
整体叶盘盘铣开槽加工方法.pdf

篷璐****爱吗

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

整体叶盘盘铣开槽加工方法.pdf
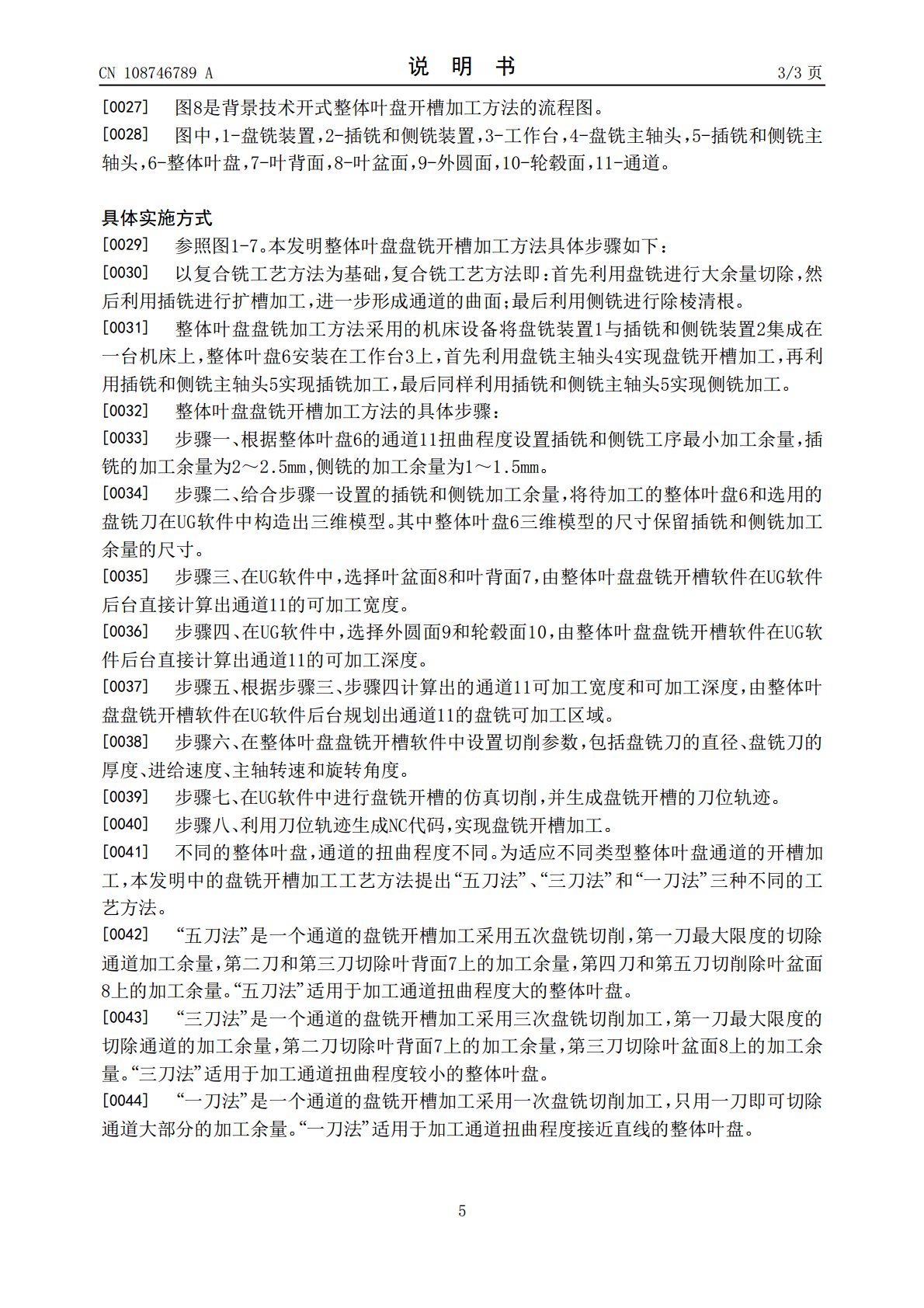
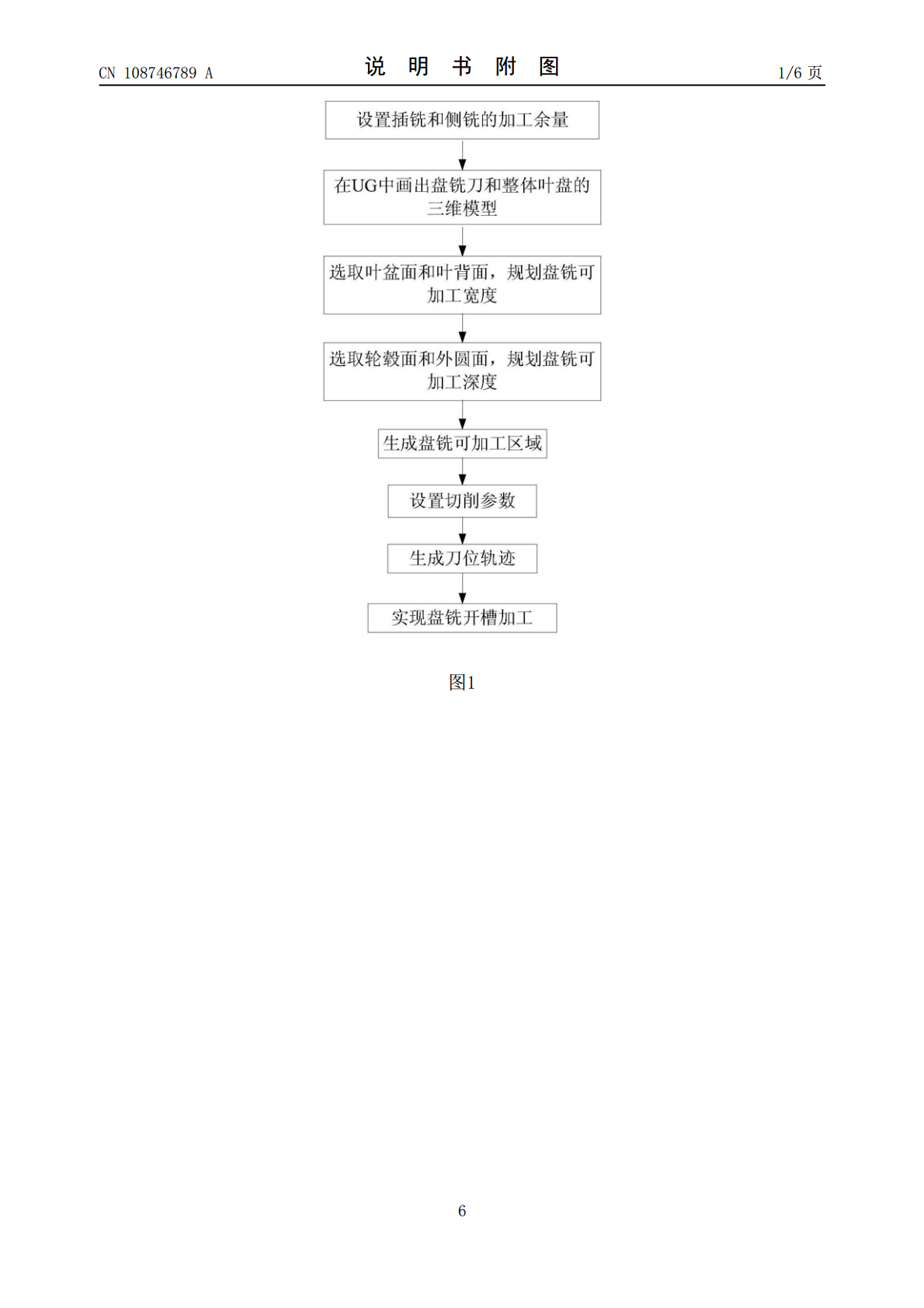
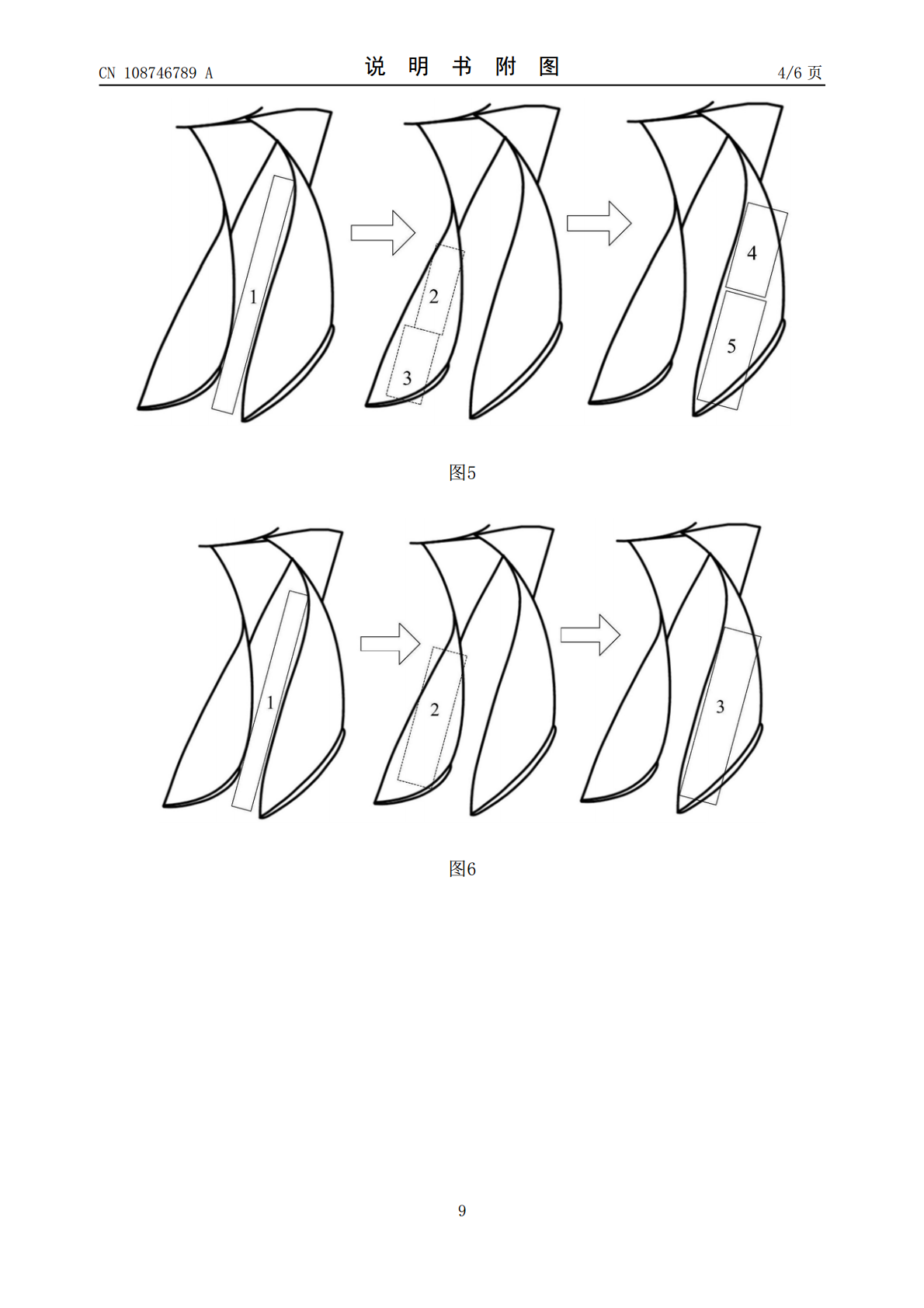
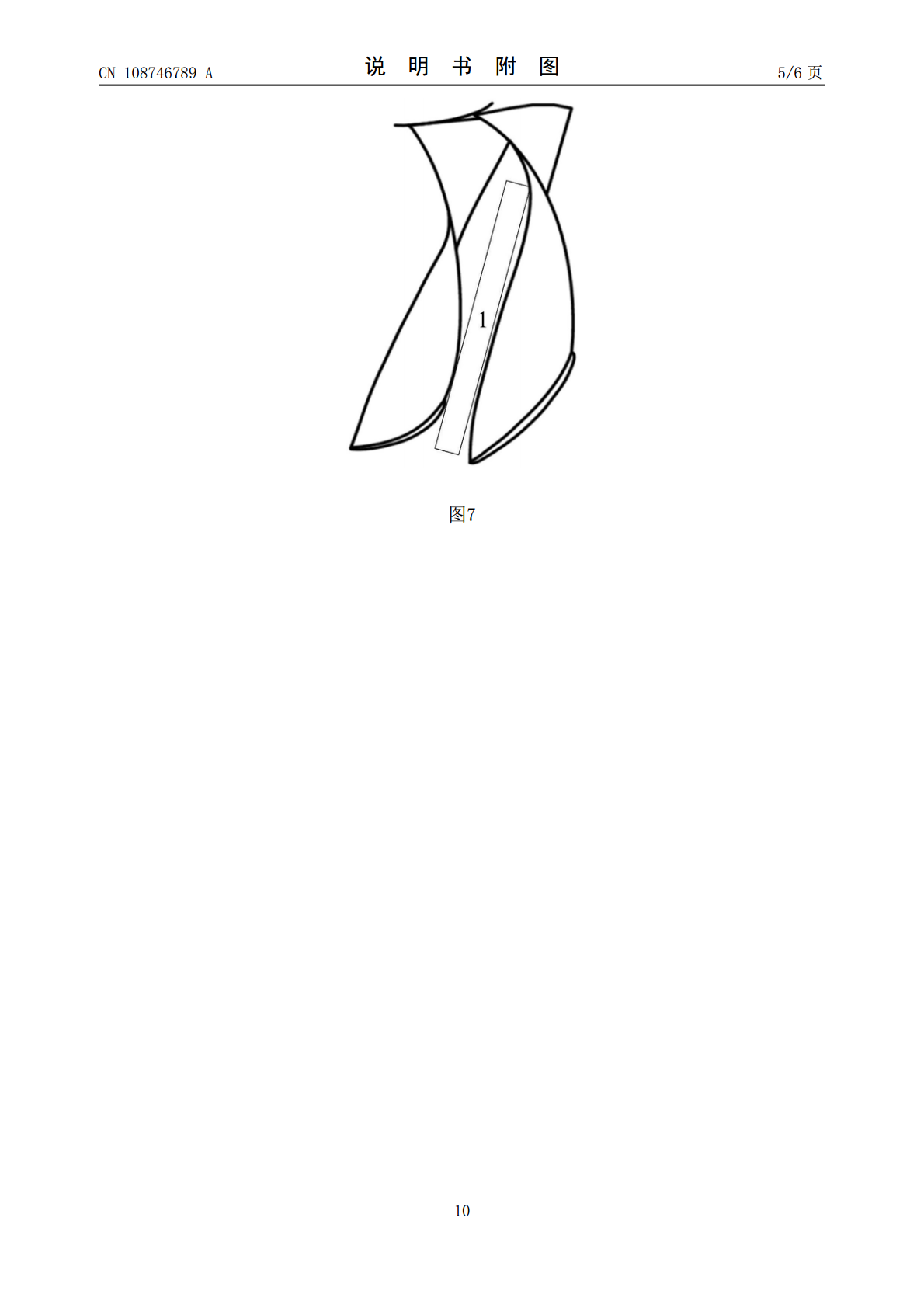
