
一种用于轴承加工的圆盘工作台.pdf

觅松****哥哥

1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于轴承加工的圆盘工作台.pdf
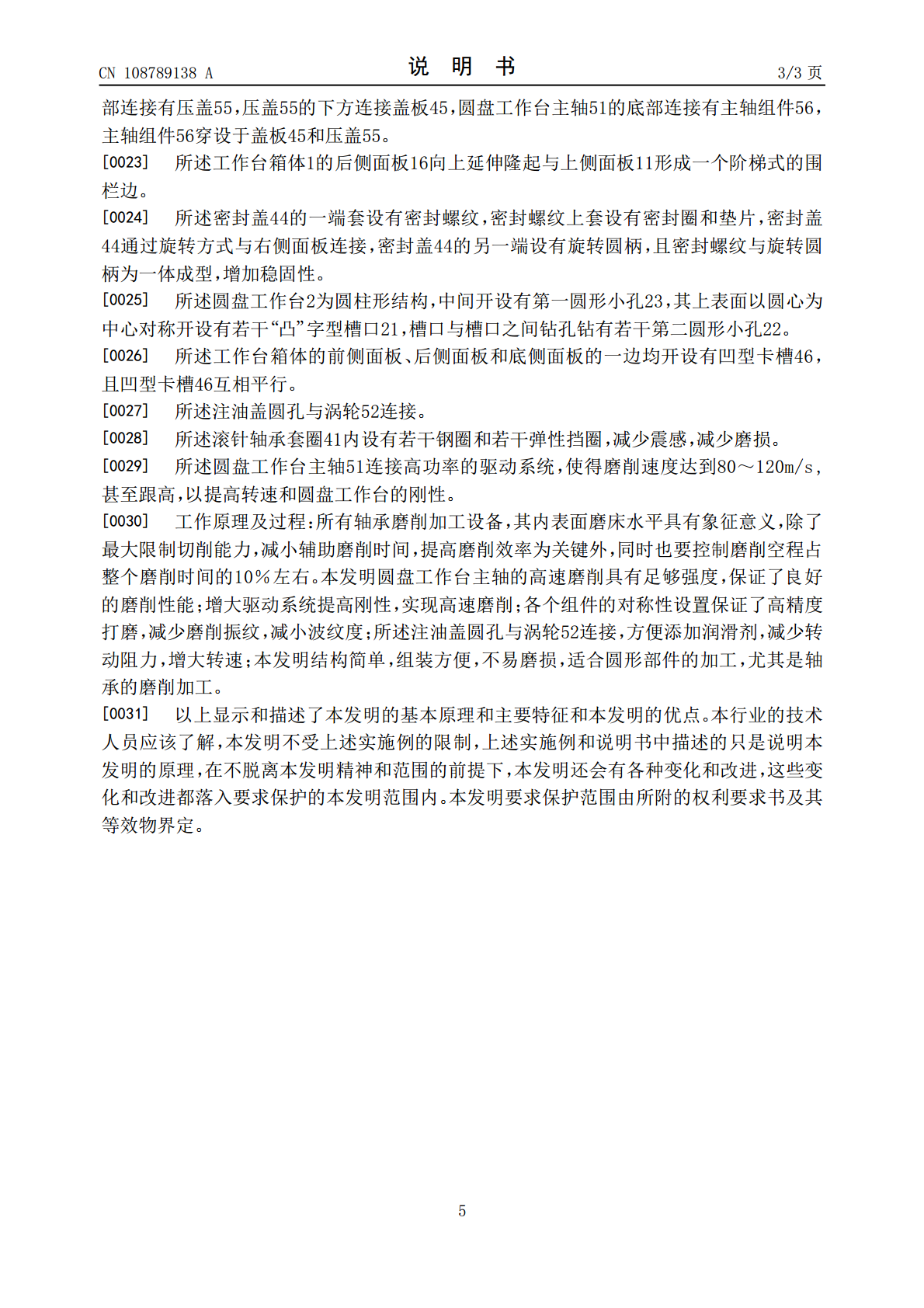
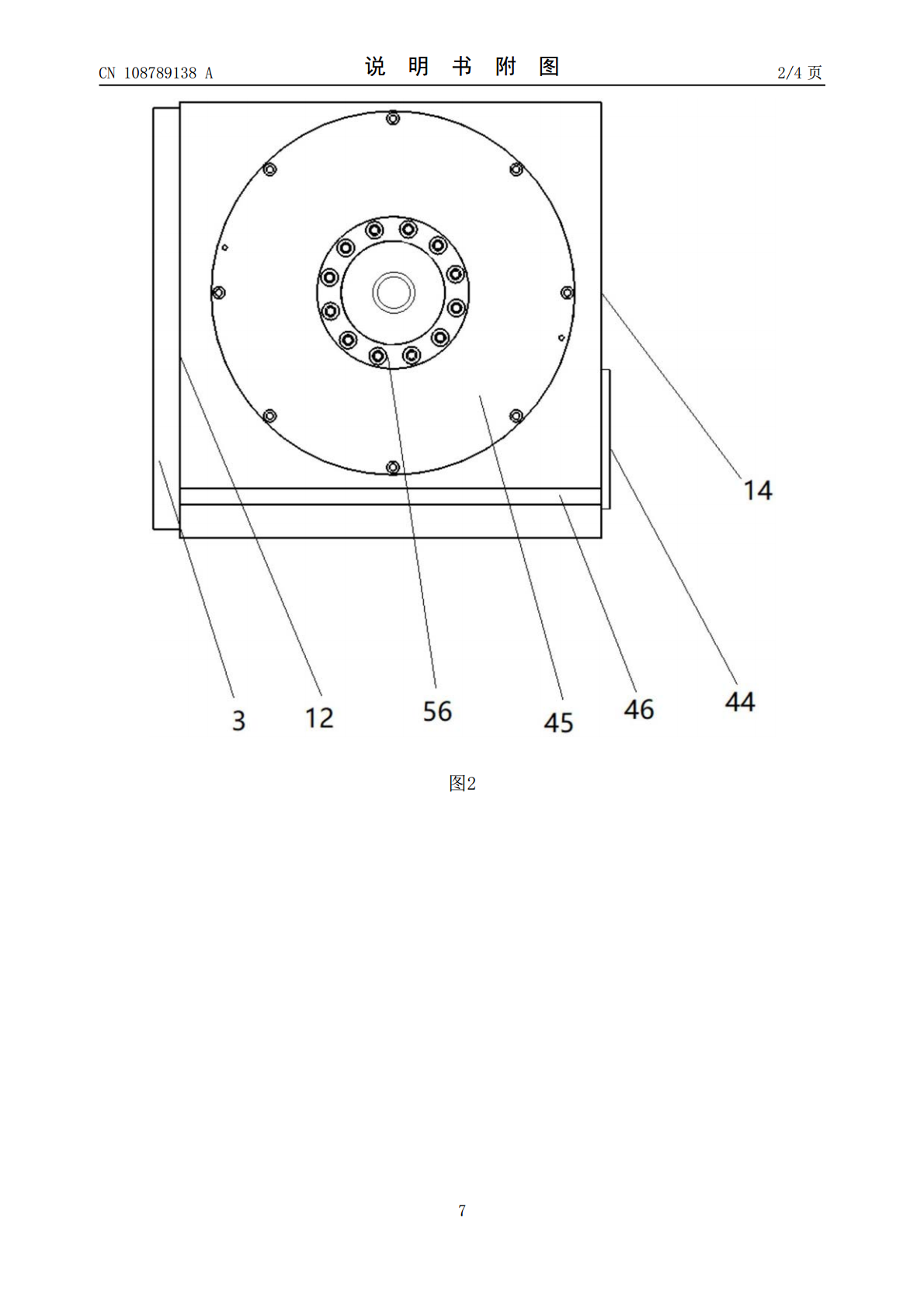
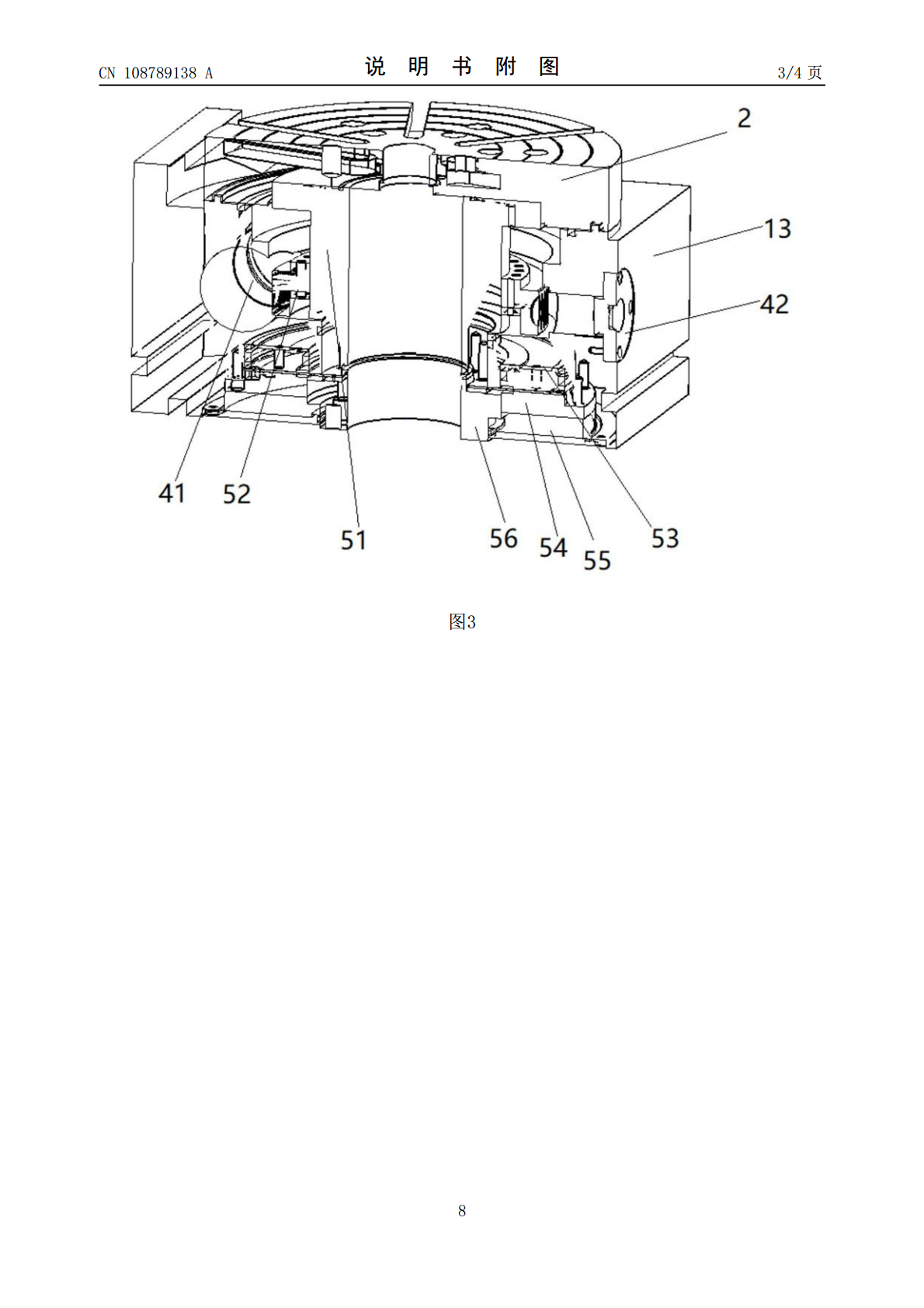
