
一种压配式车轮结构的加工工艺.pdf

长春****主a

1/9

2/9
3/9

4/9
5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种压配式车轮结构的加工工艺.pdf
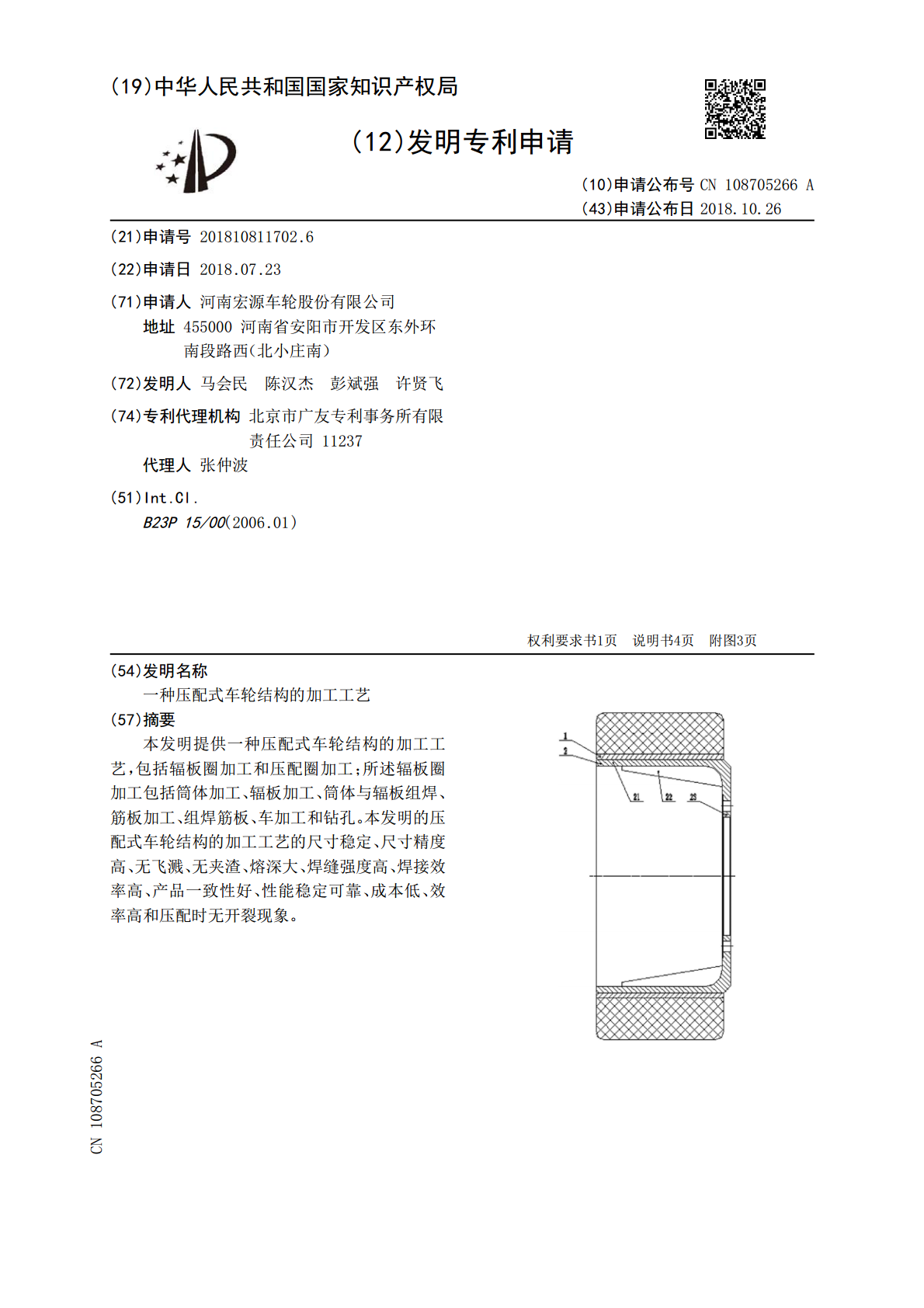
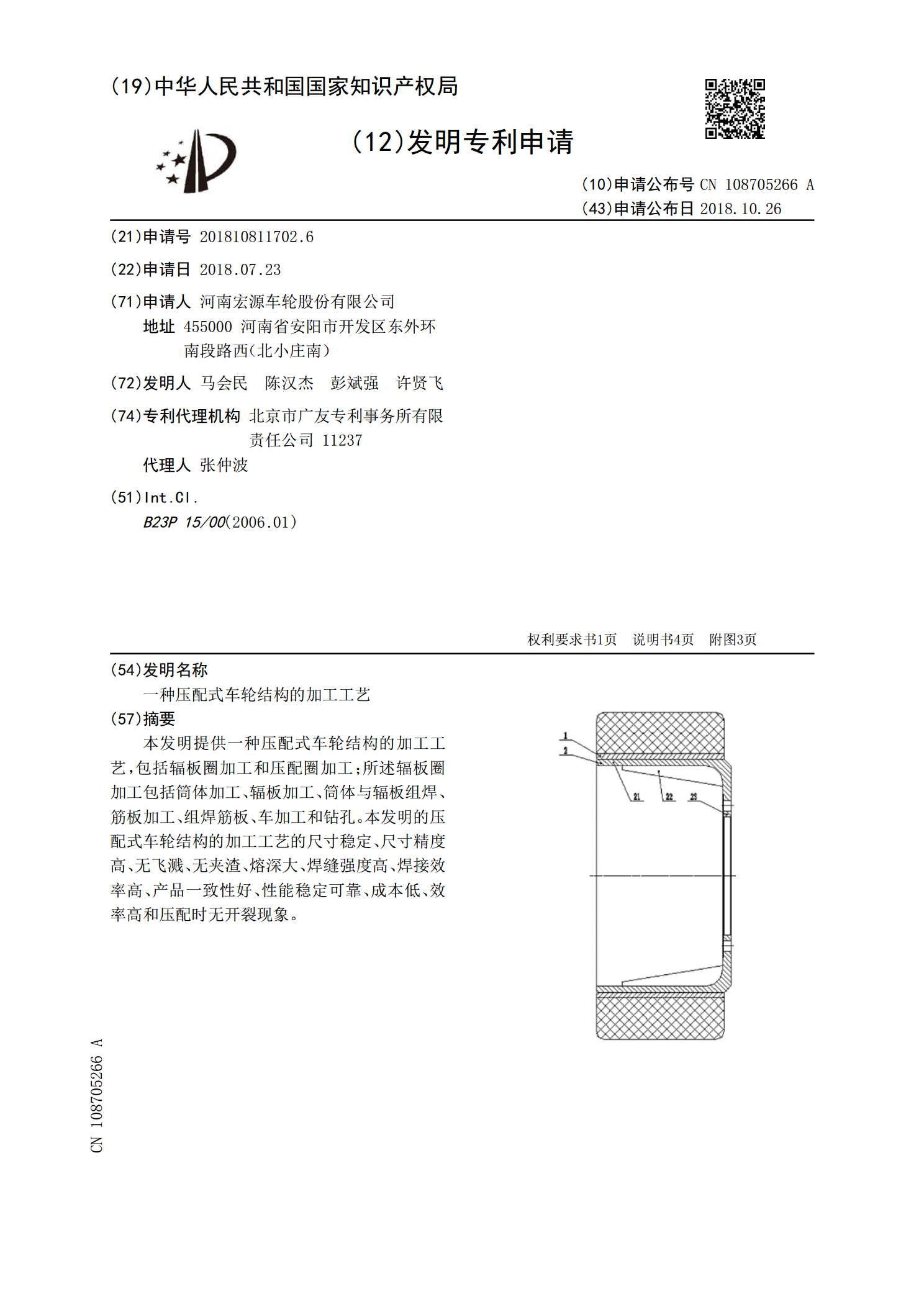
本发明提供一种压配式车轮结构的加工工艺,包括辐板圈加工和压配圈加工;所述辐板圈加工包括筒体加工、辐板加工、筒体与辐板组焊、筋板加工、组焊筋板、车加工和钻孔。