
一种基于视觉检测激光修整成型砂轮装置及其修整方法.pdf

海昌****姐淑

1/10

2/10

3/10
4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于视觉检测激光修整成型砂轮装置及其修整方法.pdf
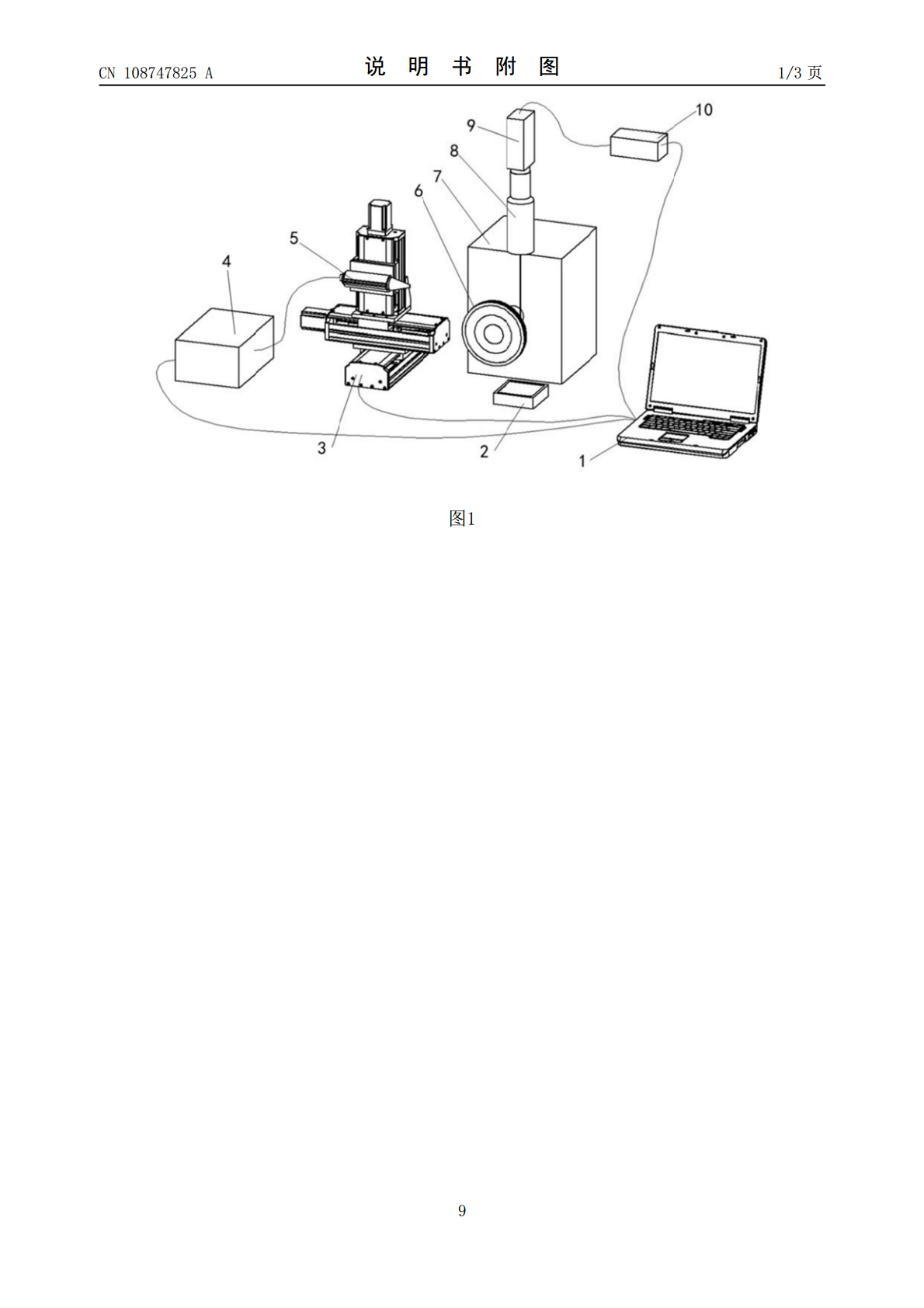
本发明提供了一种基于投影法轮廓检测激光修整成型砂轮装置,具体包括计算机(1),背光源(2),三维移动台(3),光纤激光器(4),激光烧蚀头(5),成型砂轮(6),磨床(7),远心镜头(8)、CCD相机(9),图像采集卡(10),通过将视觉检测与激光修整进行结合,能够实现高效高精度自动化成型砂轮修整过程,运行稳定,后期装备维持和操作费用非常低,可以节省大量的人工成本,为企业带来可观利益大大节约生产成本。同时该方法具备很大的灵活性,能够快速拆卸与安装,对被检测对象环境要求极低,操作简便,并且能够适应不同种类测

