
保温内胆加工装置及加工方法.pdf

如灵****姐姐

1/10

2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
保温内胆加工装置及加工方法.pdf
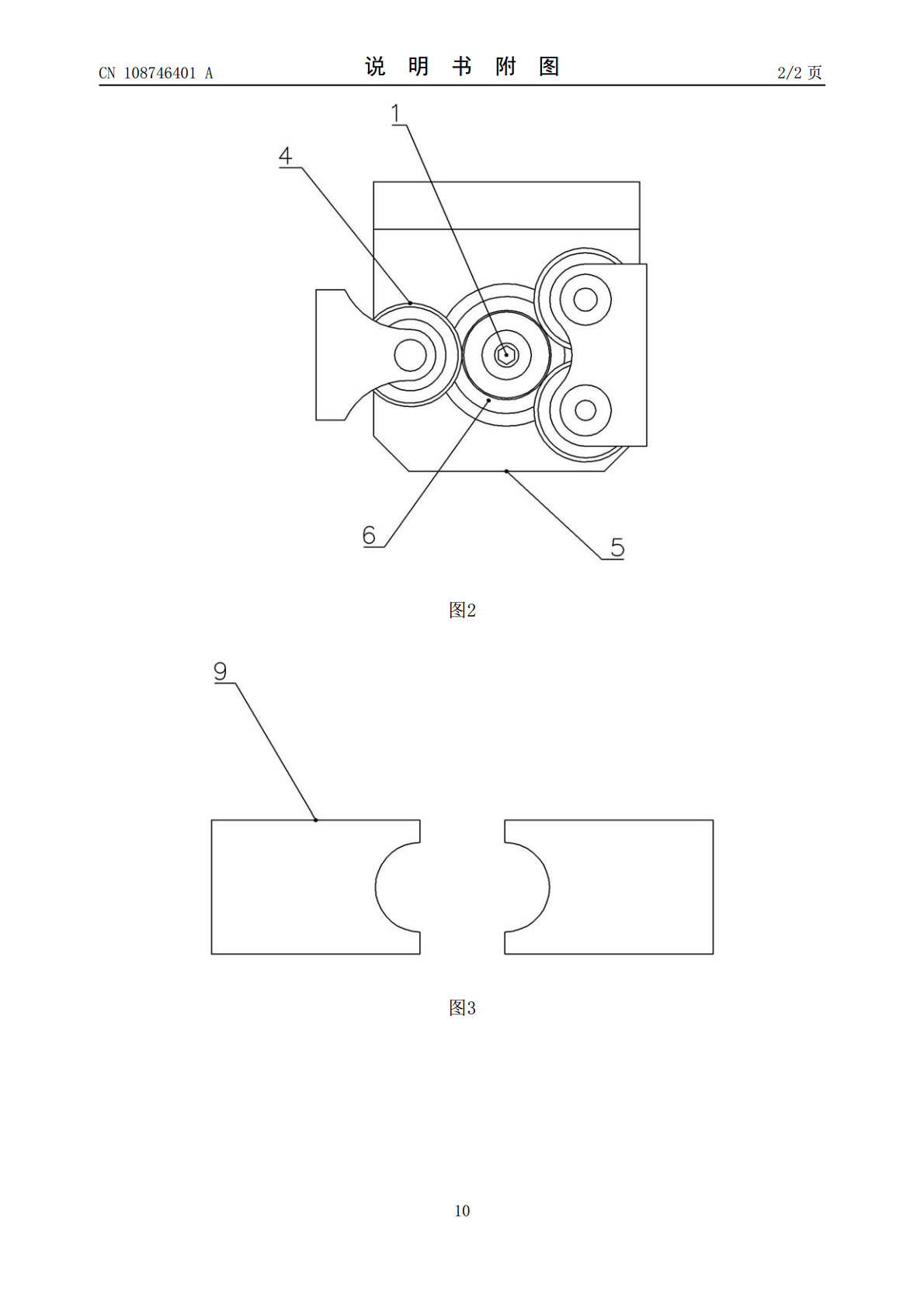
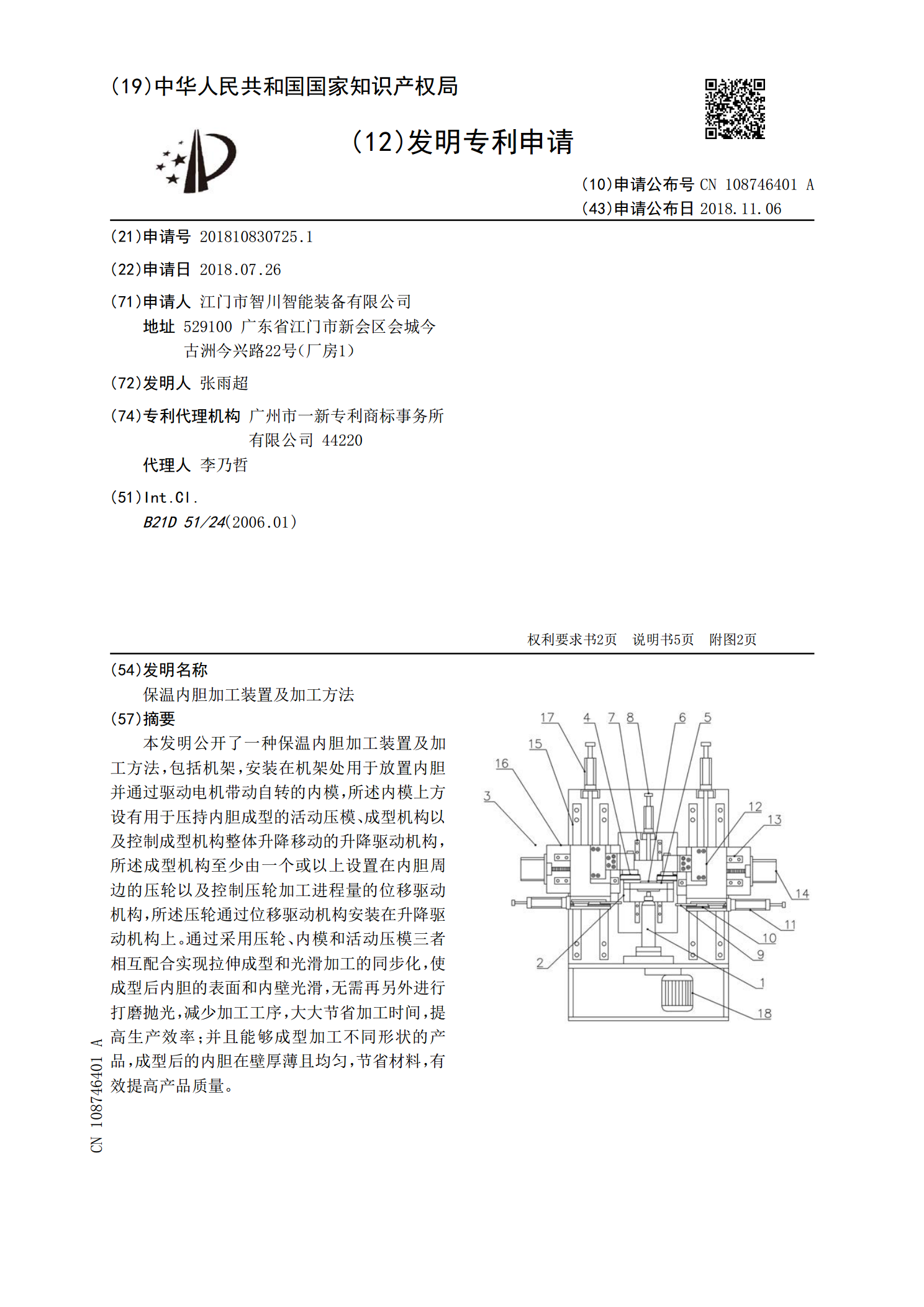
本发明公开了一种保温内胆加工装置及加工方法,包括机架,安装在机架处用于放置内胆并通过驱动电机带动自转的内模,所述内模上方设有用于压持内胆成型的活动压模、成型机构以及