本发明的压配式车轮结构的加工工艺的尺寸稳定、尺寸精度高、无飞溅、无夹渣、熔深大、焊缝强度高、焊接效率高、产品一致性好、性能稳定可靠、成本低、效率高和压配时无开裂现象。
一种旋压加工车轮工艺.pdf
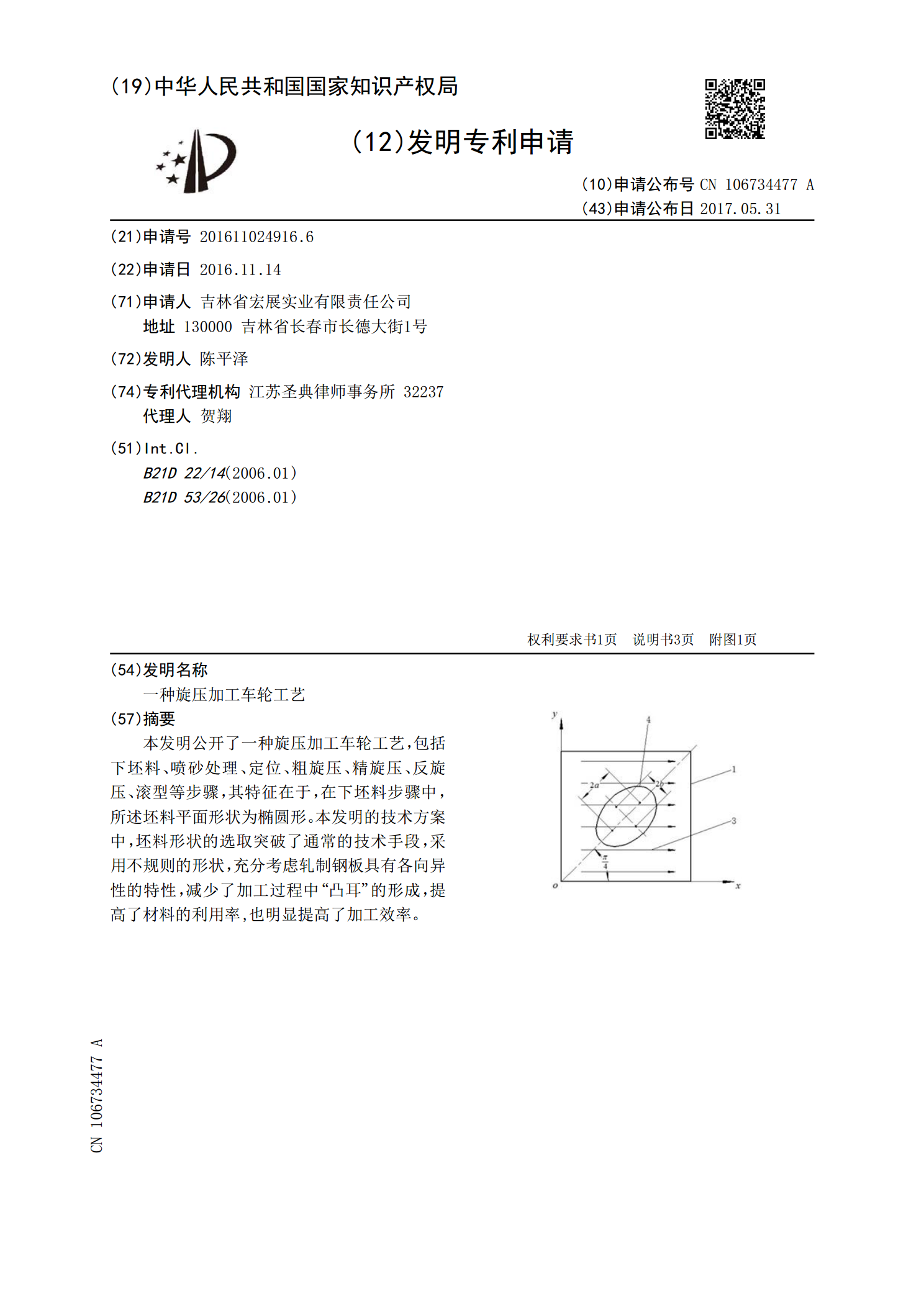
本发明公开了一种旋压加工车轮工艺,包括下坯料、喷砂处理、定位、粗旋压、精旋压、反旋压、滚型等步骤,其特征在于,在下坯料步骤中,所述坯料平面形状为椭圆形。本发明的技术方案中,坯料形状的选取突破了通常的技术手段,采用不规则的形状,充分考虑轧制钢板具有各向异性的特性,减少了加工过程中“凸耳”的形成,提高了材料的利用率,也明显提高了加工效率。