基于机器视觉的砂轮修整方法及装置.pdf
本发明涉及一种基于机器视觉的砂轮修整方法及装置,该砂轮的修整方法通过采集砂轮旋转时多幅原始轮廓图像,将所有原始轮廓图像叠加在一起,找出表示砂轮最外侧的像素边缘点,通过对像素边缘点的分析找出相应的修整量使砂轮工作层的平均出刃高度最大,出刃高度离散度最小;减小出刃高度离散度,使单位时间内同时参与磨削的磨料数量增加,提高平均出刃高度以保证砂轮工作层的容屑空间,使得修整后的砂轮具有更好的磨削效果,可用于精密磨削,有助于提高修整后的砂轮磨削性能的稳定性。
一种砂轮双激光修整装置及修整方法.pdf
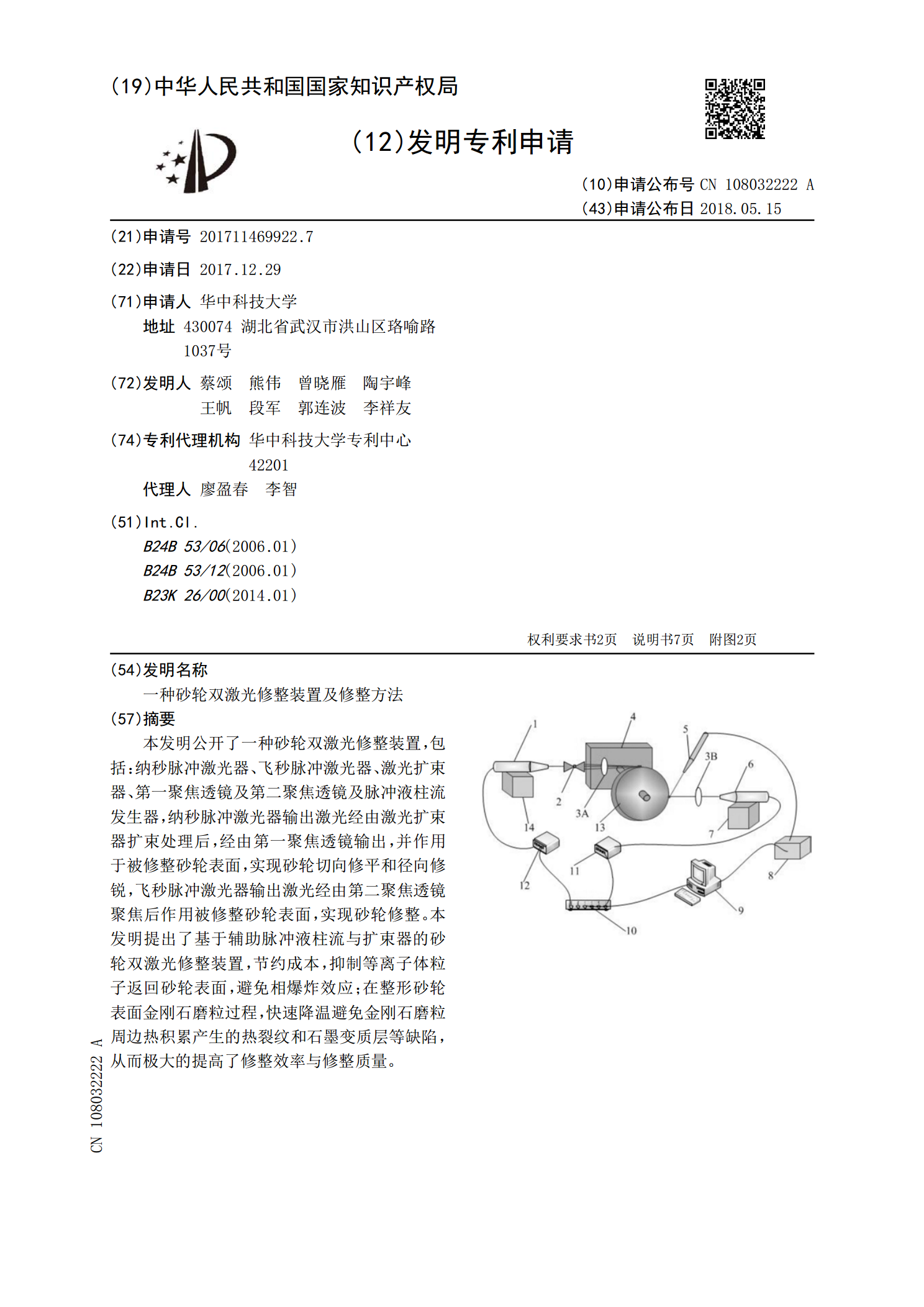
本发明公开了一种砂轮双激光修整装置,包括:纳秒脉冲激光器、飞秒脉冲激光器、激光扩束器、第一聚焦透镜及第二聚焦透镜及脉冲液柱流发生器,纳秒脉冲激光器输出激光经由激光扩束器扩束处理后,经由第一聚焦透镜输出,并作用于被修整砂轮表面,实现砂轮切向修平和径向修锐,飞秒脉冲激光器输出激光经由第二聚焦透镜聚焦后作用被修整砂轮表面,实现砂轮修整。本发明提出了基于辅助脉冲液柱流与扩束器的砂轮双激光修整装置,节约成本,抑制等离子体粒子返回砂轮表面,避免相爆炸效应;在整形砂轮表面金刚石磨粒过程,快速降温避免金刚石磨粒周边热积累