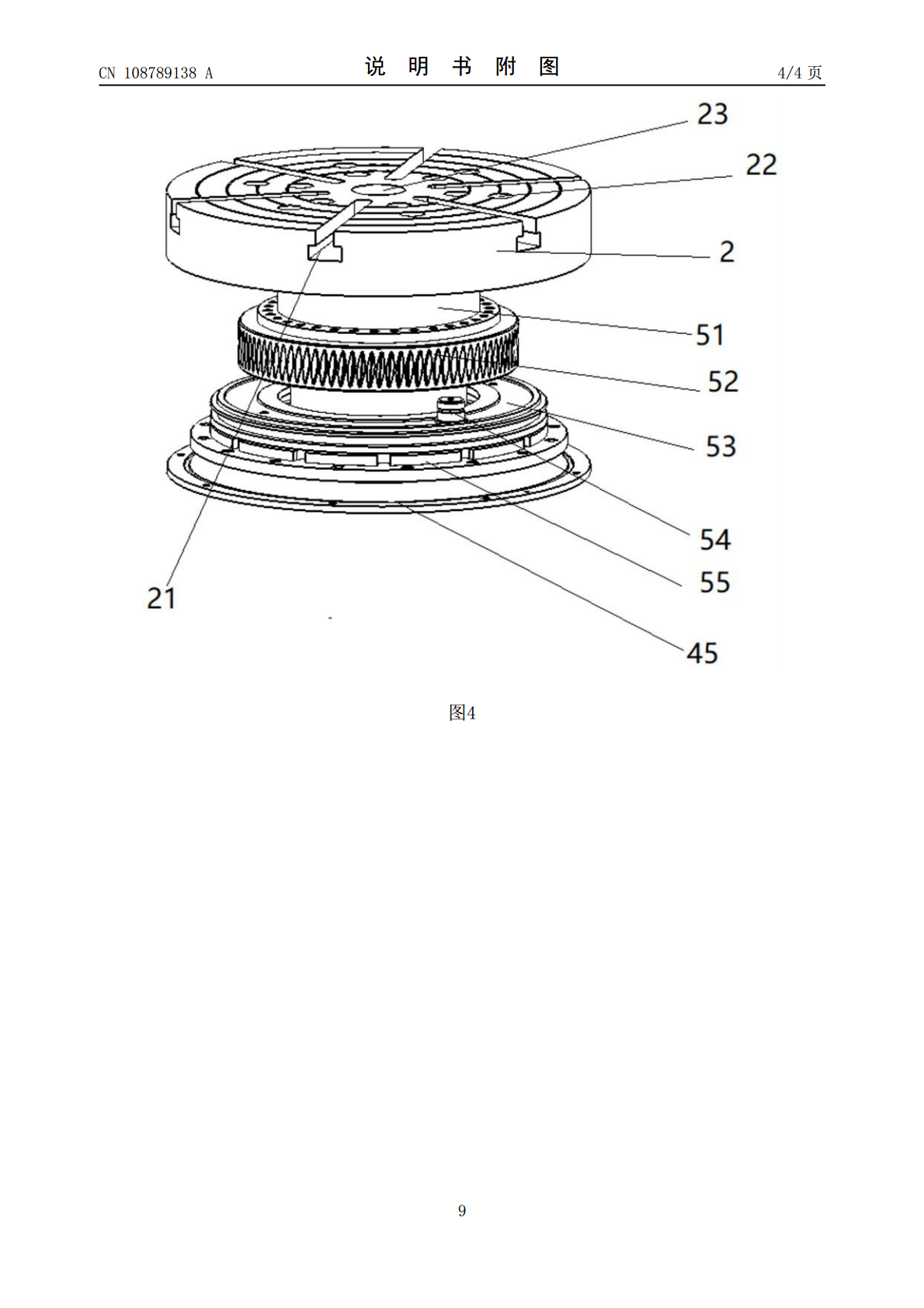
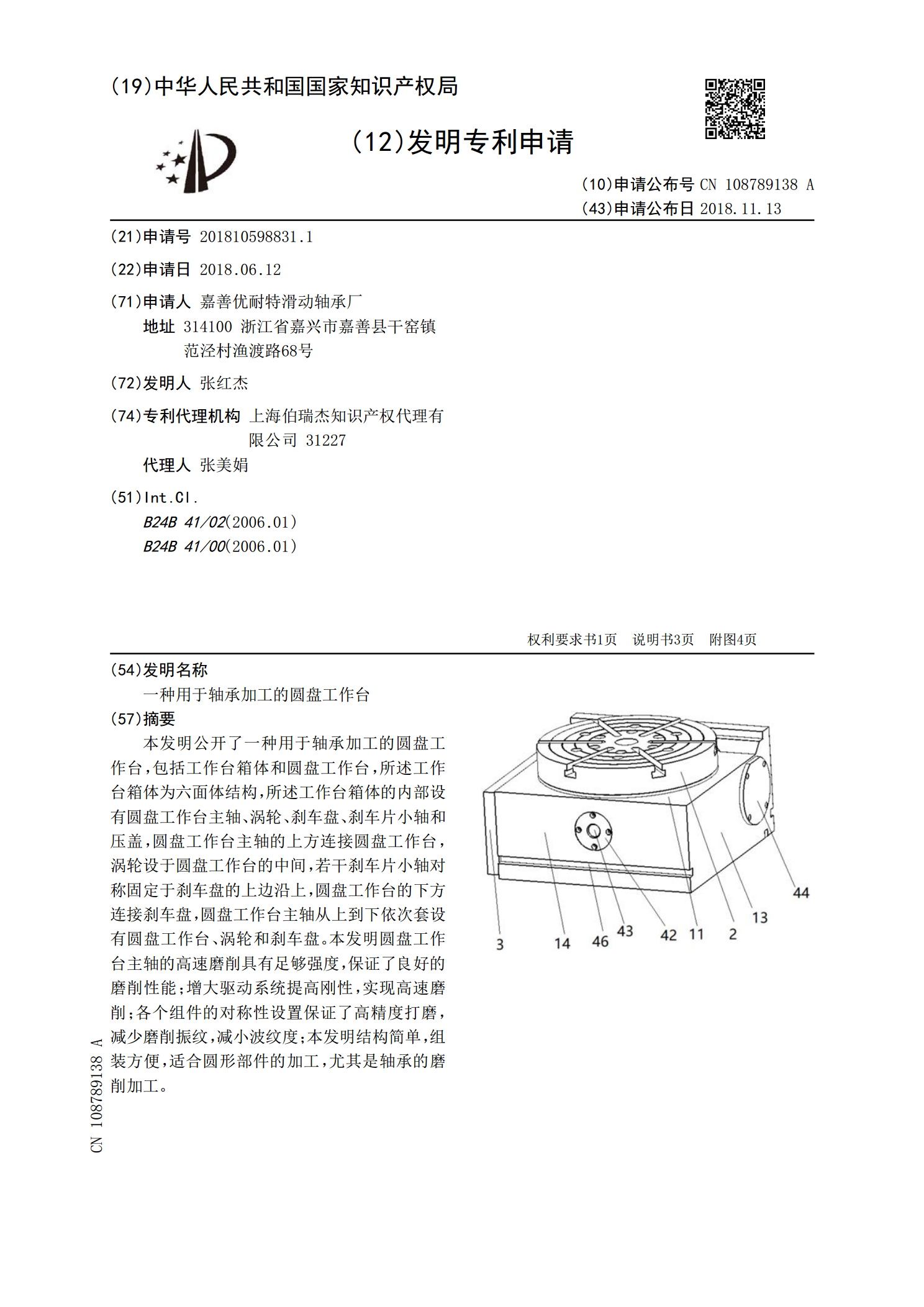
本发明公开了一种用于轴承加工的圆盘工作台,包括工作台箱体和圆盘工作台,所述工作台箱体为六面体结构,所述工作台箱体的内部设有圆盘工作台主轴、涡轮、刹车盘、刹车片小轴和压盖,圆盘工作台主轴的上方连接圆盘工作台,涡轮设于圆盘工作台的中间,若干刹车片小轴对称固定