
汽油发动机轮毂全自动加工装置及工艺方法.pdf

努力****元恺

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽油发动机轮毂全自动加工装置及工艺方法.pdf
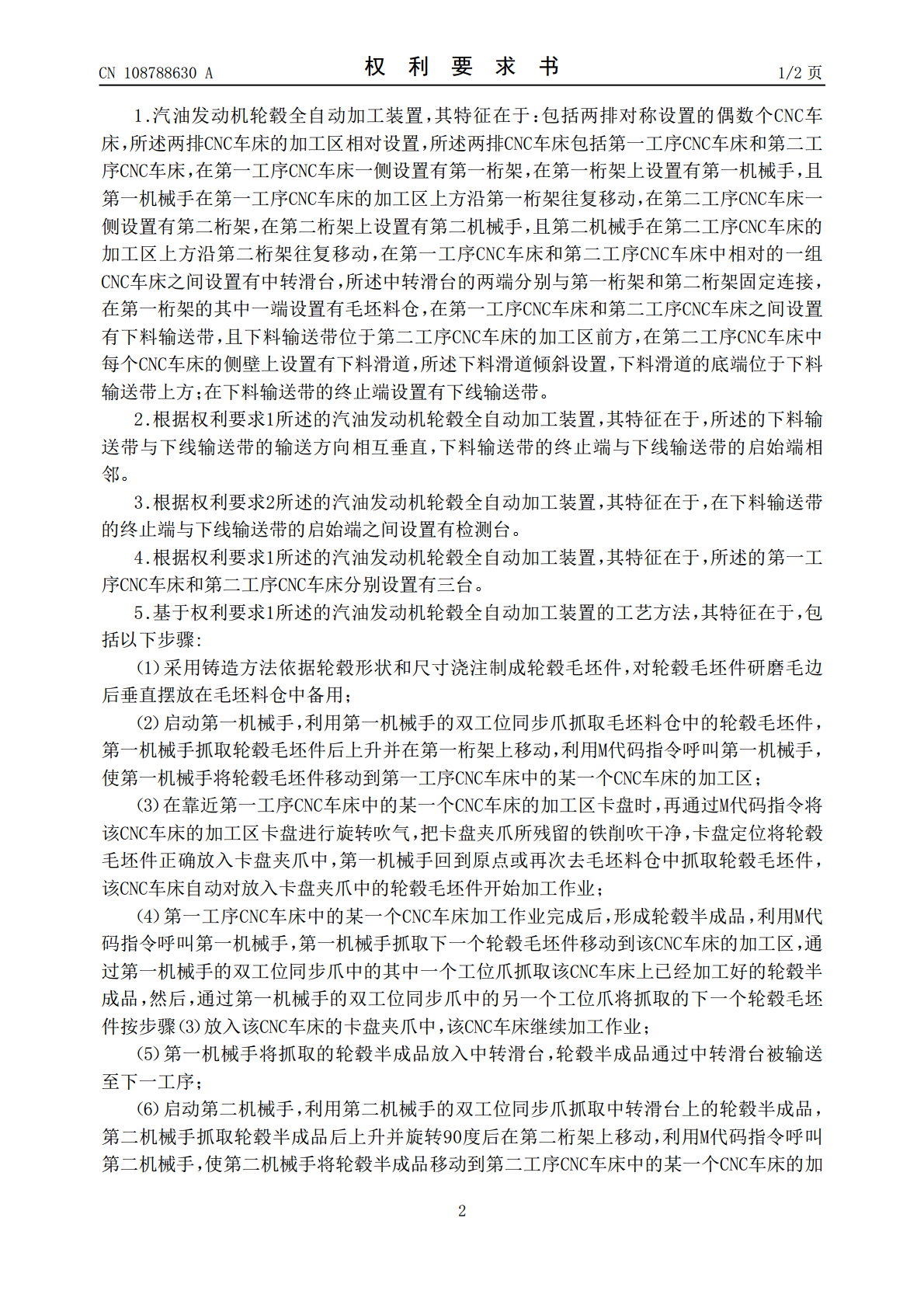
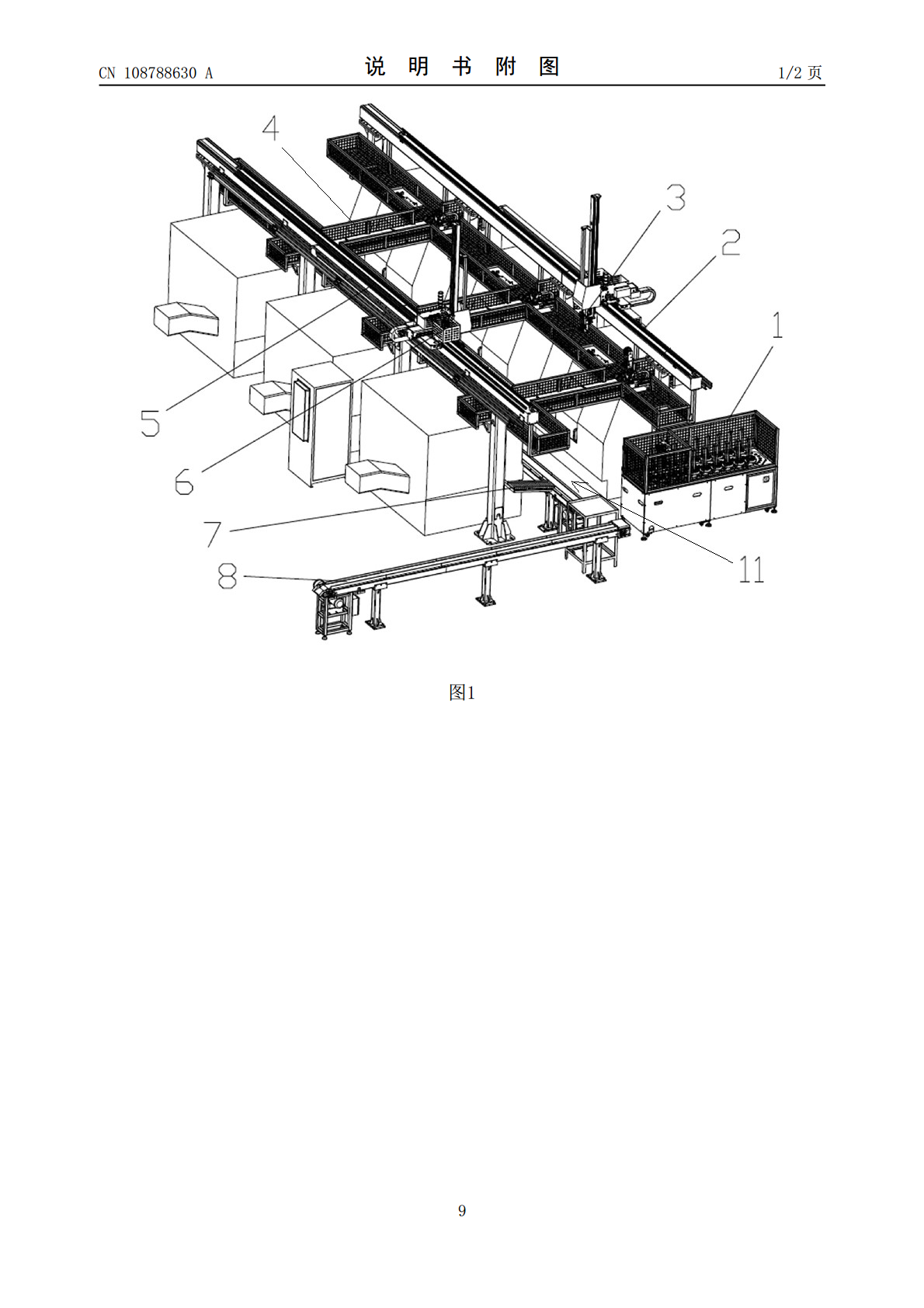
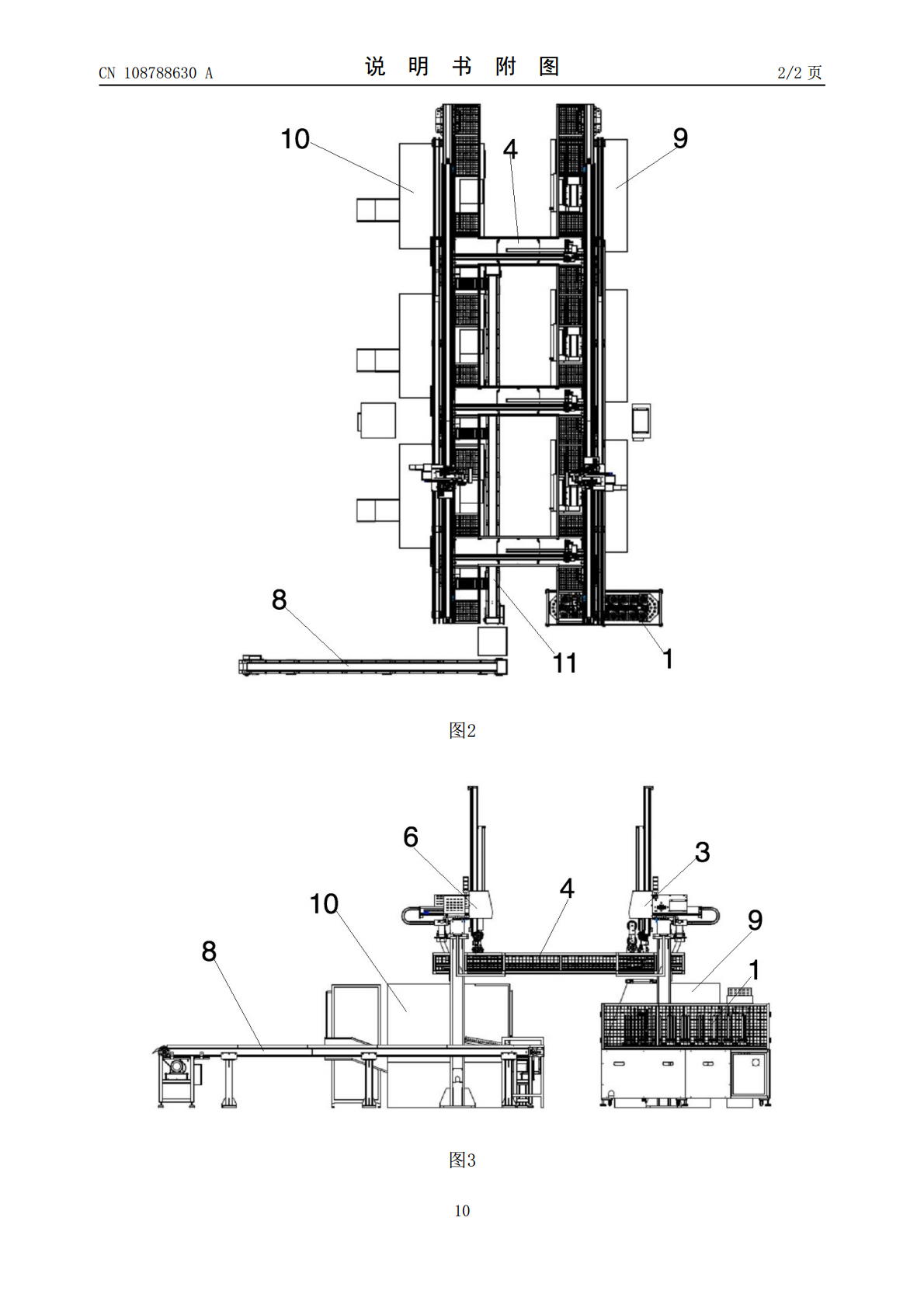
本发明公开了一种汽油发动机轮毂全自动加工装置,包括两排对称设置的偶数个CNC车床,两排CNC车床包括第一工序CNC车床和第二工序CNC车床,在第一工序CNC车床一侧设置有第一桁架,在第一桁架