
一种针齿壳及其加工使用的砂轮制造方法.pdf

小长****6淑


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种针齿壳及其加工使用的砂轮制造方法.pdf
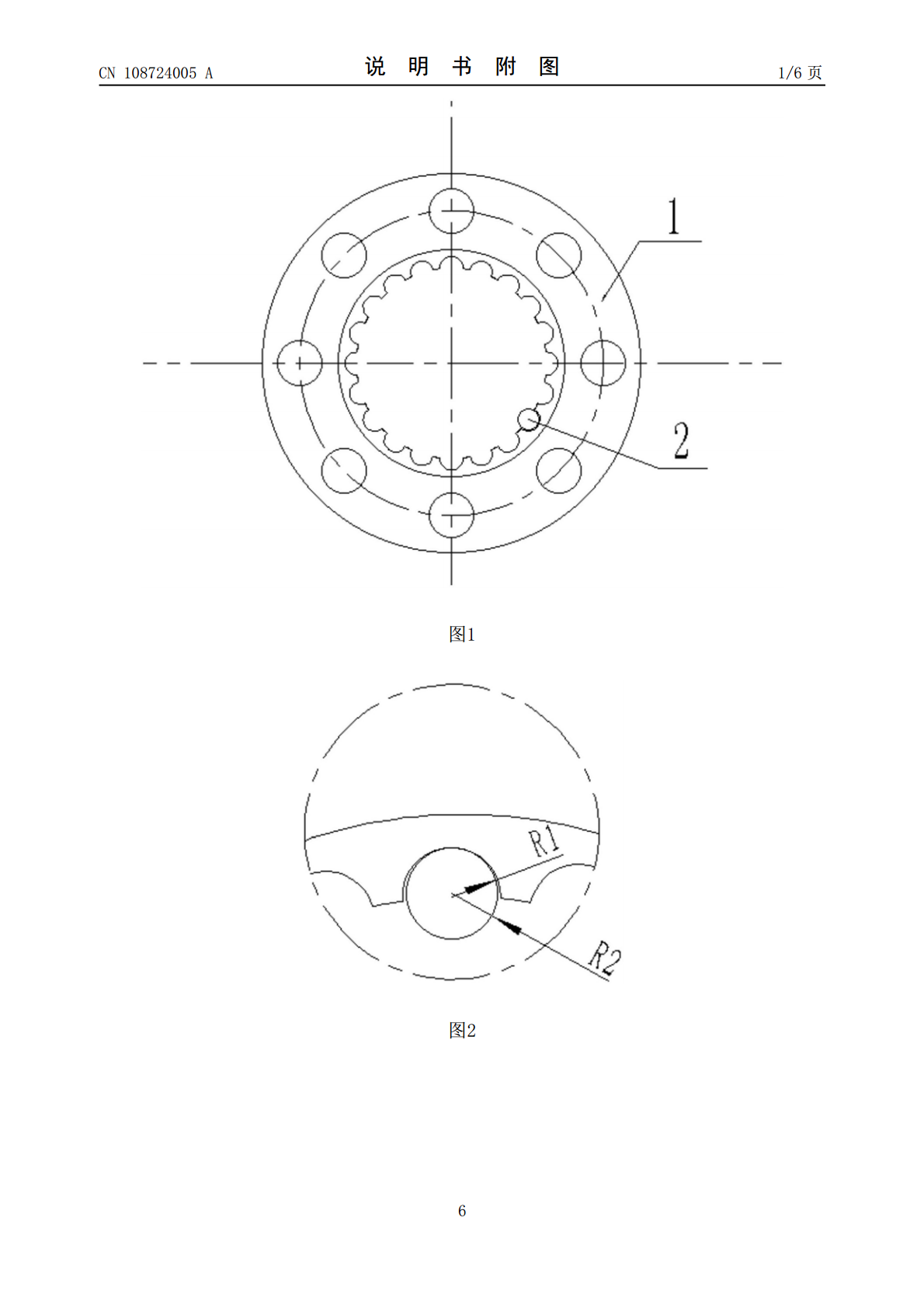
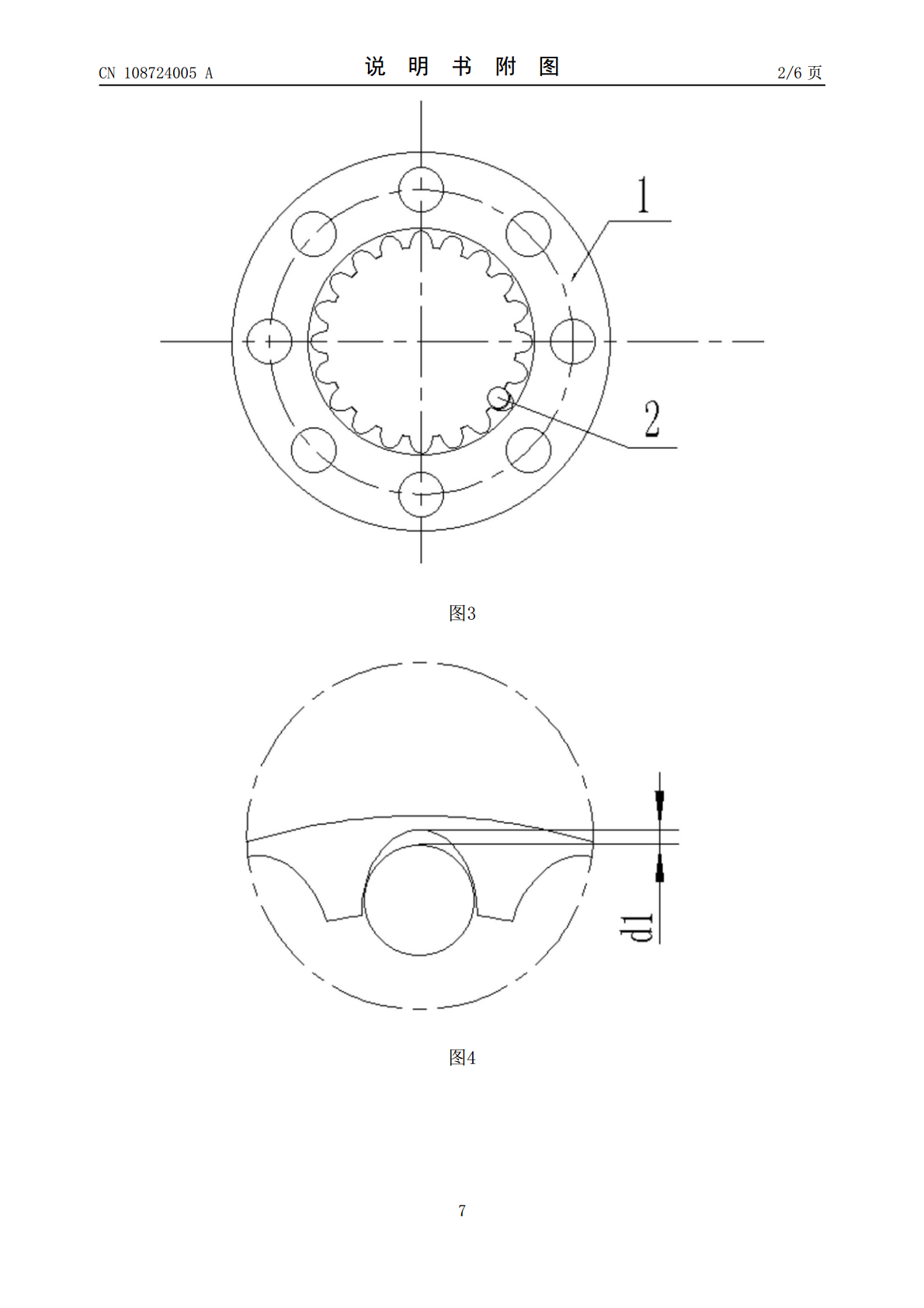
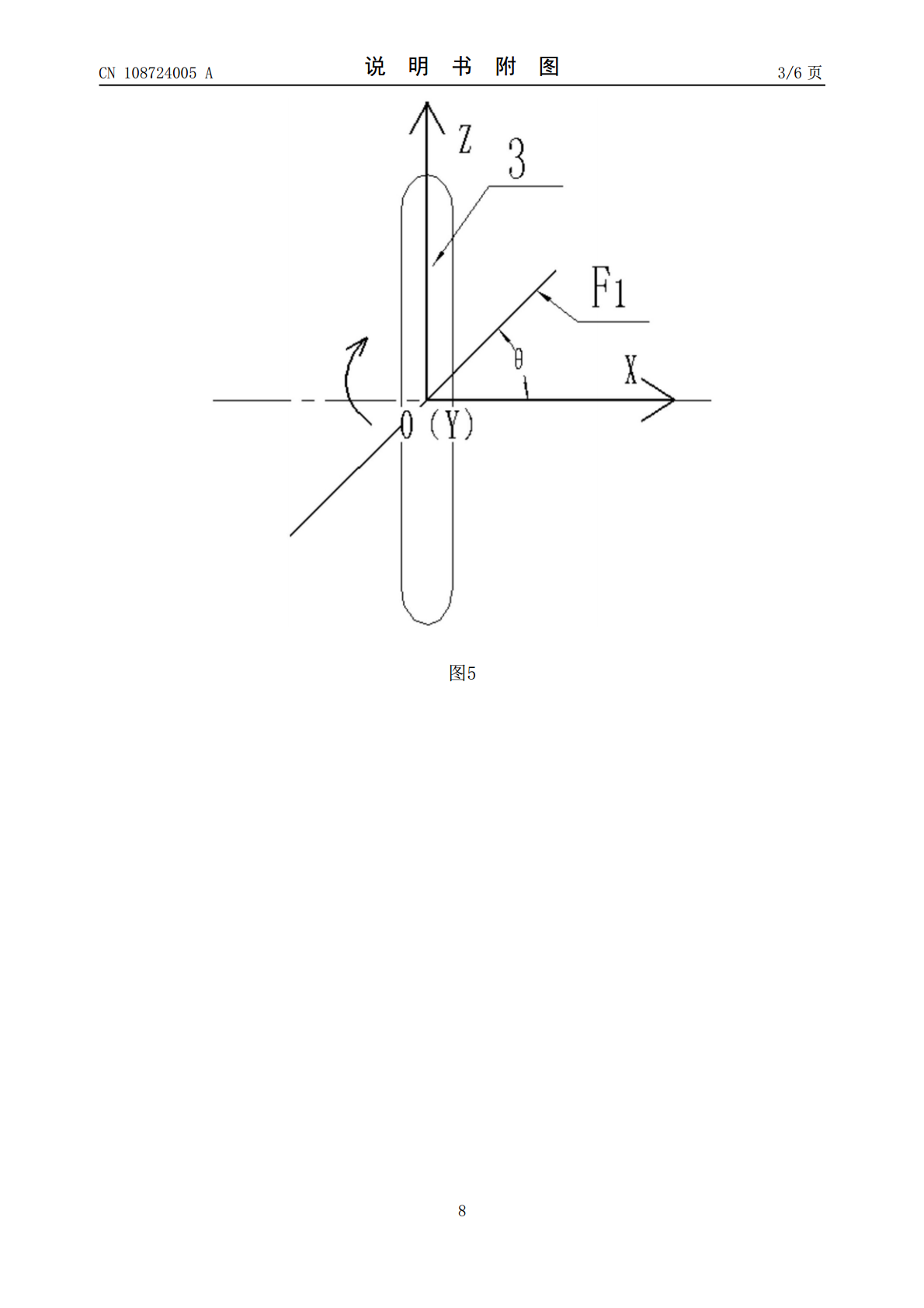
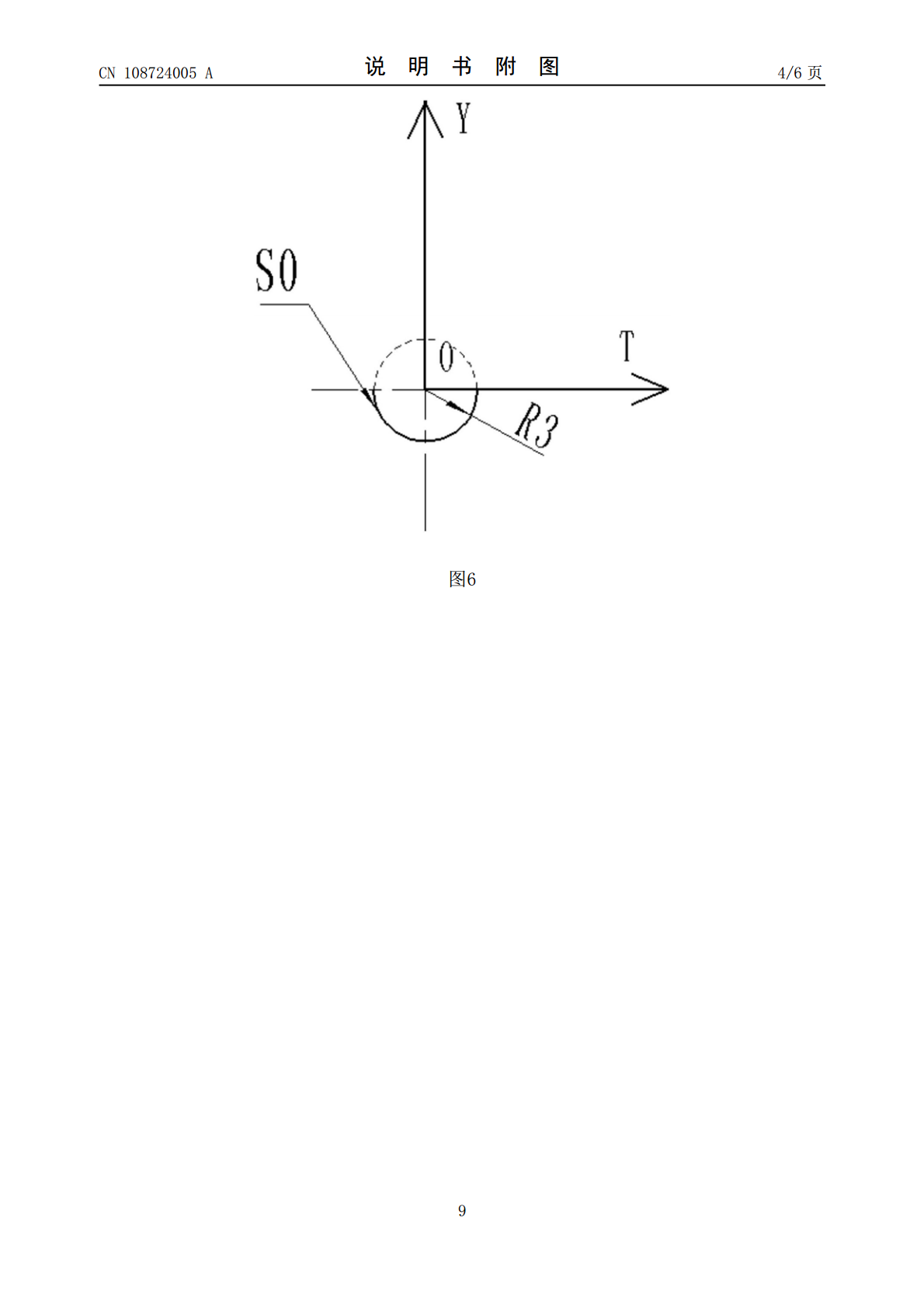
