
一种螺旋波纹换热管加工设备及其加工方法.pdf

猫巷****雪凝

1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种螺旋波纹换热管加工设备及其加工方法.pdf
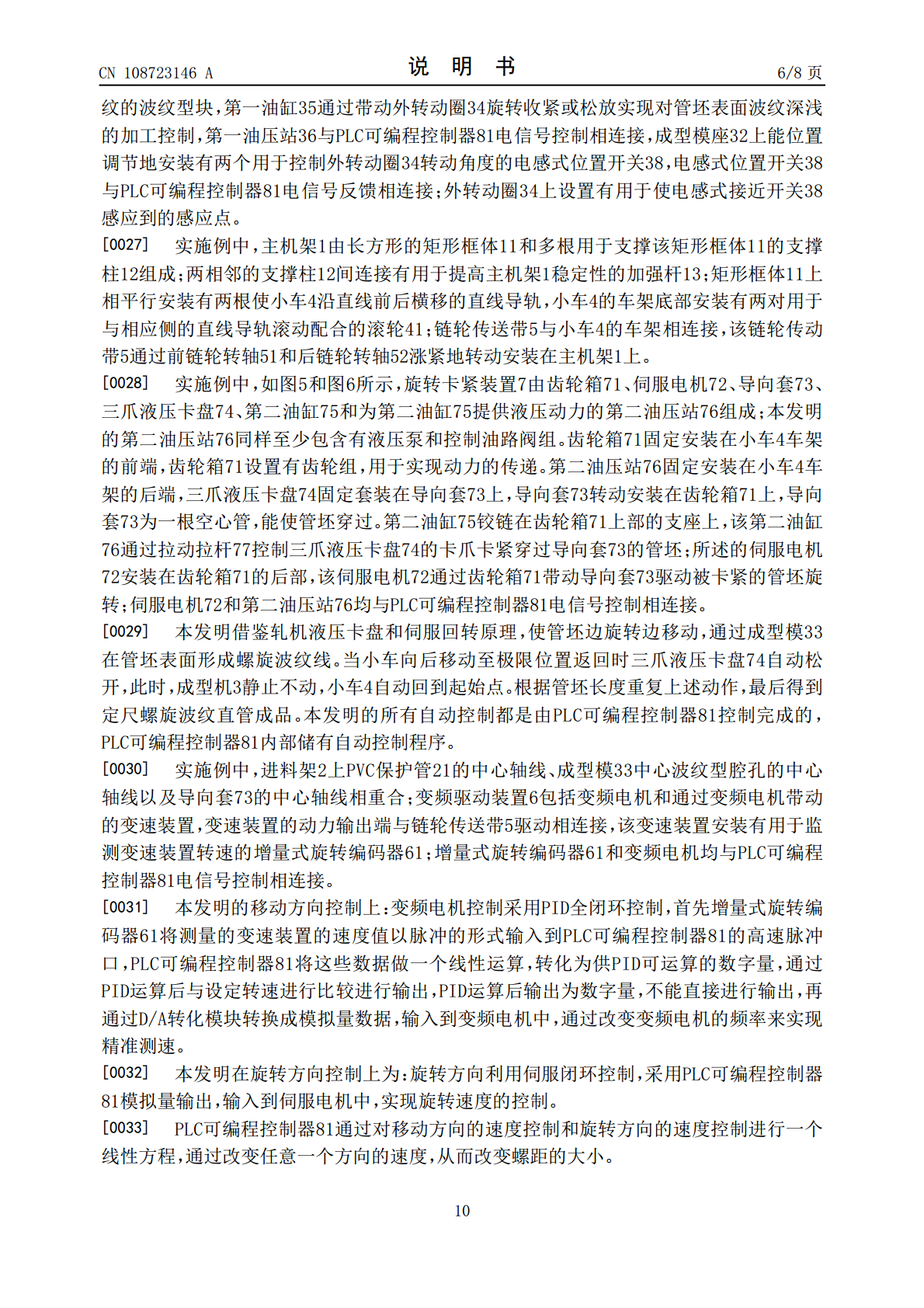
本发明公开了一种螺旋波纹换热管加工设备及其加工方法,加工设备包括主机架、进料架、成型机、小车、链轮传送带、变频驱动装置、旋转卡紧装置和控制机柜;旋转卡紧装置在随小车向后移动时带动管坯使经过成型机的管坯在边旋转边移动的过程中加工成表面带有螺旋波纹线的螺旋波纹管;控制机柜中安装有PLC可编程控制器,PLC可编程控制器连接有人机界面HMI。其加工方法包括调整控制参数、穿装管坯和管坯加工。本发明操作容易、自动化程度及产品加工效率高、生产的管长不受自身机身长度限制,能满足绕管式换热器对超长螺旋波纹管的使用需求。
换热管的加工方法.pdf
本发明涉及环保设备技术领域,尤其涉及一种换热管的加工方法。步骤如下:①、将碳化硅25份和水10份混合后研磨1小时;②、再次加入粘土25份和水5份,继续研磨1小时;③、再次加入高岭土25份、甘草酸单铵盐5份和水5份,继续研磨1小时;④、滤除研磨料的水分,使其保持10%的含水量,得到泥饼;⑤、通过模具制成管状,然后恒温干燥,温度为200℃,时间为5小时;⑥、在烧结炉中以1200℃温度烧结10小时,得到换热管。换热管成型材料及其加工方法,合理设计成型材料的组成以及加工工艺参数,从而提高了换热管的结构强度,延长了

