
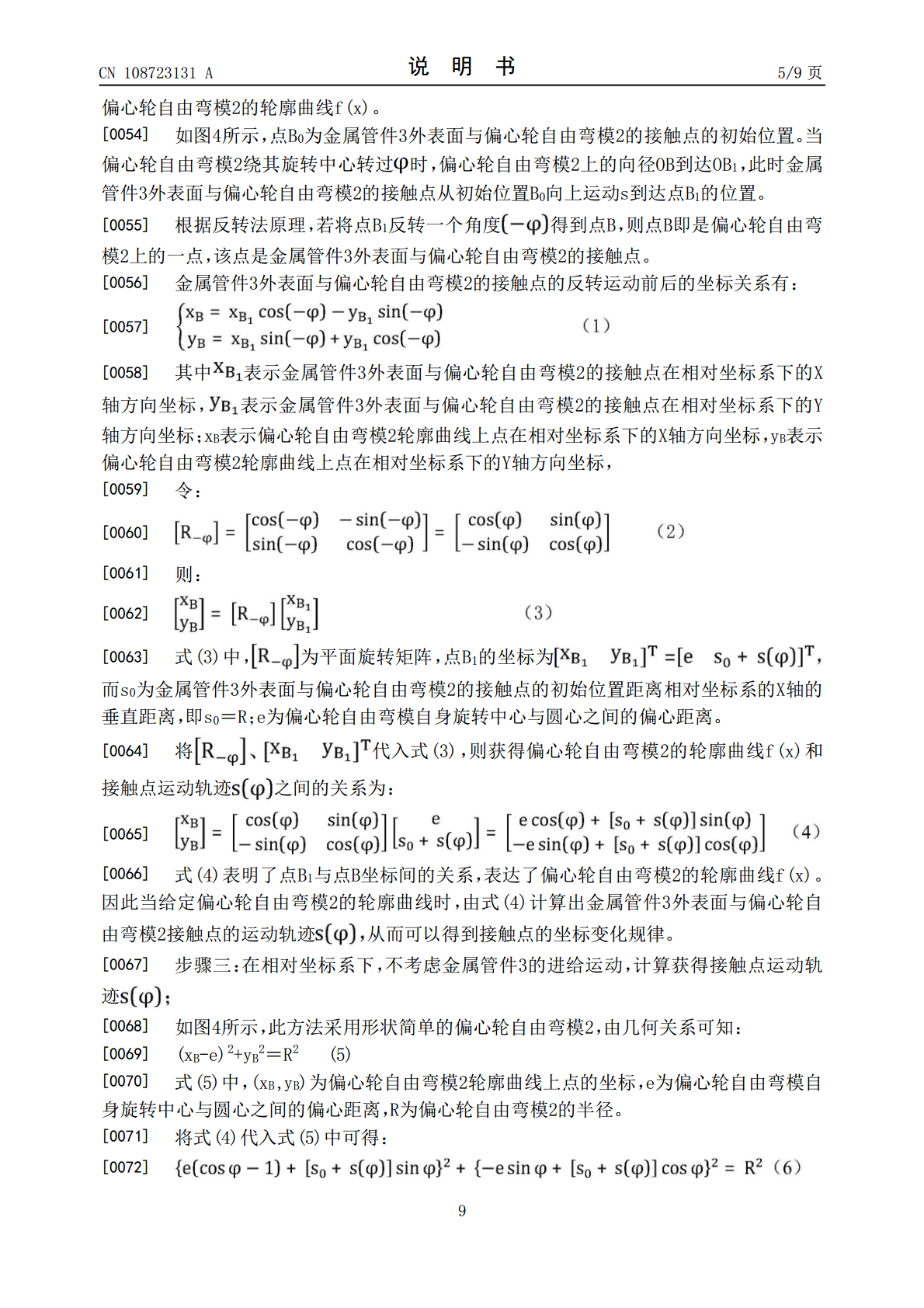
一种基于偏心轮的金属管件变曲率弯曲方法.pdf

一吃****海逸

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种基于偏心轮的金属管件变曲率弯曲方法.pdf
本发明公开了一种基于偏心轮的金属管件变曲率弯曲方法。金属管件连接于固定弯模,偏心轮自由弯模布置在金属管件,金属管件沿固定弯模轴线方向作进给运动;在金属管件弯曲成形过程中,固定弯模位置固定不变,偏心轮自由弯模绕自身旋转中心以恒定的角速度自转且自身旋转中心以固定运动轨迹运动。本发明能够通过控制偏心轮自由弯模旋转中心的运动轨迹以及调节偏心轮自由弯模绕其旋转中心的自转运动而得到任意复杂的金属管件弯曲成形轮廓,实现了在弯曲成形同一金属管件时弯曲半径的实时改变,有效提高了金属管件弯曲成形的成形效率。
