
一种高精度数控外圆磨床及其加工工件的方法.pdf

戊午****jj

1/10

2/10

3/10
4/10
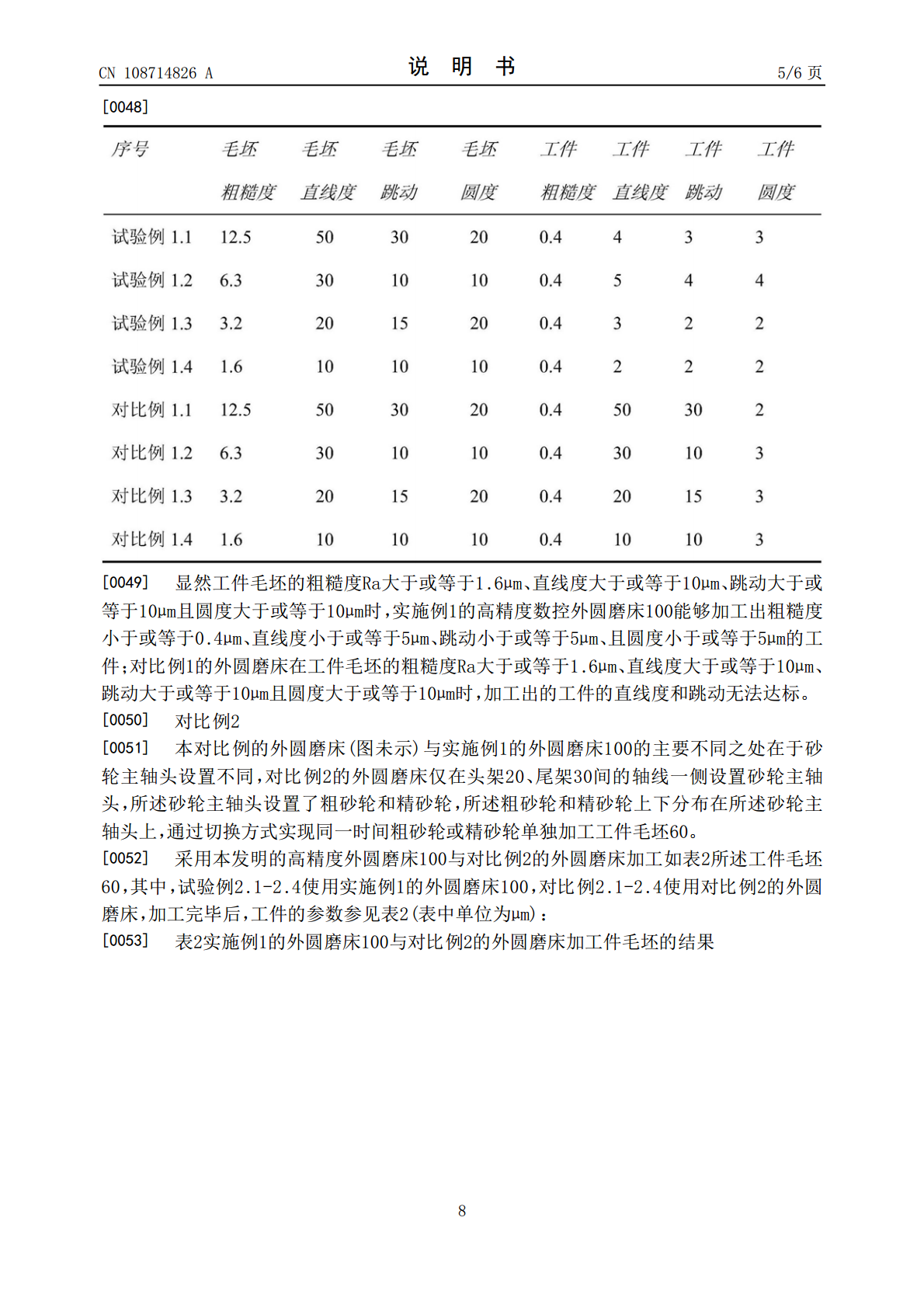
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高精度数控外圆磨床及其加工工件的方法.pdf
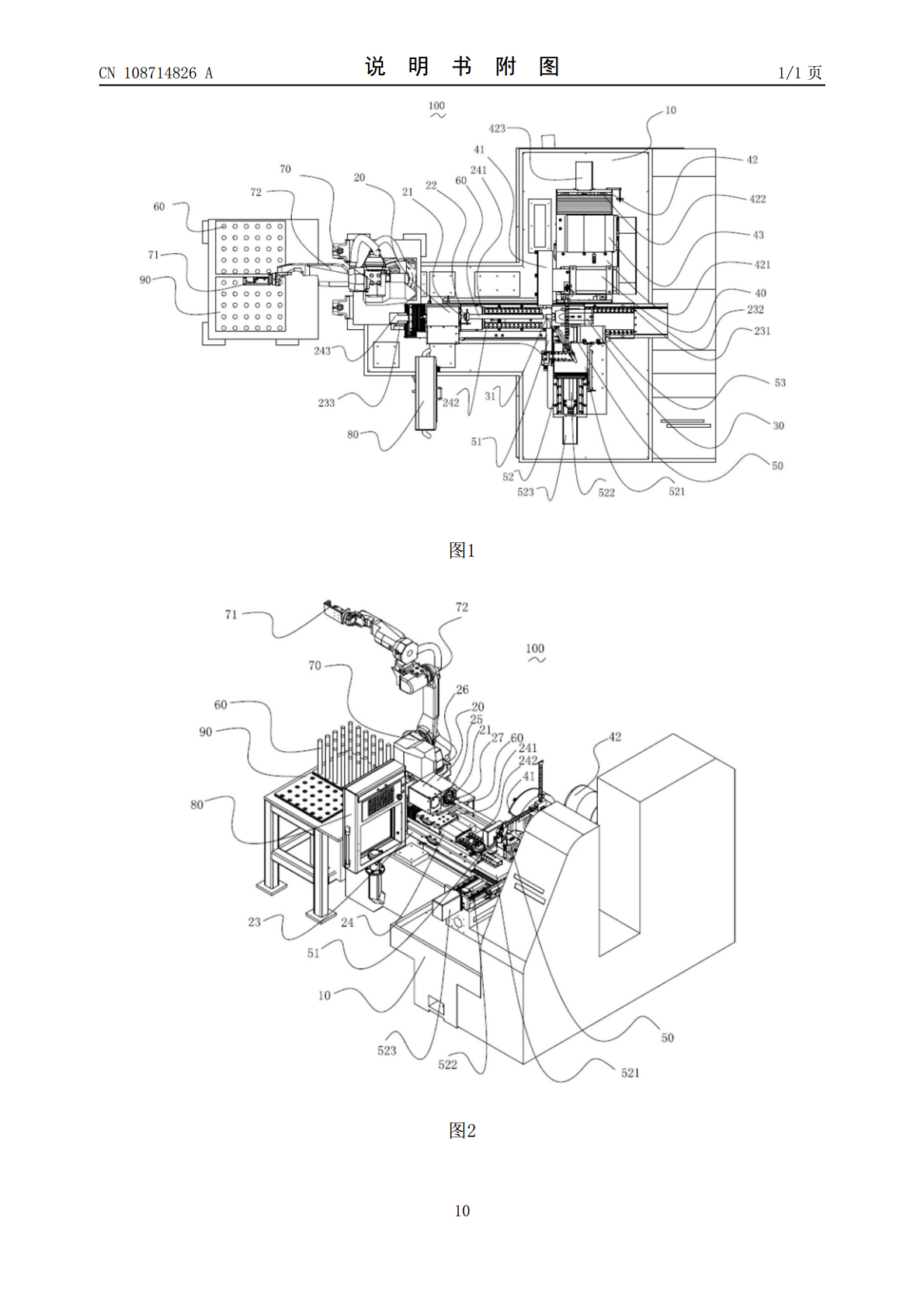
本发明公开了一种高精度数控外圆磨床及其加工工件的方法,所述磨床包括底座、头架、尾架、第一伺服进给系统、粗砂轮主轴头、第二伺服进给系统、精砂轮主轴头和第三伺服进给系统,所述头架和尾架通过第一伺服进给系统安装在所述底座上,所述粗砂轮主轴头、精砂轮主轴头分别通过所述第二伺服进给系统、第三伺服进给系统安装在所述底座上,所述第二伺服进给系统、第三伺服进给系统设于所述第一伺服进给系统的两侧,所述粗砂轮主轴头和所述精砂轮主轴头设于所述头架两侧,所述头架、尾架分别设有头架顶尖、尾架顶尖,所述头架顶尖和所述尾架顶尖用于顶紧