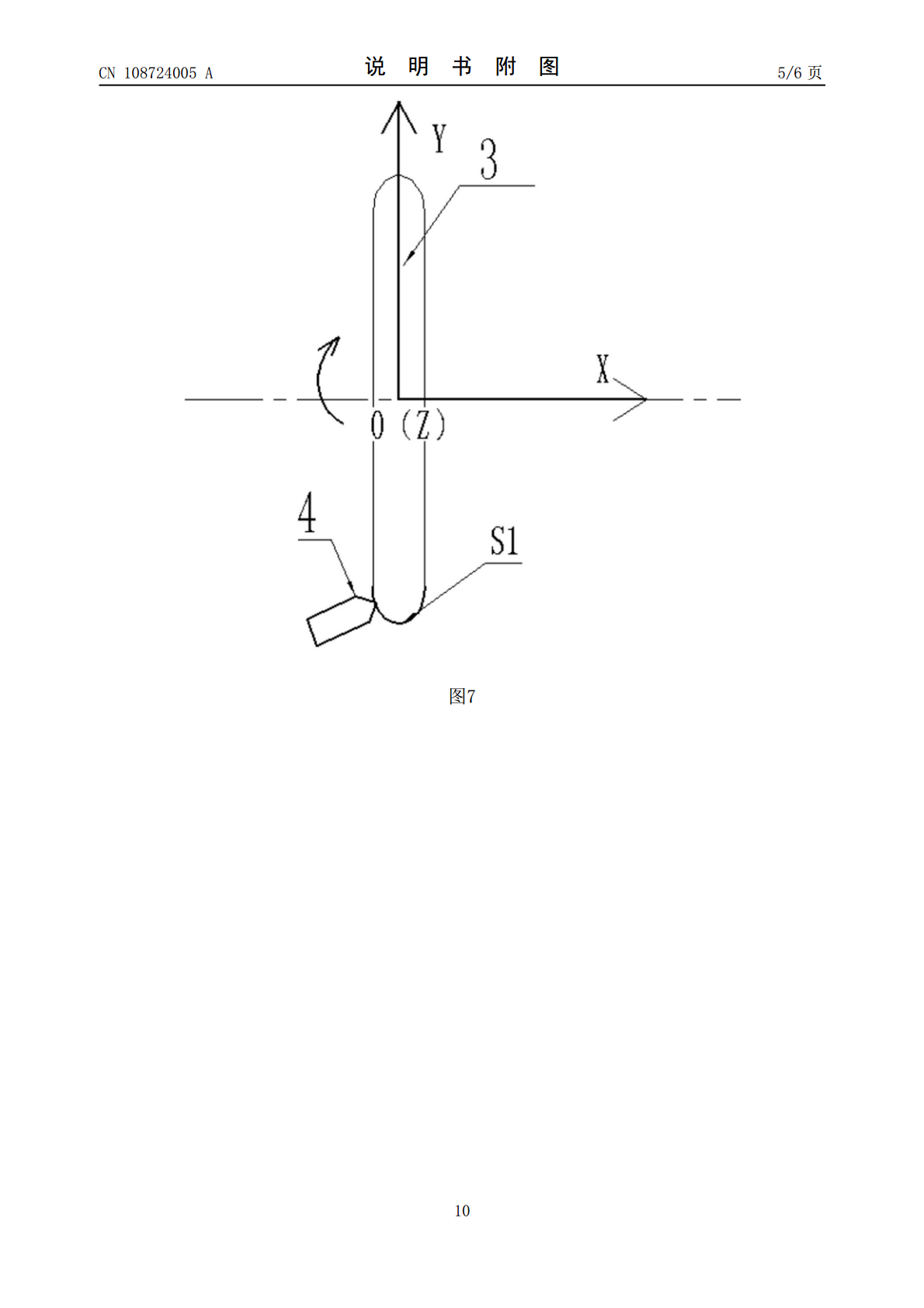
本发明公开了一种针齿壳及其加工使用的砂轮制造方法。传统RV减速器中柱销与针齿壳柱销槽单点接触,会造成柱销在柱销槽内转动和晃动。本发明的柱销槽齿形为半椭圆弧或类椭圆弧。本发明砂轮制造方法为:将成形砂轮绕中心轴线匀速旋转,同时金刚石制造刀刀尖在平面F1上沿着半圆弧S0的轨迹走刀,对成形砂轮进行加工修形,其中,平面F1与成形砂轮中心轴线成角度θ;或在椭圆形或类椭圆形的砂轮基体上喷上金刚石磨料层。本发明的柱销与针齿壳中柱销槽成两点接触,减少柱销的磨损;且柱销与针齿壳中柱销槽的径向间隙较大,该径向间隙用于储油,使得