上设置有第一机械手,在第二工序CNC车床一侧设置有第二桁架,在第二桁架上设置有第二机械手,且第二机械手在第二工序CNC车床的加工区上方沿第二桁架往复移动,在第一工序CNC车床和第二工序CNC车床中相对的一组CNC车床之间设置有中转滑台,本发明同时公开了一种采用上述装置的工艺方法,具有全自动化高效的加工工艺特点,用于数控
轮毂加工方法及装置.pdf
本发明揭示了一种轮毂加工装置,包括:第一工位、第二工位、第三工位、第四工位和第五工位,还包括输送装置,输送装置用于将钢圈依次输送至第一工位、第二工位、第三工位、第四工位和第五工位进行加工,最后形成轮毂。自动化程度高,有效提高工作效率。

轮毂轴承加工工艺.pdf
本发明公开了轮毂轴承加工工艺,采用三遍磨削加工循环:初磨循环,细磨循环,终磨循环,在初磨循环后附加回火消除磨削应力。本发明轮毂轴承加工工艺简化,便于上下料,同时磨削工件精度高,在轴承的磨加工各工序中可以得到广泛使用。本发明工艺加工的轴承(非驱动轮用)有助于减小体积和重量,同时降低成本;第三代轮毂轴承(驱动轮用)在组装到汽车之前已经预置了载荷,因此免去了调整内部零部件位置的步骤等。采用了摇辗技术的第三代轮毂轴承无论是用于驱动轮还是非驱动轮都具有以上优点。
一种轮毂全自动标识装置及方法.pdf
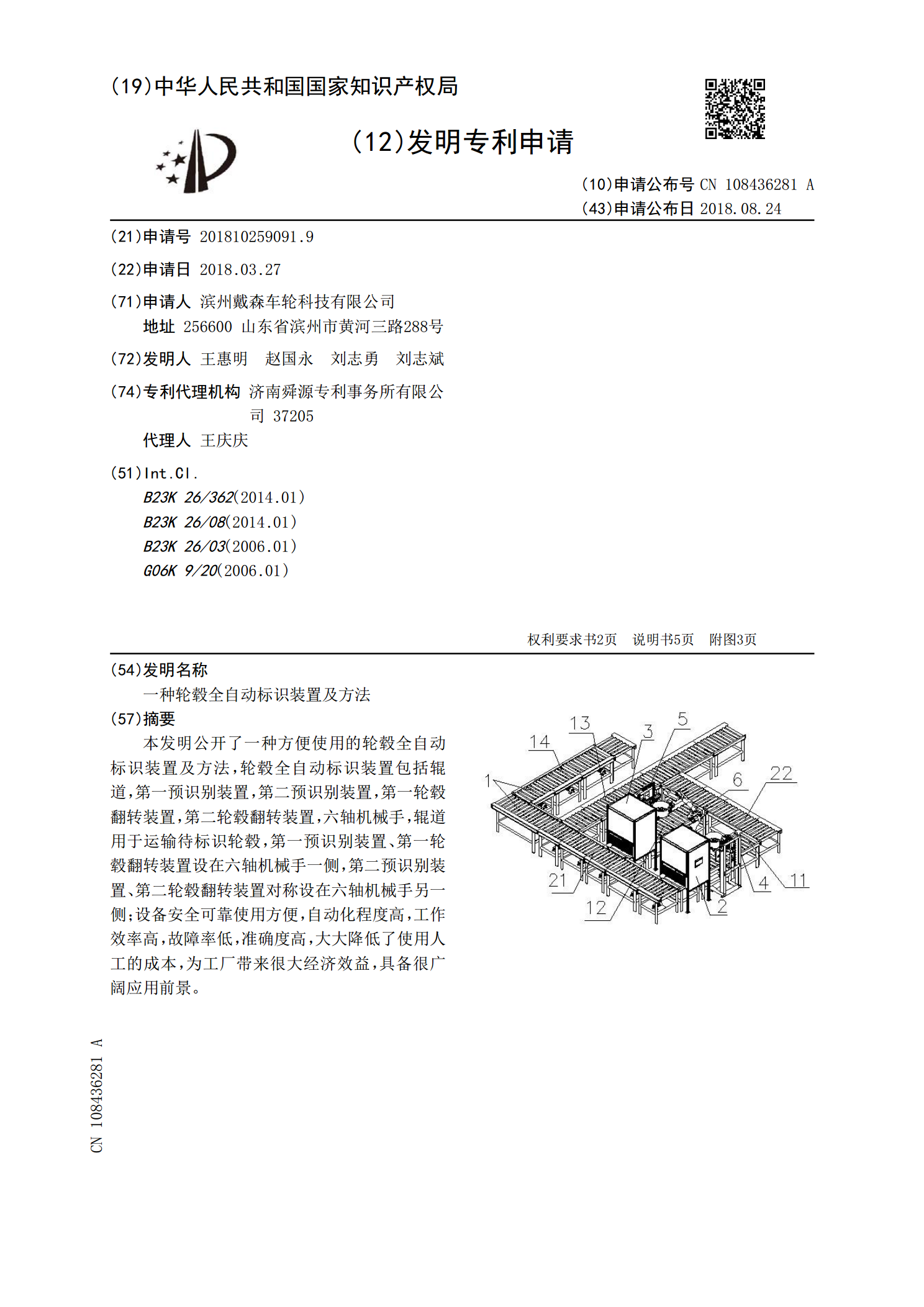
本发明公开了一种方便使用的轮毂全自动标识装置及方法,轮毂全自动标识装置包括辊道,第一预识别装置,第二预识别装置,第一轮毂翻转装置,第二轮毂翻转装置,六轴机械手,辊道用于运输待标识轮毂,第一预识别装置、第一轮毂翻转装置设在六轴机械手一侧,第二预识别装置、第二轮毂翻转装置对称设在六轴机械手另一侧;设备安全可靠使用方便,自动化程度高,工作效率高,故障率低,准确度高,大大降低了使用人工的成本,为工厂带来很大经济效益,具备很广阔应用前景。

通用汽油发动机呼吸装置.pdf
本发明涉及一种通用汽油发动机呼吸装置,包括迷宫板支架,迷宫板、呼吸片,迷宫板固定在迷宫板支架上,呼吸片与迷宫板贴合,所述呼吸片由舌片、过渡片以及连接片组成,舌片的一端与过渡片的一端连接,过渡片的另一端斜向舌片的下方倾斜后与连接片的一端连接,所述迷宫板上设有安装座,连接片与安装座固定连接。本发明具有密封性好,且不会发生断裂。