本发明公开了一种整体叶盘盘铣开槽加工方法,用于解决现有整体叶盘开槽加工方法实用性差的技术问题。技术方案是首先设置插铣和侧铣的加工余量,再在UG中画同盘铣刀和整体叶盘的三维模型,选取叶盆面和叶背面,规划盘铣可加工宽度,选取轮毂面和外圆面,规划盘铣可加工深度,生成盘铣可加工区域,设置切削参数,生成刀位轨迹,实现盘铣开槽加工。本发明在规划盘铣可加工区域时,充分考虑盘铣加工给后道工序可能带来的影响,同时规划出插铣和侧铣的加工余量,从而规划出合理可行的盘铣可加工区域,实用性好,同时可使整体叶盘加工的安全性提高95%
整体叶盘电解开槽用电极和整体叶盘电解开槽加工方法.pdf
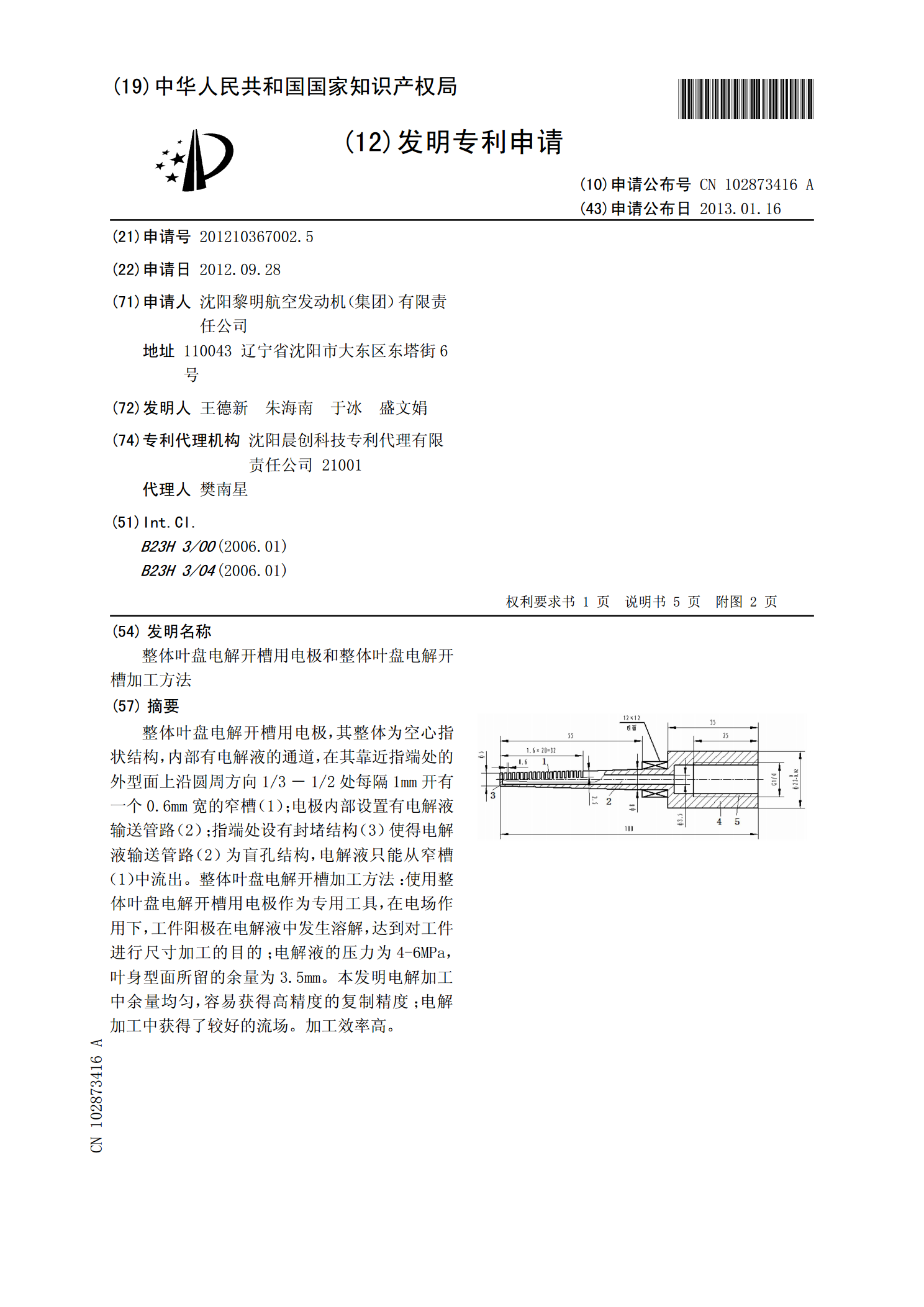
整体叶盘电解开槽用电极,其整体为空心指状结构,内部有电解液的通道,在其靠近指端处的外型面上沿圆周方向1/3-1/2处每隔1mm开有一个0.6mm宽的窄槽(1);电极内部设置有电解液输送管路(2);指端处设有封堵结构(3)使得电解液输送管路(2)为盲孔结构,电解液只能从窄槽(1)中流出。