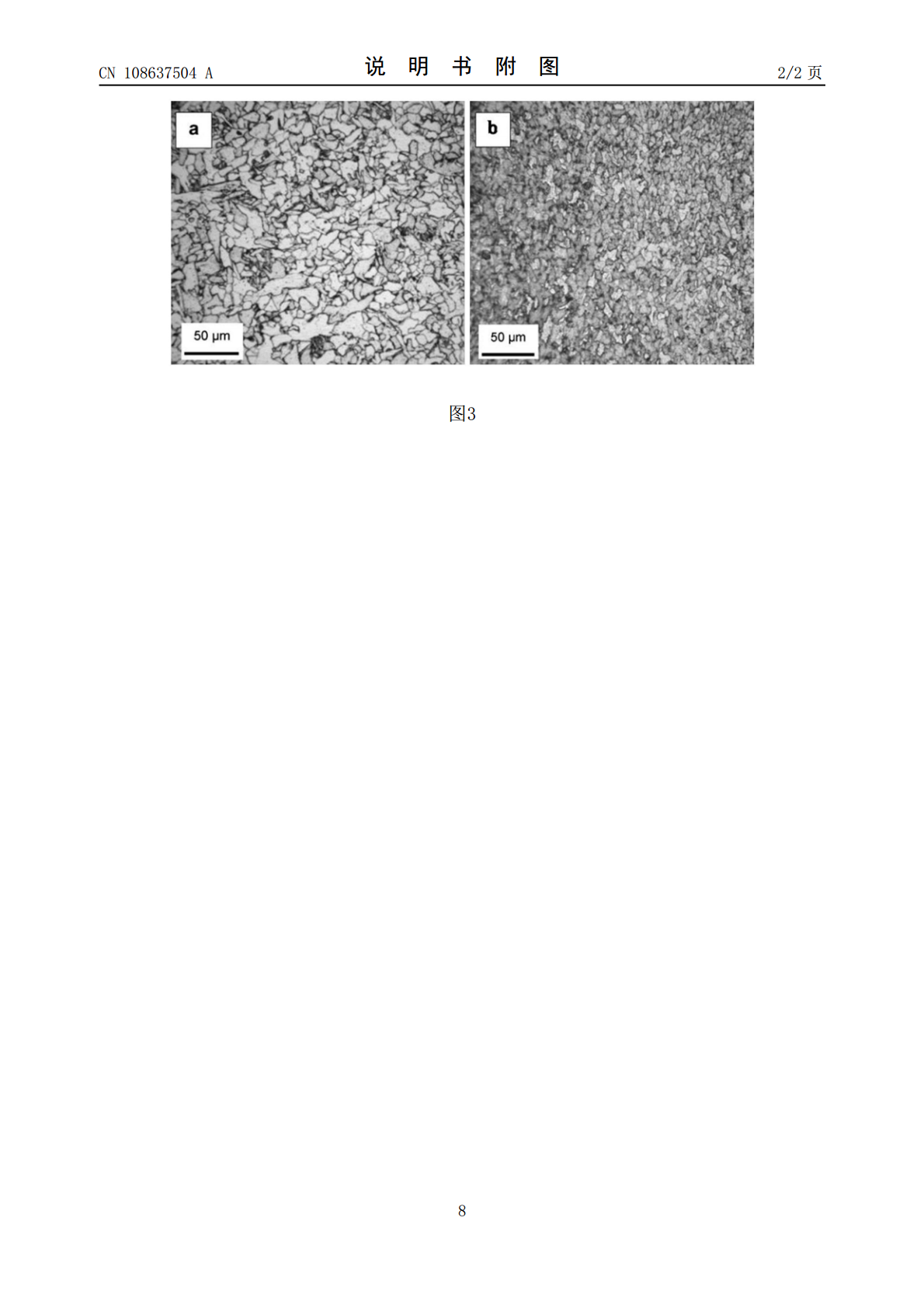
本发明涉及一种增材制造方法和装置,具体涉及一种电弧填丝和滚压复合增材制造方法和装置。本发明在工作时,将基板固定在焊接工作台上,通过控制焊枪移动并配合送丝机构进行电弧填丝,形成焊层,同时通过温度传感器对焊层的温度进行采集,将采集到的数据发送到控制器,并且控制器控制滚轮对焊层表面进行同步滚压强化,在工件制造过程中细化金属晶粒,引入残余压应力层,降低表面粗糙度,改善了工件表面的耐磨性、耐蚀性和配合性,避免普通电弧增材制造成形金属零件可能出现的如气孔、未融合和缩松等内部缺陷,同时也提高了金属工件的综合机械力学性能
丝粉复合增材制造装置和系统.pdf
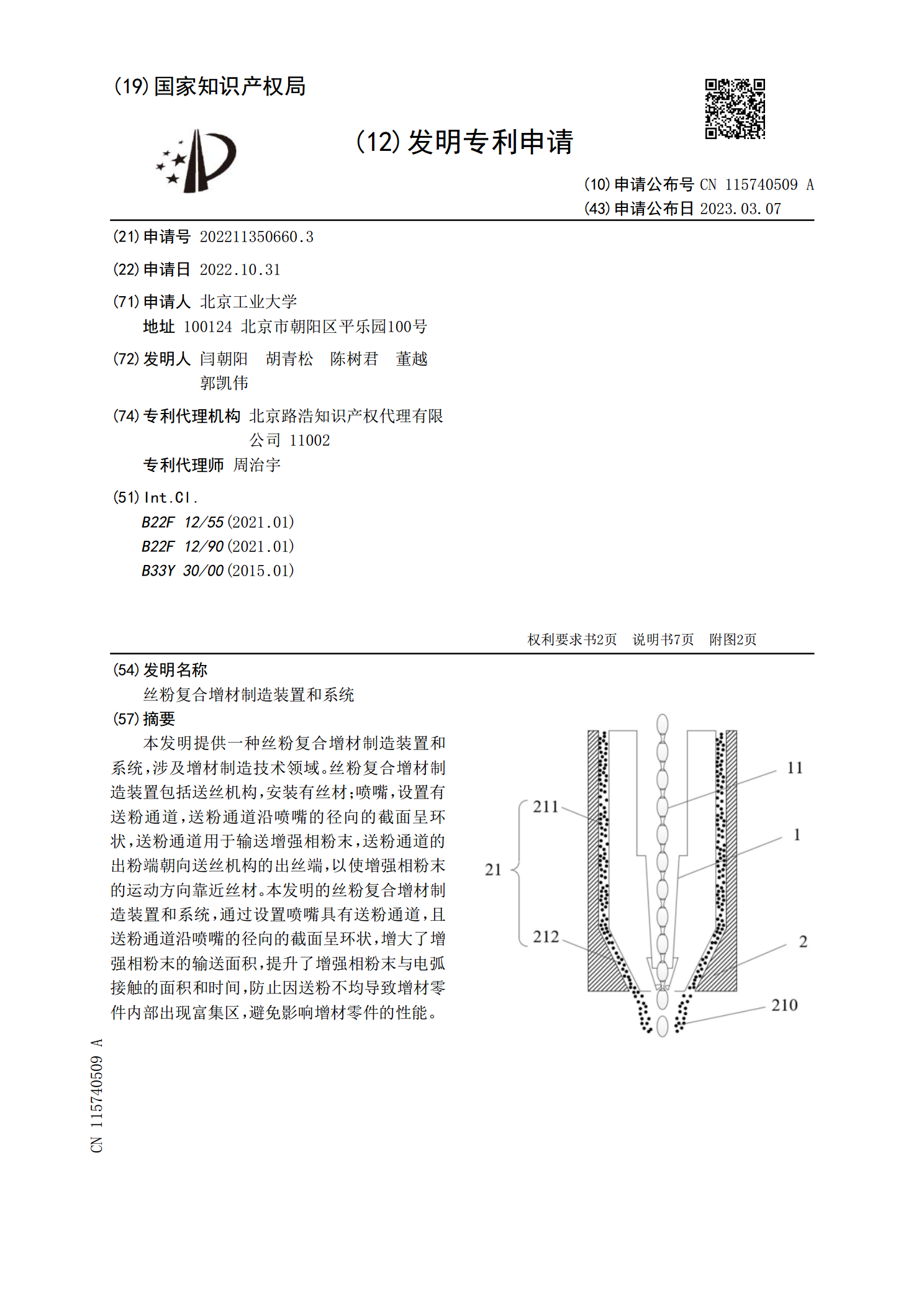
本发明提供一种丝粉复合增材制造装置和系统,涉及增材制造技术领域。