一种针齿壳针齿孔加工夹具.pdf
本发明公开了一种针齿壳针齿孔加工夹具,它包括针齿壳定位机构(1),其下端固定有第一齿盘(2);座体(3),置于针齿壳定位机构(1)的下方其上端固定有第二齿盘(4),所述第二齿盘(4)的上端面上设有用于与所述第一齿盘(2)的下端面上的环形齿啮合;升降轴(5),滑动配合于座体(3)中且其一端穿过座体(3)至所述针齿壳定位机构(1)中并与针齿壳定位机构(1)轴向限位周向转动,和传动机构(6),与升降轴(5)相连用于推动针齿壳定位机构(1)向上移动直至所述针齿壳定位机构(1)可沿着升降轴(5)的中轴线转动。本发明

一种行星摆线减速器针齿壳内齿加工方法.pdf
本发明涉及一种行星摆线减速器针齿壳内齿加工方法,包括以下步骤:⑴.准备好一个已成环形的针齿壳坯体,采用插齿方法加工出一圈均布分布的半圆,单边留0.2‑0.3mm加工余量;⑵.采用内齿磨削方法,磨削半圆孔,单边留0.01‑0.02mm加工余量;⑶.采用豪克能专用加工刀具,进行超声强化半圆孔内表面,采用粗强化‑半精强化‑精强化的方式,达到尺寸要求。本发明提供了一种成型简便、精度更高、表面硬度更高、使用寿命更长的三步法内齿加工方法。解决了现有行星摆线减速器针齿壳内齿加工方法的问题,尤其适合加工行星摆线减速器壳体