于刹车盘的上边沿上,圆盘工作台的下方连接刹车盘,圆盘工作台主轴从上到下依次套设有圆盘工作台、涡轮和刹车盘。本发明圆盘工作台主轴的高速磨削具有足够强度,保证了良好的磨削性能;增大驱动系统提高刚性,实现高速磨削;各个组件的对称性设置保证了高精度打磨,减少磨削振
一种用于水阀加工工作台.pdf
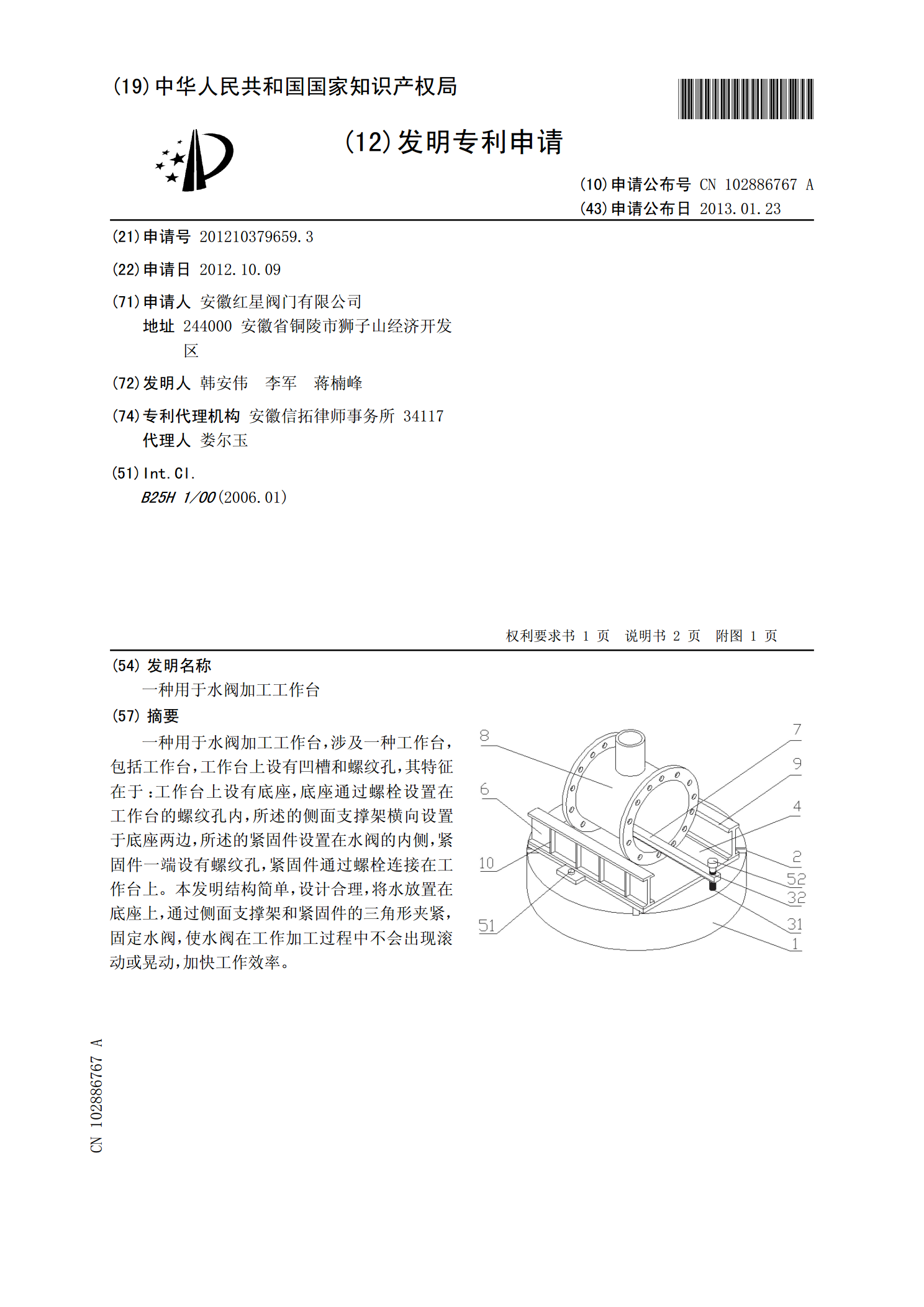