控制成型机构整体升降移动的升降驱动机构,所述成型机构至少由一个或以上设置在内胆周边的压轮以及控制压轮加工进程量的位移驱动机构,所述压轮通过位移驱动机构安装在升降驱动机构上。通过采用压轮、内模和活动压模三者相互配合实现拉伸成型和光滑加工的同步化,使成型后内胆的表面和内壁光滑,无需再另外进行打磨抛光,减少加工工序,大大节省加工时间,提高生产效率;并
一种保温板加工装置及加工方法.pdf
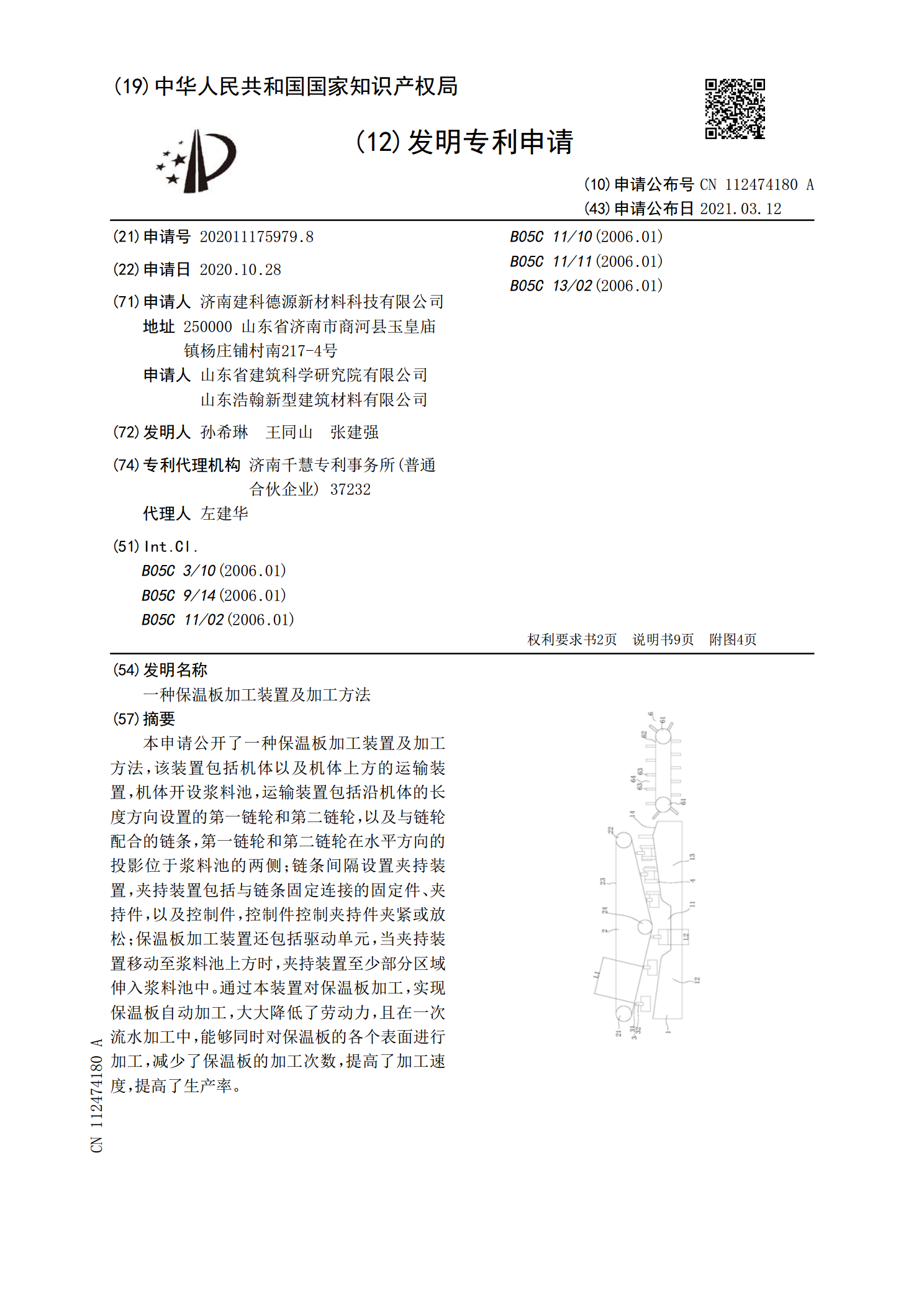