一种基于机器视觉的砂轮修整方法及装置.pdf
本发明涉及一种基于机器视觉的砂轮修整方法及装置,该砂轮的修整方法通过砂轮旋转时得到多处位置的轮廓线信息,将获取的轮廓线信息经过分段处理得到基础线段,以相同位置的基础线段的最大极差作为工作层的跳动,能够准确的计算出工作层跳动量,从而据此进行修整,降低了工作层跳动,提高了砂轮轮廓精度,使得修整后的砂轮具有更好的磨削效果,可用于精密磨削,有助于提高修整后的砂轮磨削性能的稳定性。

基于光谱与视觉辅助的成形砂轮激光修整效率监测的方法.pdf
本发明公开了基于光谱与视觉辅助的成形砂轮激光修整效率监测的方法,通过激光能量利用率量化了砂轮激光修整技术中因离焦量大幅波动、入射角变化、等离子体屏蔽效应、砂轮表面粗糙度等多维度因素的复杂耦合导致的修整效率变化关系,为砂轮激光修整过程提供了效率监测方法。本发明所提出的修整效率监测的方法可取代目前需过度依赖人工经验的人眼目视法效率监测手段,提高了砂轮激光修整状态的自动化监测能力,对推动砂轮激光修整技术工业化应用发展有着极为重要的意义。