一种用于水阀加工工作台,涉及一种工作台,包括工作台,工作台上设有凹槽和螺纹孔,其特征在于:工作台上设有底座,底座通过螺栓设置在工作台的螺纹孔内,所述的侧面支撑架横向设置于底座两边,所述的紧固件设置在水阀的内侧,紧固件一端设有螺纹孔,紧固件通过螺栓连接在工作台上。本发明结构简单,设计合理,将水放置在底座上,通过侧面支撑架和紧固件的三角形夹紧,固定水阀,使水阀在工作加工过程中不会出现滚动或晃动,加快工作效率。

一种用于轴承加工用轴承挡边磨床.pdf
本发明涉及磨床技术领域,且公开了一种用于轴承加工用轴承挡边磨床,包括机架,所述机架的内部开设有加工平台,所述加工平台的内部固定连接有挡板,所述机架靠近挡板的底部开设有活动槽,所述挡板靠近活动槽的一端开设有漏孔,所述挡板靠近漏孔一侧的底部设有过滤机构,所述过滤机构的上端设有触发机构,所述活动槽的底部滑动连接有废料板,通过转动板的转动角度增加,使得滑块沿着转动板的重量增加,并向滑槽的底部滑动,此时刮刀对过滤板表面的金属碎屑进行清理,并留在废料板的表面,从而达到了能够自动对金属碎屑进行集中收集,有利于金属材料的