整体叶盘电解开槽加工方法:使用整体叶盘电解开槽用电极作为专用工具,在电场作用下,工件阳极在电解液中发生溶解,达到对工件进行尺寸加工的目的;电解液的压力为4-6MPa,叶身型面所留的余量为3.5mm。本发明电解加工中余量均匀,

闭式整体叶盘插铣加工方法研究.docx
闭式整体叶盘插铣加工方法研究闭式整体叶盘插铣加工方法研究摘要:随着航空航天工业的快速发展,对于高性能叶盘的需求也在不断增加。然而,传统的切削加工方法面临着加工难度大、效率低等问题。为了解决这些问题,本文对闭式整体叶盘插铣加工方法进行了研究。通过对机床、刀具和切削参数的优化,实现了高效、高精度的叶盘加工,并通过实验验证了该方法的可行性。研究结果表明,闭式整体叶盘插铣加工方法具有很高的应用潜力,可以在航空航天工业中发挥重要作用。1引言叶盘作为航空发动机的核心部件之一,在飞行过程中承受着巨大的压力和温度。因此,

闭式整体叶盘插铣加工方法研究.docx
闭式整体叶盘插铣加工方法研究现代加工技术的发展使得复杂零部件的制造变得更加容易和高效,其中闭式整体叶盘插铣加工方法在航空发动机制造中具有重要的应用价值。