本申请公开了一种保温板加工装置及加工方法,该装置包括机体以及机体上方的运输装置,机体开设浆料池,运输装置包括沿机体的长度方向设置的第一链轮和第二链轮,以及与链轮配合的链条,第一链轮和第二链轮在水平方向的投影位于浆料池的两侧;链条间隔设置夹持装置,夹持装置包括与链条固定连接的固定件、夹持件,以及控制件,控制件控制夹持件夹紧或放松;保温板加工装置还包括驱动单元,当夹持装置移动至浆料池上方时,夹持装置至少部分区域伸入浆料池中。通过本装置对保温板加工,实现保温板自动加工,大大降低了劳动力,且在一次流水加工中,能够
矩形沉槽保温块加工装置及其加工方法.pdf
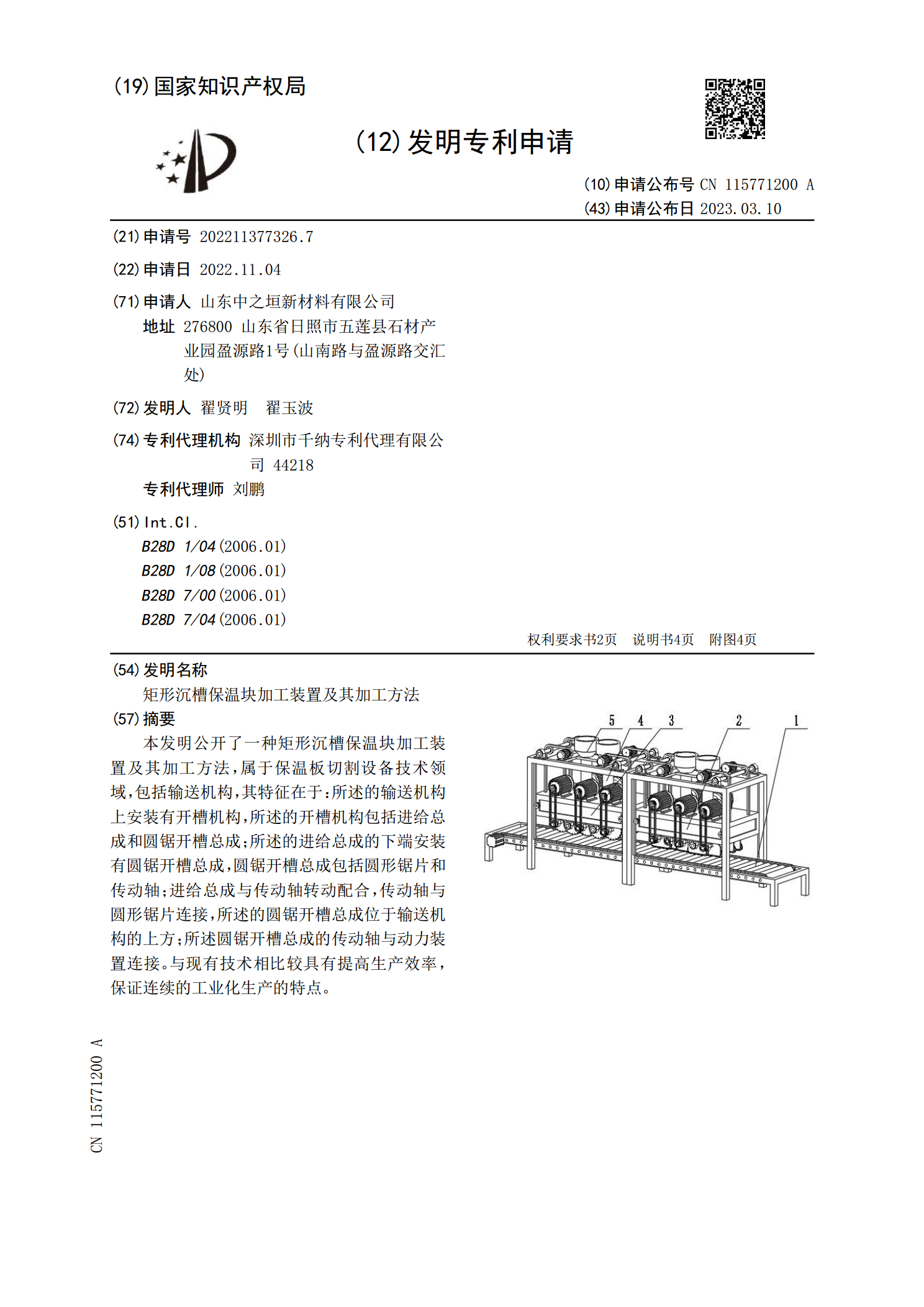