一种用于轴承加工的车削装置.pdf
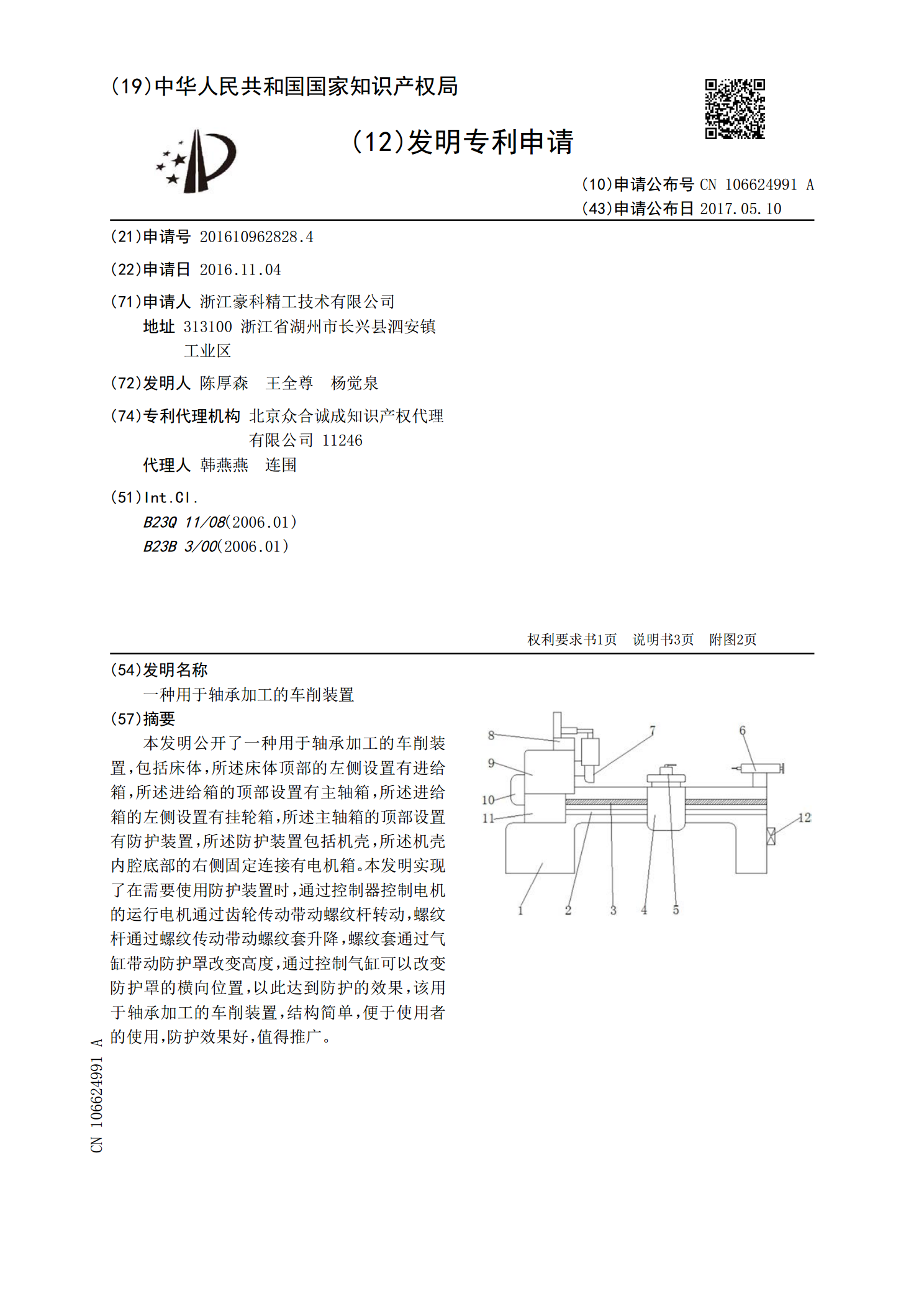
本发明公开了一种用于轴承加工的车削装置,包括床体,所述床体顶部的左侧设置有进给箱,所述进给箱的顶部设置有主轴箱,所述进给箱的左侧设置有挂轮箱,所述主轴箱的顶部设置有防护装置,所述防护装置包括机壳,所述机壳内腔底部的右侧固定连接有电机箱。