一种空间变曲率管件弯曲成形装置.pdf
本发明公开了一种空间变曲率管件弯曲成形装置。包括底座、导向构件、旋转支架、摆臂、移动支架、弯曲模、弯曲模驱动电机、移动支架液压缸、摆臂驱动电机、旋转支架驱动电机;旋转支架驱动电机驱动旋转支架小齿轮转动带动旋转支架大齿轮和旋转支架绕导向构件中心轴线转动;移动支架液压缸固定在摆臂上,移动支架能在移动支架液压缸的驱动下沿摆臂长度方向移动;摆臂在摆臂驱动电机的驱动下绕旋转支架两侧的轴旋转;弯曲模电机固定在移动支架上,弯曲模可在弯曲模驱动电机下绕移动支架的横向轴旋转。本发明通过管件的进给运动以及上述构件的组合运动高
一种变曲率管子弯曲装置及方法.pdf
一种变曲率管子弯曲装置及方法,把待弯曲的管子的一端放置在下辊的环形槽中,然后单片机控制步进电机带动传动杆、涡轮、上辊支座工作,拖动上辊支座下降使管子进入到上辊的环形槽中,当上辊下压量达到设定值后,同步电机开始工作,同步电机经减速器、主动齿轮和从动齿轮带动两下辊旋转,通过摩擦力拖动管子连续通过上下辊之间实现管子的连续弯曲,同时单片机根据管子弯曲的位置或时间,控制步进电机带动上辊实现相应的下压量,从而实现管子的变曲率弯曲,管子弯曲完成后,同步电机拖动上辊支座上升恢复初始状态,人工取出管子。本发明通过一次弯曲即
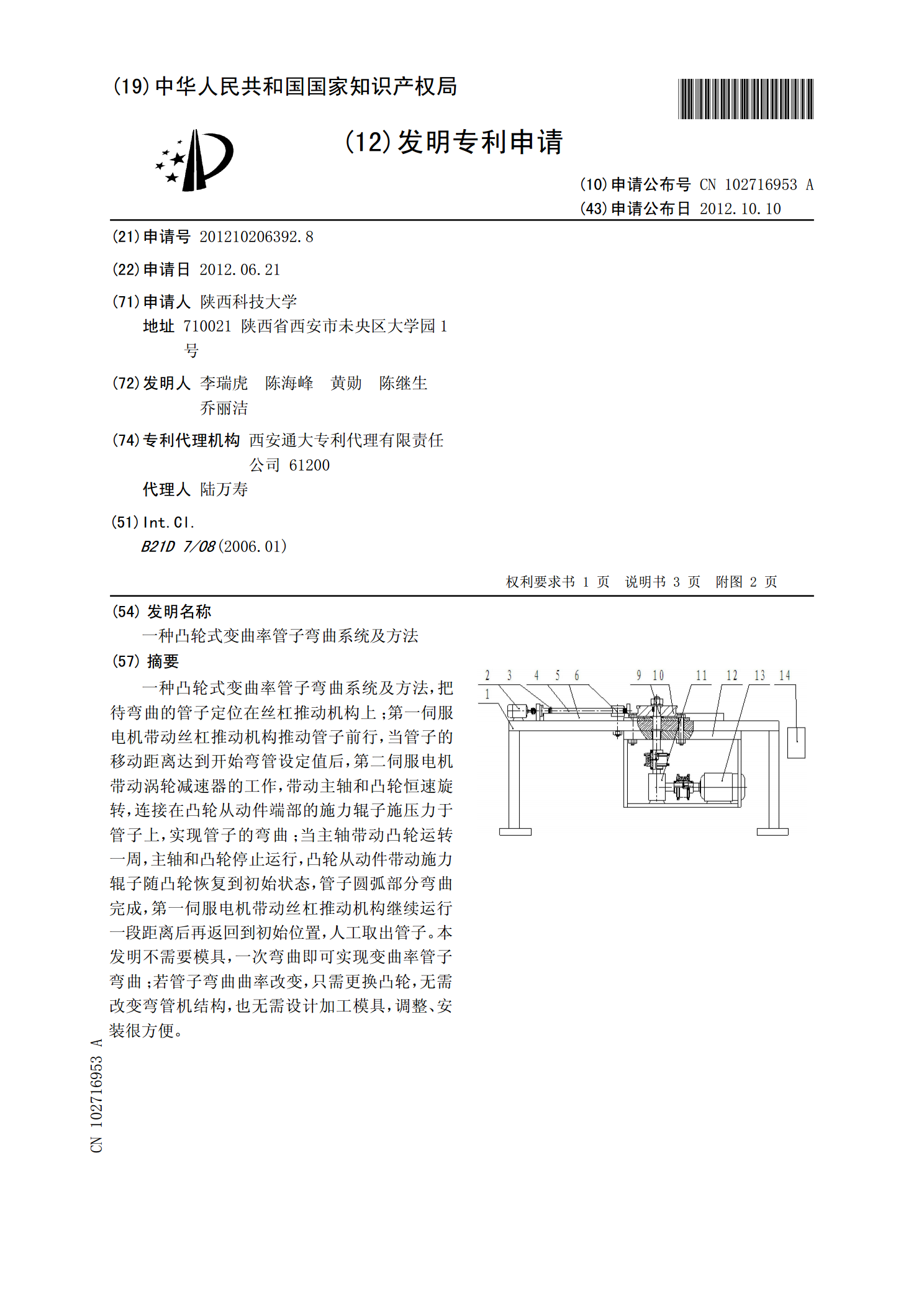
一种凸轮式变曲率管子弯曲系统及方法.pdf
一种凸轮式变曲率管子弯曲系统及方法,把待弯曲的管子定位在丝杠推动机构上;第一伺服电机带动丝杠推动机构推动管子前行,当管子的移动距离达到开始弯管设定值后,第二伺服电机带动涡轮减速器的工作,带动主轴和凸轮恒速旋转,连接在凸轮从动件端部的施力辊子施压力于管子上,实现管子的弯曲;当主轴带动凸轮运转一周,主轴和凸轮停止运行,凸轮从动件带动施力辊子随凸轮恢复到初始状态,管子圆弧部分弯曲完成,第一伺服电机带动丝杠推动机构继续运行一段距离后再返回到初始位置,人工取出管子。