本发明公开了一种矩形沉槽保温块加工装置及其加工方法,属于保温板切割设备技术领域,包括输送机构,其特征在于:所述的输送机构上安装有开槽机构,所述的开槽机构包括进给总成和圆锯开槽总成;所述的进给总成的下端安装有圆锯开槽总成,圆锯开槽总成包括圆形锯片和传动轴;进给总成与传动轴转动配合,传动轴与圆形锯片连接,所述的圆锯开槽总成位于输送机构的上方;所述圆锯开槽总成的传动轴与动力装置连接。与现有技术相比较具有提高生产效率,保证连续的工业化生产的特点。
加工装置及加工方法.pdf
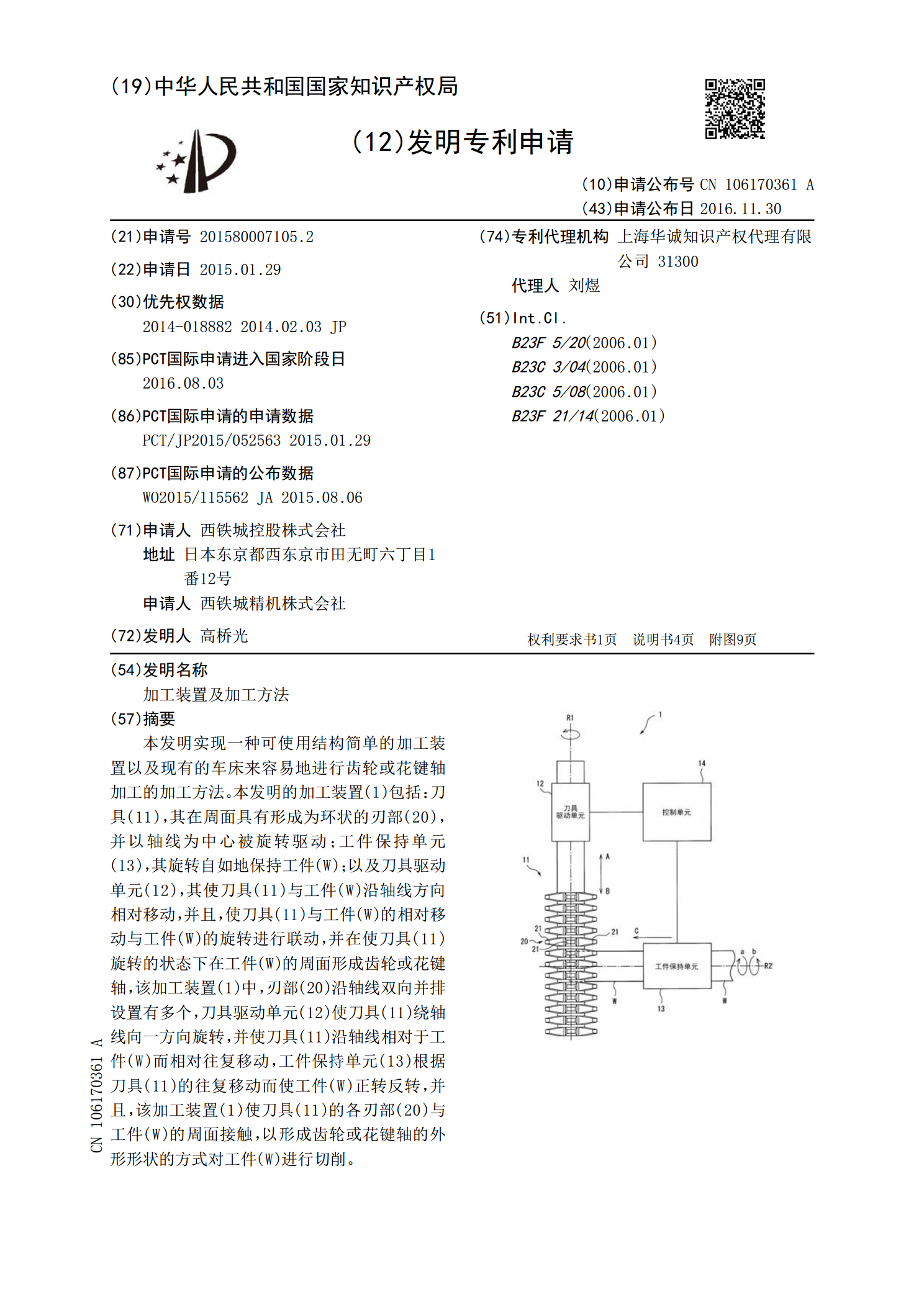