丝粉复合增材制造装置包括送丝机构,安装有丝材;喷嘴,设置有送粉通道,送粉通道沿喷嘴的径向的截面呈环状,送粉通道用于输送增强相粉末,送粉通道的出粉端朝向送丝机构的出丝端,以使增强相粉末的运动方向靠近丝材。本发明的丝粉复合增材制造装置和系统,通过设置喷嘴具有送粉通道,且送粉通道沿喷嘴的径向的截面呈环状,增大了增强相粉末的输送面积,提升了增强相粉末与电弧接触的面积和时间,防止因送粉不均导致增材零件内部出现富集区,避免影响增材零件的性能。

一种基于表面清理和电弧增材的复合制造方法及装置.pdf
一种基于表面清理和电弧增材复合制造的方法及装置。采用焊机提供热量熔化丝材,表面清理装置对成形表面的氧化物等杂质进行清理,两者均通过工装固定于同一机械臂上,机械臂控制成形路径,以此来实现结构件的电弧增材制造。首先对零件三维模型进行切片处理,获得电弧增材的加工路径,并设定电弧增材和表面清理的工艺参数,每增材完一道,道间停留冷却时间内,利用表面清理装置沿着增材路径进行氧化物等表面杂质的清理,随后再进行下一道的增材,如此循环完成结构件的电弧增材制造。本发明所提出的基于表面清理和电弧增材的复合制造方法可减少某些材料