本发明实现了在需要使用防护装置时,通过控制器控制电机的运行电机通过齿轮传动带动螺纹杆转动,螺纹杆通过螺纹传动带动螺纹套升降,螺纹套通过气缸带动防护罩改变高度,通过控制气缸可以改变防护罩的横向位置,以此达到防护的效果,该用于轴承加工的车削装置,结构简单,便于使用者的使用,防护
一种无油轴承加工用磨削工作台.pdf
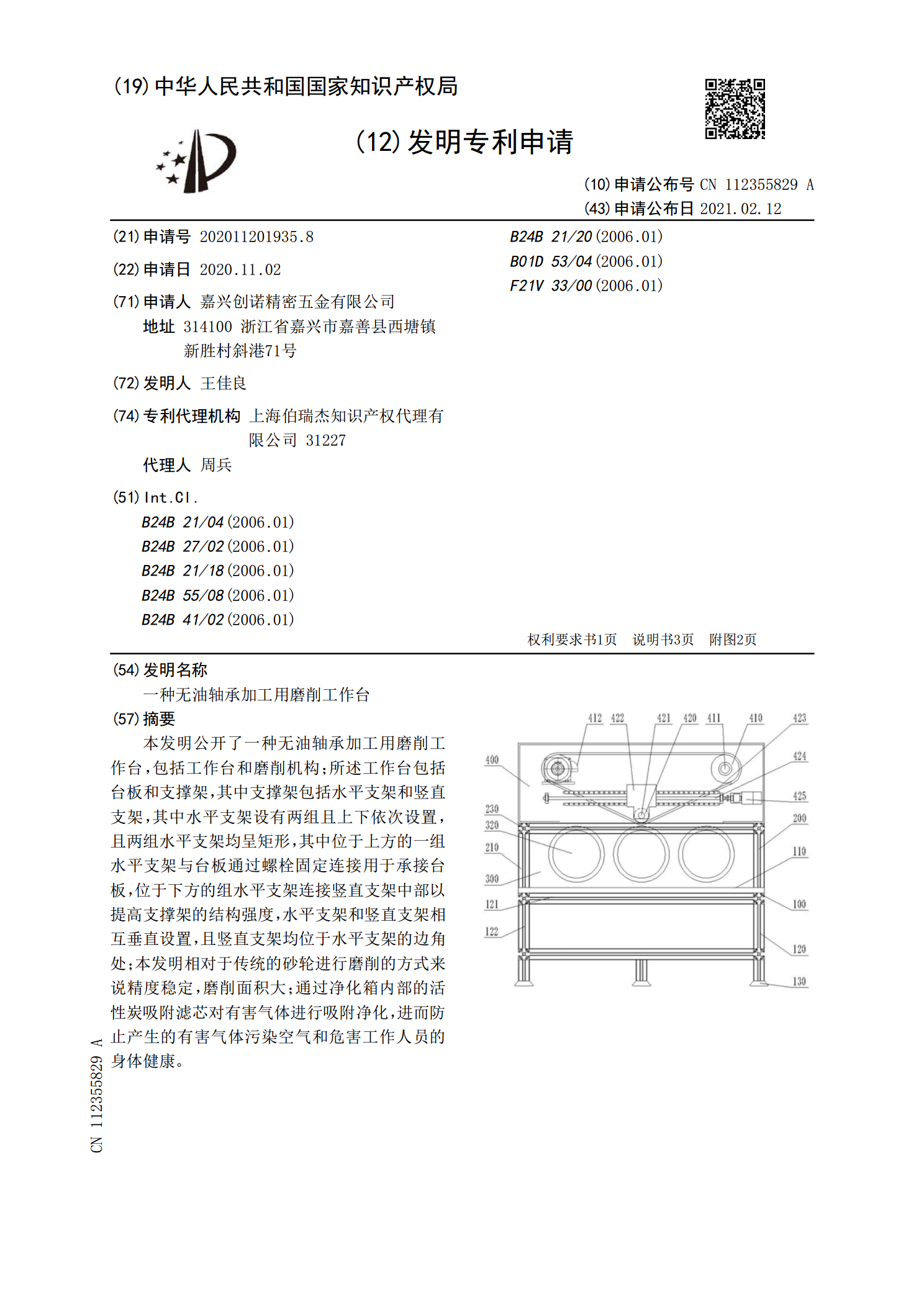
本发明公开了一种无油轴承加工用磨削工作台,包括工作台和磨削机构;所述工作台包括台板和支撑架,其中支撑架包括水平支架和竖直支架,其中水平支架设有两组且上下依次设置,且两组水平支架均呈矩形,其中位于上方的一组水平支架与台板通过螺栓固定连接用于承接台板,位于下方的组水平支架连接竖直支架中部以提高支撑架的结构强度,水平支架和竖直支架相互垂直设置,且竖直支架均位于水平支架的边角处;本发明相对于传统的砂轮进行磨削的方式来说精度稳定,磨削面积大;通过净化箱内部的活性炭吸附滤芯对有害气体进行吸附净化,进而防止产生的有害气