本发明实现一种可使用结构简单的加工装置以及现有的车床来容易地进行齿轮或花键轴加工的加工方法。本发明的加工装置(1)包括:刀具(11),其在周面具有形成为环状的刃部(20),并以轴线为中心被旋转驱动;工件保持单元(13),其旋转自如地保持工件(W);以及刀具驱动单元(12),其使刀具(11)与工件(W)沿轴线方向相对移动,并且,使刀具(11)与工件(W)的相对移动与工件(W)的旋转进行联动,并在使刀具(11)旋转的状态下在工件(W)的周面形成齿轮或花键轴,该加工装置(1)中,刃部(20)沿轴线双向并排设置有
加工装置及加工方法.pdf
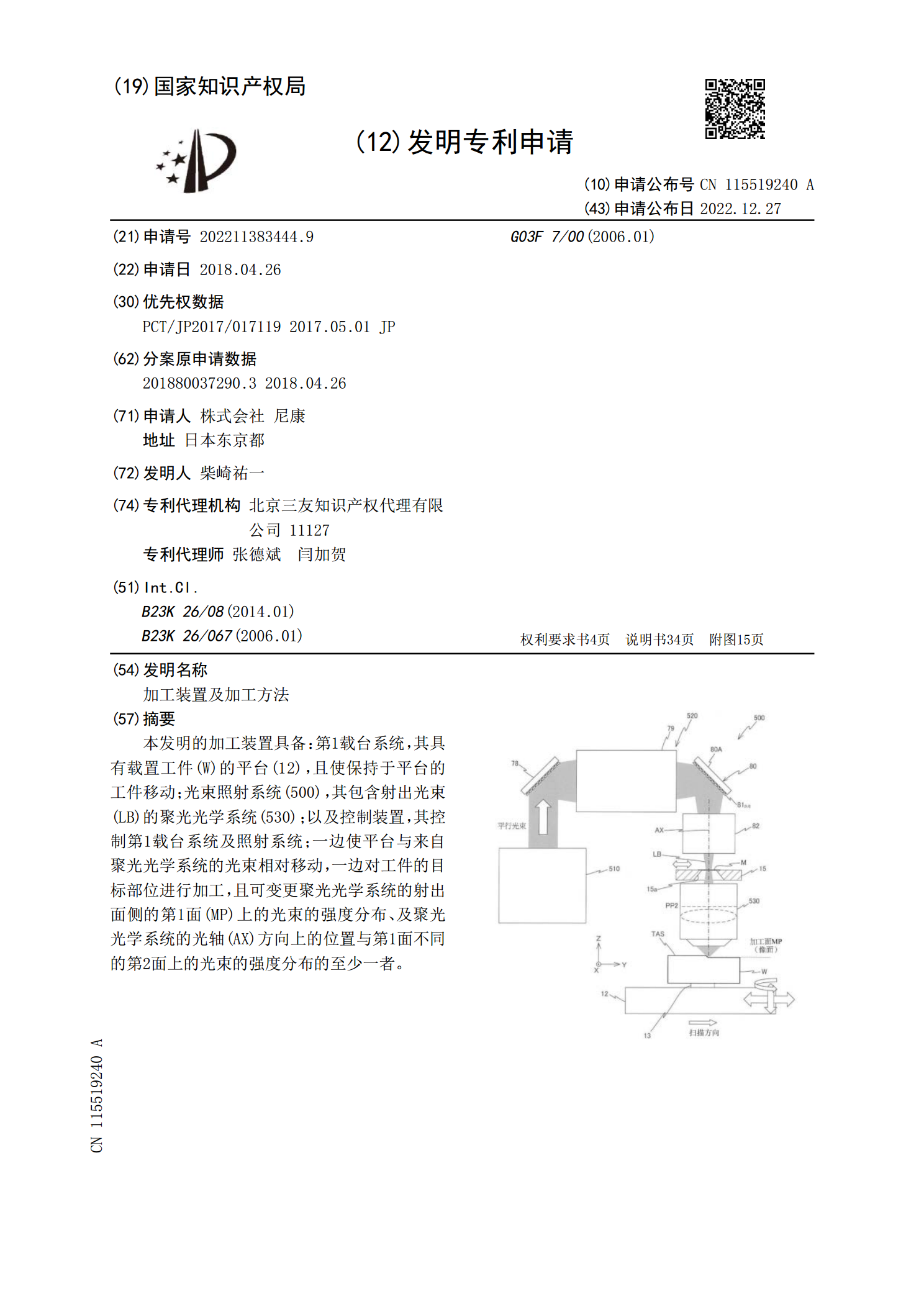
本发明的加工装置具备:第1载台系统,其具有载置工件(W)的平台(12),且使保持于平台的工件移动;光束照射系统(500),其包含射出光束(LB)的聚光光学系统(530);以及控制装置,其控制第1载台系统及照射系统;一边使平台与来自聚光光学系统的光束相对移动,一边对工件的目标部位进行加工,且可变更聚光光学系统的射出面侧的第1面(MP)上的光束的强度分布、及聚光光学系统的光轴(AX)方向上的位置与第1面不同的第2面上的光束的强度分布的至少一者。