一种针齿壳插齿工装.pdf
一种针齿壳插齿工装,包括放置针齿壳的针齿壳支撑座和插齿旋转底座,针齿壳放置在针齿壳支撑座上,针齿壳支撑座的内侧底部设置有旋转轴承,插齿旋转底座通过旋转轴承连接在针齿壳支撑座上,插齿旋转底座的上部开设有缺口槽,插齿旋转底座开设缺口槽后留下的缺口槽槽壁上从外侧壁向内部延伸水平开设有滑动槽,滑动槽内靠近开口端的一侧滑动设有移动块,移动块朝向开口端外侧的侧壁上连接有推刀挤压板,本发明比以往的人工插齿,单人就可以操作,无需他人配合、协助,大大提高了工作效率,通过插齿旋转底座使得针齿壳半圆孔半精加工留量后的精加工,保
医用磨胰岛素针砂轮及其制造方法.pdf
本发明具体涉及一种磨胰岛素针砂轮及其制造方法,其特征在于原料组分及重量百分比含量为碳化硅60%~65%、微粉级陶瓷刚玉10‑18%、改性树脂8‑12%、玻璃微珠5‑15%、冰晶石粉1‑4%、氧化锌1‑4%,冰晶石粉和氧化锌为填充剂。本发明使用的微粉级陶瓷刚玉磨料在磨削过程中可以以纳米级尺寸进行自锐,不断的露出微小磨削刃,从而可以增大吃刀量,提高磨削效率。不断的露出微小磨削刃也可以防止因磨粒磨平变钝而造成的不良磨削面。本发明生产砂轮时在沿砂轮直径方向和厚度方向,均使用了水压垫,砂轮的平衡性能和组织均匀性较国