一种使用数控外圆磨床加工凸轮的方法及数控外圆磨床.pdf
本发明公开了一种使用数控外圆磨床加工凸轮的方法及数控外圆磨床,可以使用数控外圆磨床生产出的凸轮与凸轮模具之间的误差对凸轮型线进行修正,可以在不增加生产成本的前提下提高凸轮的加工精度。

一种用于轴类工件加工的立式外圆磨床.pdf
本发明一种用于轴类工件加工的立式外圆磨床,包括床身,其左前部设有左静压导轨座及左导轨、右前部设有右静压导轨座及右导轨;一左水平移动构件包括左立式工作台,该左立式工作台的下面与左导轨配合,还包括设在左静压导轨座上面与左立式工作台下面之间的驱动部件,左立式工作台在驱动部件的作用下能够沿左导轨来回移动;在左立式工作台靠近床身中部的立面上设有左Z轴构件,被加工的轴类工件装夹在该左Z轴构件上;一右水平移动构件与左水平移动构件结构相同;一旋转台底盘定位连接在床身中后部,中心部位设有砂轮架安装座,其上设有第一、二砂轮架
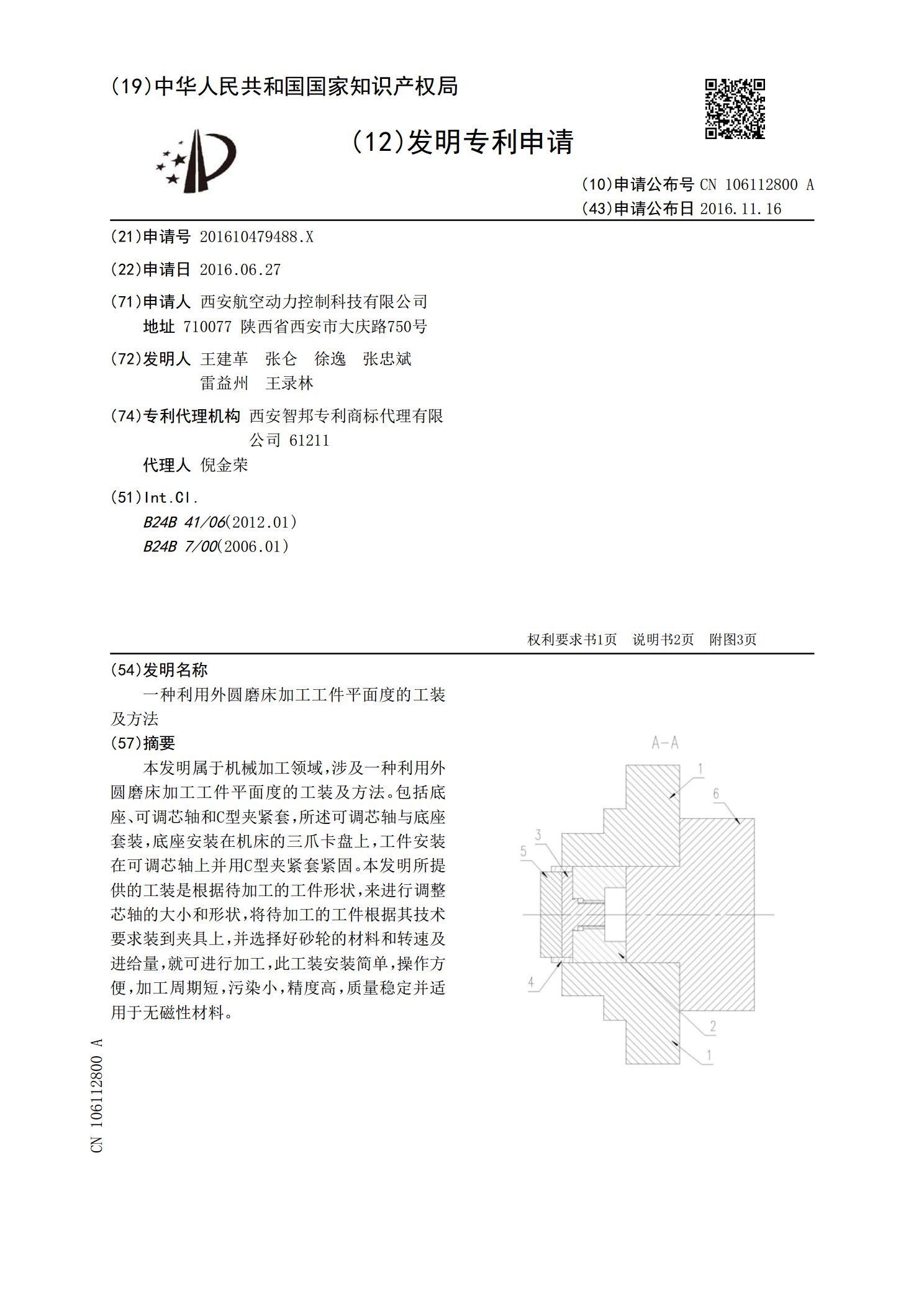
一种利用外圆磨床加工工件平面度的工装及方法.pdf
本发明属于机械加工领域,涉及一种利用外圆磨床加工工件平面度的工装及方法。包括底座、可调芯轴和C型夹紧套,所述可调芯轴与底座套装,底座安装在机床的三爪卡盘上,工件安装在可调芯轴上并用C型夹紧套紧固。本发明所提供的工装是根据待加工的工件形状,来进行调整芯轴的大小和形状,将待加工的工件根据其技术要求装到夹具上,并选择好砂轮的材料和转速及进给量,就可进行加工,此工装安装简单,操作方便,加工周期短,污染小,精度高,质量稳定并适用于无磁性材料。

利用普通外圆磨床加工高精度外球面的磨削加工方法.pdf
提供一种利用普通外圆磨床加工高精度外球面的磨削加工方法,首先选择砂轮:砂轮宽度须大于成品球形零件宽度14-16mm,砂轮直径须足够修磨出零件球面,即砂轮外径到安装孔的厚度必须大于球面的深度;然后制作修整砂轮的专用修磨夹具,将磨床端面砂轮修整器安装在磨床上,将专用修磨夹具与磨床端面砂轮修整器固定连接好;修整砂轮至尺寸要求;将待加工零件固定在磨床上与修整好的砂轮对正;开始磨削加工直至得成品球形零件。本发明在不增加设备投资的情况下,利用现有普通精密外圆磨床加工尺寸精度高、表面质量好的外球面,具有较高的实用价值。