一种多件式车轮加工工艺.pdf
本发明提供一种多件式车轮加工工艺,多件式车轮包括筒体、槽圈、锁圈、活动座圈和工程挡圈,筒体的两端上对称设置槽圈;多件式车轮的加工工艺包括:活动座圈加工、挡圈加工和锁圈加工、轮辋体加工、抛丸、涂装和包装;轮辋体加工包括槽圈加工、筒体加工和组装焊接;槽圈加工和活动座圈加工均包括型钢轧制、切断、卷圆、对口点焊、对焊、刮渣、精整和车加工工序;抛丸是将两个锁圈、两个活动座圈和轮辋体送入抛丸机进行抛丸处理;涂装是通过吊装轨道将抛丸后的零件送入涂装加工线进行涂装加工;包装是将全部涂装好的配件套设在一起后包装。多件式车轮

一种非道路车轮结构加工工艺.pdf
本发明提供一种非道路车轮结构加工工艺,包括:轮缘加工、槽圈加工、辐板加工、内轮缘与槽圈组焊、气门孔切割、内轮缘与辐板组焊、车加工和钻孔,钻孔后获得工件。所述轮缘加工工艺依次包括下料、轮缘卷圆、轮缘焊接、刨滚切、扩口、滚压、扩涨、分割和轮缘车加工。所述辐板加工工艺依次包括型钢轧制、辐板卷圆、锯切、对口点焊、焊接、锻压、缺口加工和辐板车加工,加工后获得辐板。本发明的非道路车轮结构加工工艺中尺寸稳定,尺寸精度高,卷制尺寸稳定,辐板锻压后平度可达0.5mm,焊接无气孔等焊接缺陷,材料利用率高,加工效率高。

车轮轮辐冷压成型加工工艺.pdf
一种车轮轮辐冷压成型加工工艺,涉及一种机械零件冲压工艺,是各种车轮上的轮辐冷压成型加工工艺。本发明公开的工艺路线为:1.打印记,2.盘卷,3.割料,4.开坡口,5.点焊,6.焊接,7.打磨,8.整形,9.车加工。关键的整形工序:1.通过扩涨保证了圆度;2.通过压平保证了平面度。见摘要附图:扩平模由涨锥、涨块及压平模三个主要零件组成,关键是轮辐的精度尺寸可以通过涨锥与涨锥固定座之间加减垫片及压平模与压平模座之间加减垫片来调节。本发明特点是,既解决现有车轮轮辐工艺存在的能源浪费大、生产效率低、不易形成流水线生