用于丝材成型的增材制造装置及增材制造方法.pdf
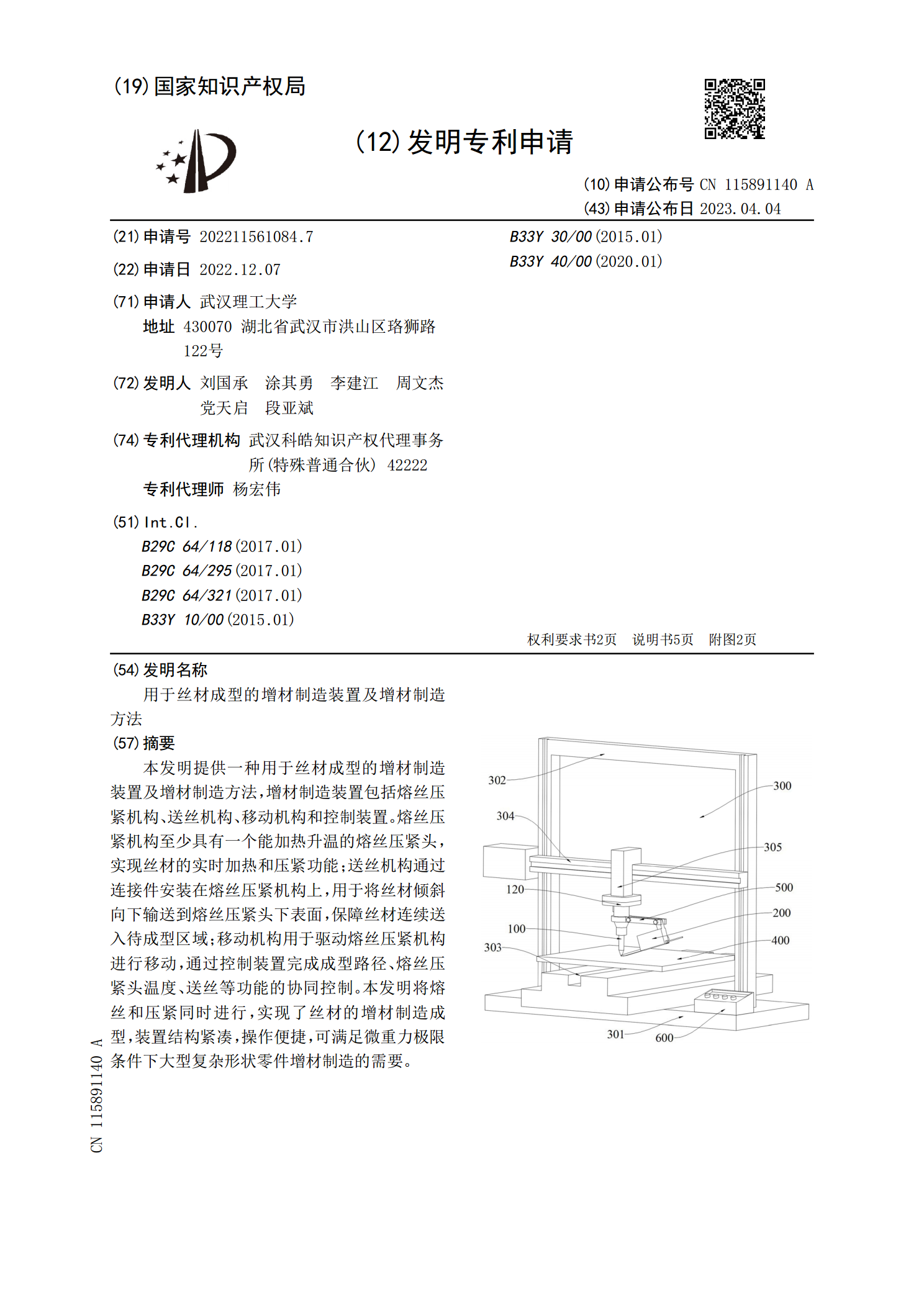
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型

全激光复合增材制造方法和装置.pdf
本申请公开了一种全激光复合增材制造方法,在激光选区熔化的基础上,用激光精密封装的方法,解决悬垂面的成型问题,解决微通道粉体残留的问题,满足航空航天关键零部件加工高精度、高光洁度、高洁净度的要求。该全激光复合增材制造方法由激光选区熔化成型得到基体后,由脉冲激光在所述基体上减材成型以形成空腔,再对所述空腔封装,以得到具有内部空腔结构的成型材料。本申请公开了上述方法用到的装置,包括激光部、控制部和成型部,激光部与成型部光路连接,控制部分别与激光部和成型部电连接;激光部包括第一激光光源和第二激光光源;成型部包括焊