螺旋扁平形换热管及其在线制管加工工艺.pdf
本发明公开了一种螺旋扁平形换热管,至少包括管体,所述管体合围形成一介质通道;所述管体具有扁平形横截面并且所述管体的第二端围绕所述管体的轴线相对所述管体的第一端扭转一设定角度而形成螺旋形管壁。本发明还提供了上述螺旋扁平形换热管的在线制管加工工艺。本发明成本低,制造便利,换热效率高,适用于石油、化工、化肥、锅炉、制药、食品、电力、核能、环保、供热等多种行业中用作高效换热器或换热设备的用管。

扁平形螺旋换热管及其在线制管加工工艺.pdf
本发明公开了一种扁平形螺旋换热管,至少包括管体,所述管体合围形成一介质通道;所述管体具有扁平形横截面,所述管体具有螺旋形外表面。本发明还提供了上述扁平形螺旋换热管的在线制管加工工艺。本发明成本低,制造便利,适用于石油、化工、化肥、锅炉、制药、食品、电力、核能、环保、供热等多种行业中用作高效换热器或换热设备的用管。
一种椭圆换热管加工技术及抗垢高效换热管束及其制备方法.pdf
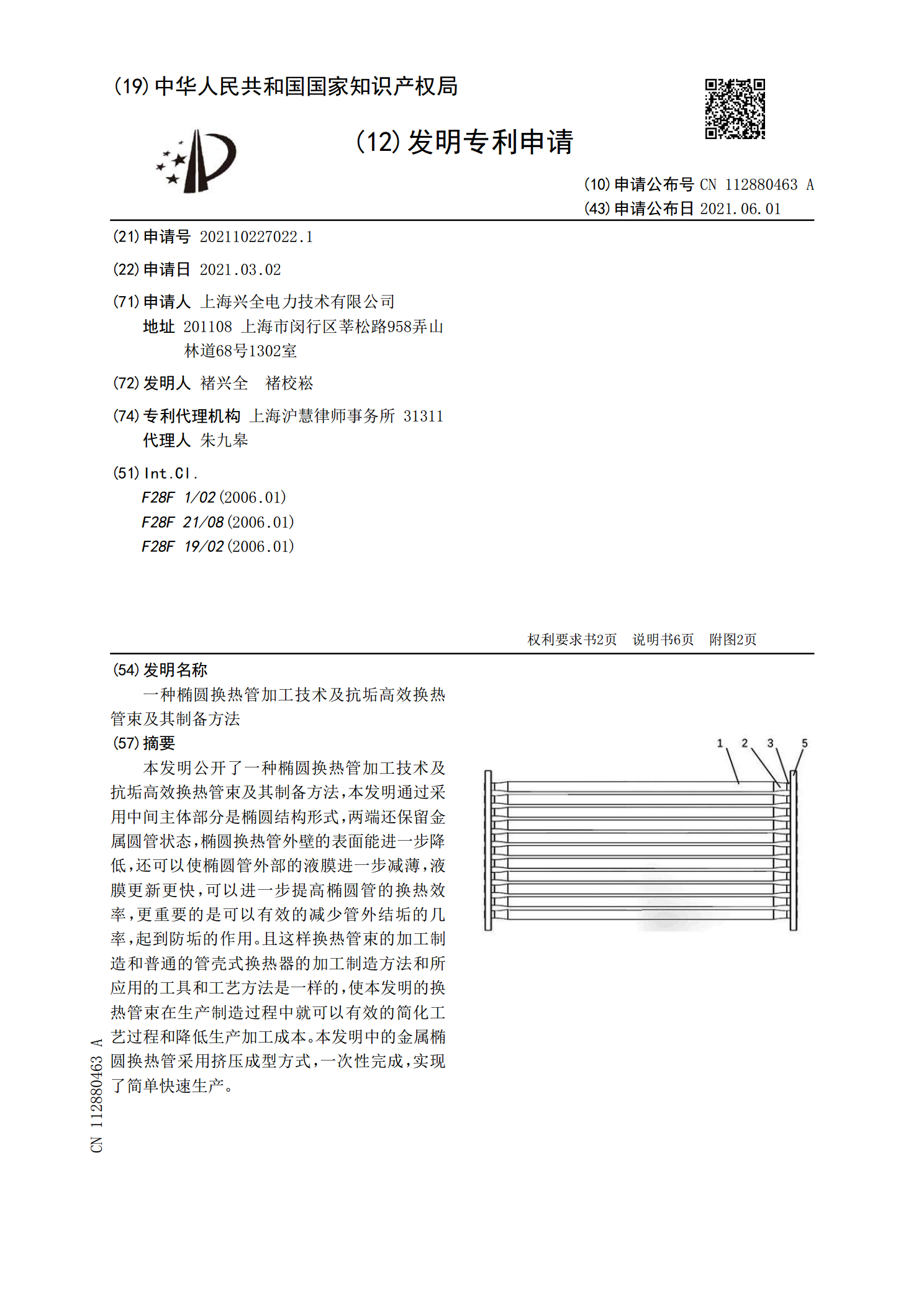
本发明公开了一种椭圆换热管加工技术及抗垢高效换热管束及其制备方法,本发明通过采用中间主体部分是椭圆结构形式,两端还保留金属圆管状态,椭圆换热管外壁的表面能进一步降低,还可以使椭圆管外部的液膜进一步减薄,液膜更新更快,可以进一步提高椭圆管的换热效率,更重要的是可以有效的减少管外结垢的几率,起到防垢的作用。且这样换热管束的加工制造和普通的管壳式换热器的加工制造方法和所应用的工具和工艺方法是一样的,使本发明的换热管束在生产制造过程中就可以有效的简化工艺过程和降低生产加工成本。本发明中的金属椭圆换热管采用挤压成型