在这篇论文中,本人将探讨闭式整体叶盘插铣加工方法的原理、特点以及其在航空发动机制造中的应用。一、闭式整体叶盘插铣加工方法的原理和特点整体叶盘是航空发动机中最重要的部件之一,它由若干个叶片组成,将气流引向发动机各部分进行动力转化。在整体叶盘的生产中,其叶片几何形状的准确性和表面质量是制造品质的核心指标。闭式整体叶盘插铣加工方法可以有效地满足以上要求。闭式整体
一种整体叶盘高效电解开槽加工的夹具装置及方法.pdf
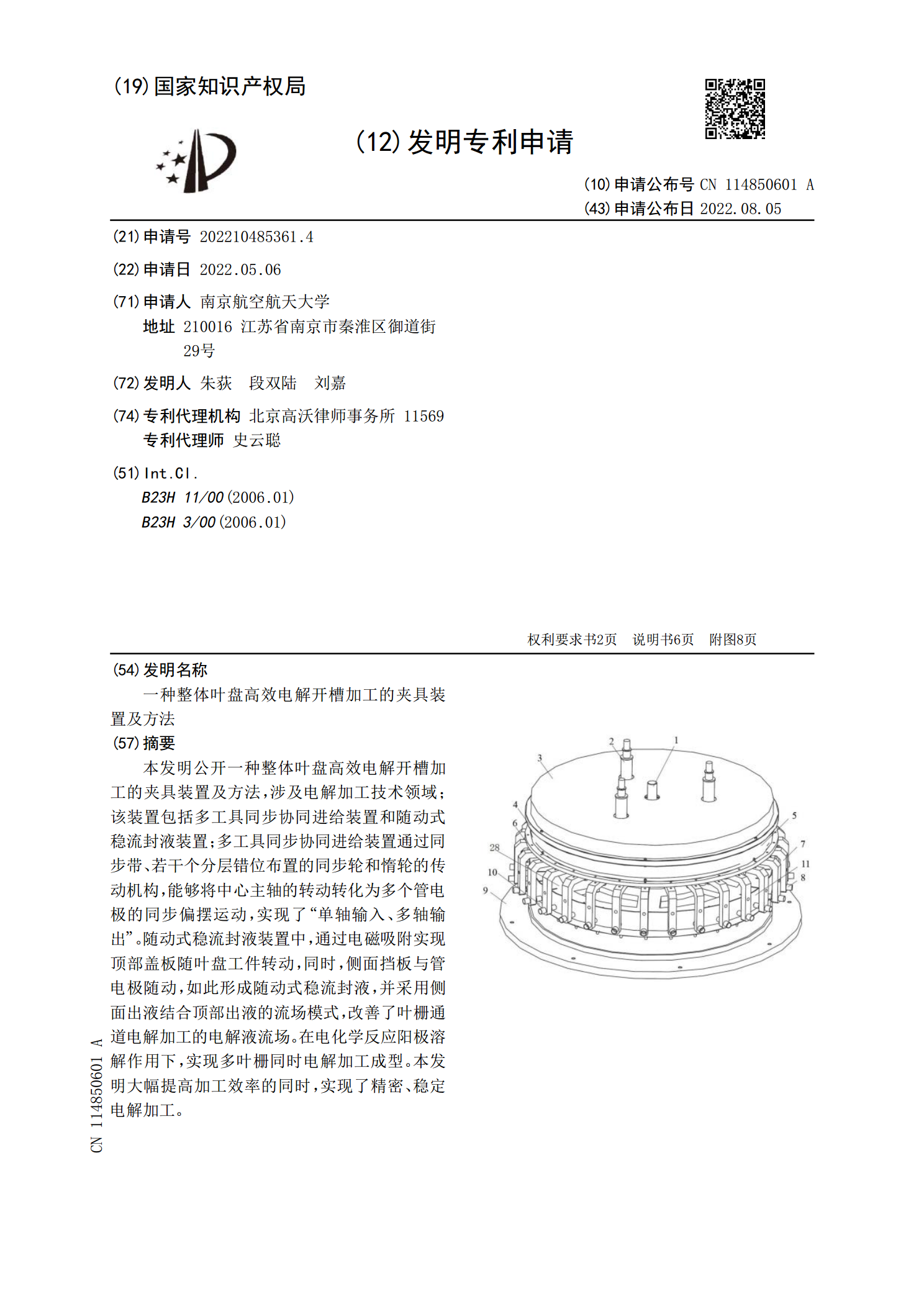
本发明公开一种整体叶盘高效电解开槽加工的夹具装置及方法,涉及电解加工技术领域;该装置包括多工具同步协同进给装置和随动式稳流封液装置;多工具同步协同进给装置通过同步带、若干个分层错位布置的同步轮和惰轮的传动机构,能够将中心主轴的转动转化为多个管电极的同步偏摆运动,实现了“单轴输入、多轴输出”。随动式稳流封液装置中,通过电磁吸附实现顶部盖板随叶盘工件转动,同时,侧面挡板与管电极随动,如此形成随动式稳流封液,并采用侧面出液结合顶部出液的流场模式,改善了叶栅通道电解加工的电解液流场。在电化学反应阳极溶解作用下,实