本发明不需要模具,一次弯曲即可实现变曲率管子弯曲;
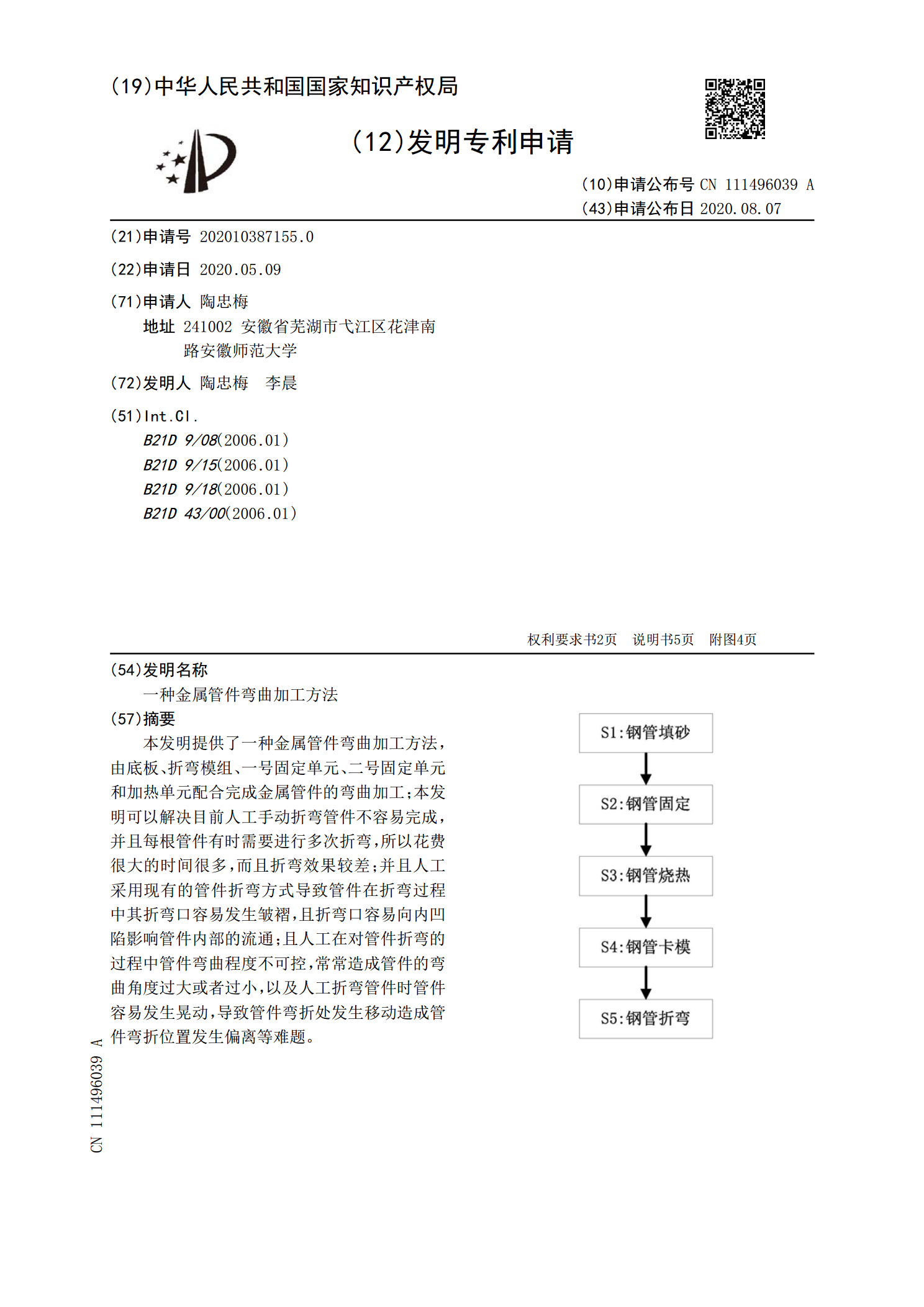
一种金属管件弯曲加工方法.pdf
本发明提供了一种金属管件弯曲加工方法,由底板、折弯模组、一号固定单元、二号固定单元和加热单元配合完成金属管件的弯曲加工;本发明可以解决目前人工手动折弯管件不容易完成,并且每根管件有时需要进行多次折弯,所以花费很大的时间很多,而且折弯效果较差;并且人工采用现有的管件折弯方式导致管件在折弯过程中其折弯口容易发生皱褶,且折弯口容易向内凹陷影响管件内部的流通;且人工在对管件折弯的过程中管件弯曲程度不可控,常常造成管件的弯曲角度过大或者过小,以及人工折弯管件时管件容易发生晃动,导致管件弯折处发生移动造成管件弯折位置