
一种圆锥滚子立轴球头端面磨削装置.pdf

梅雪****67

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆锥滚子立轴球头端面磨削装置.pdf
本发明涉及滚子轴承生产设备领域,具体的说是一种圆锥滚子立轴球头端面磨削装置。包括机架以及设置在机架上的进料工装和球面砂轮;进料工装包括套筒、转动套设在套筒中的空心轴以及转动套设在空心轴中的主轴,在机架上设有驱动空心轴和主轴以差速反向旋转的驱动机构,在空心轴的上端设有下压盘,在主轴的上端设有上压盘,在主轴上位于上压盘和下压盘之间转动设有隔离盘,在隔离盘的外缘间隔开设有多个用于夹持待加工圆锥滚子的U形槽,在上压盘和下压盘上分别设有用于拨动U形槽中的待加工圆锥滚子转动的环形凸起。本发明可避免圆锥滚子在磨削过程中
一种用于圆锥滚子的球头端面磨削装置.pdf
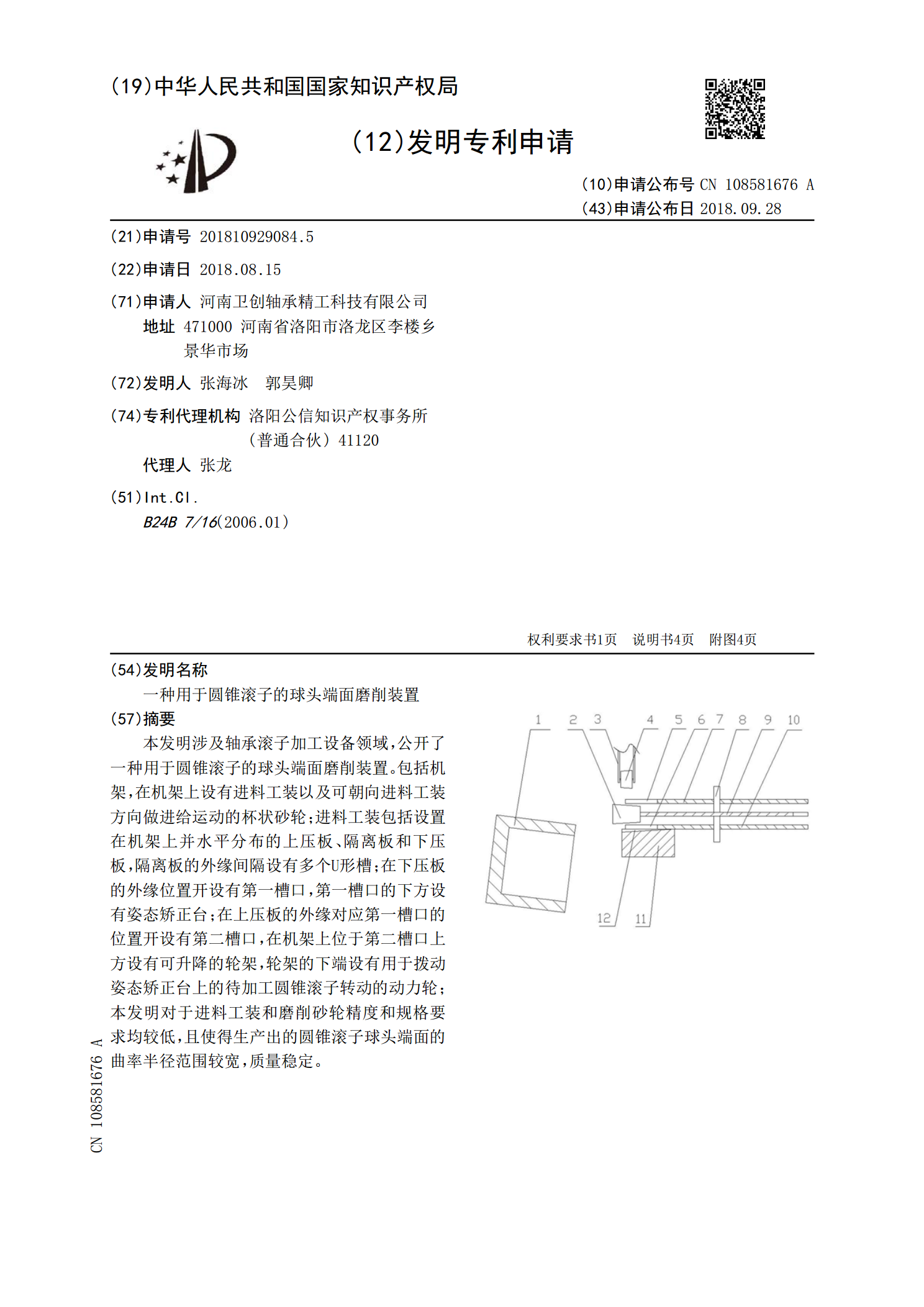
本发明涉及轴承滚子加工设备领域,公开了一种用于圆锥滚子的球头端面磨削装置。包括机架,在机架上设有进料工装以及可朝向进料工装方向做进给运动的杯状砂轮;进料工装包括设置在机架上并水平分布的上压板、隔离板和下压板,隔离板的外缘间隔设有多个U形槽;在下压板的外缘位置开设有第一槽口,第一槽口的下方设有姿态矫正台;在上压板的外缘对应第一槽口的位置开设有第二槽口,在机架上位于第二槽口上方设有可升降的轮架,轮架的下端设有用于拨动姿态矫正台上的待加工圆锥滚子转动的动力轮;本发明对于进料工装和磨削砂轮精度和规格要求均较低,且

圆柱滚子双端面磨削装置及磨削方法.pdf
圆柱滚子双端面磨削装置及磨削方法是一种轴承加工技术,其结构关系是,内盘用螺钉固定在工件轴箱单元的中心轴上,中间保持架用螺钉固定在保持架连接板上,保持架连接板用螺钉固定在工件轴箱单元的空心轴上,定位销单元通过螺钉固定在保持架连接板上,定位盘用螺钉固定在工件箱单元上,工件轴箱单元用螺钉固定在床身上,右外压紧软带、左外压紧软带绕中间保持架外延;支撑轮单元、右张紧轮单元及左张紧轮单元用螺钉固定在工件箱单元上面;右砂轮单元、左砂轮单元用螺钉固定在床身上;右修正器单元、左修正器单元用螺钉固定在床身上;换向槽单元用螺钉
一种圆柱滚子端面磨削的轴向高频振荡装置及磨削工艺.pdf
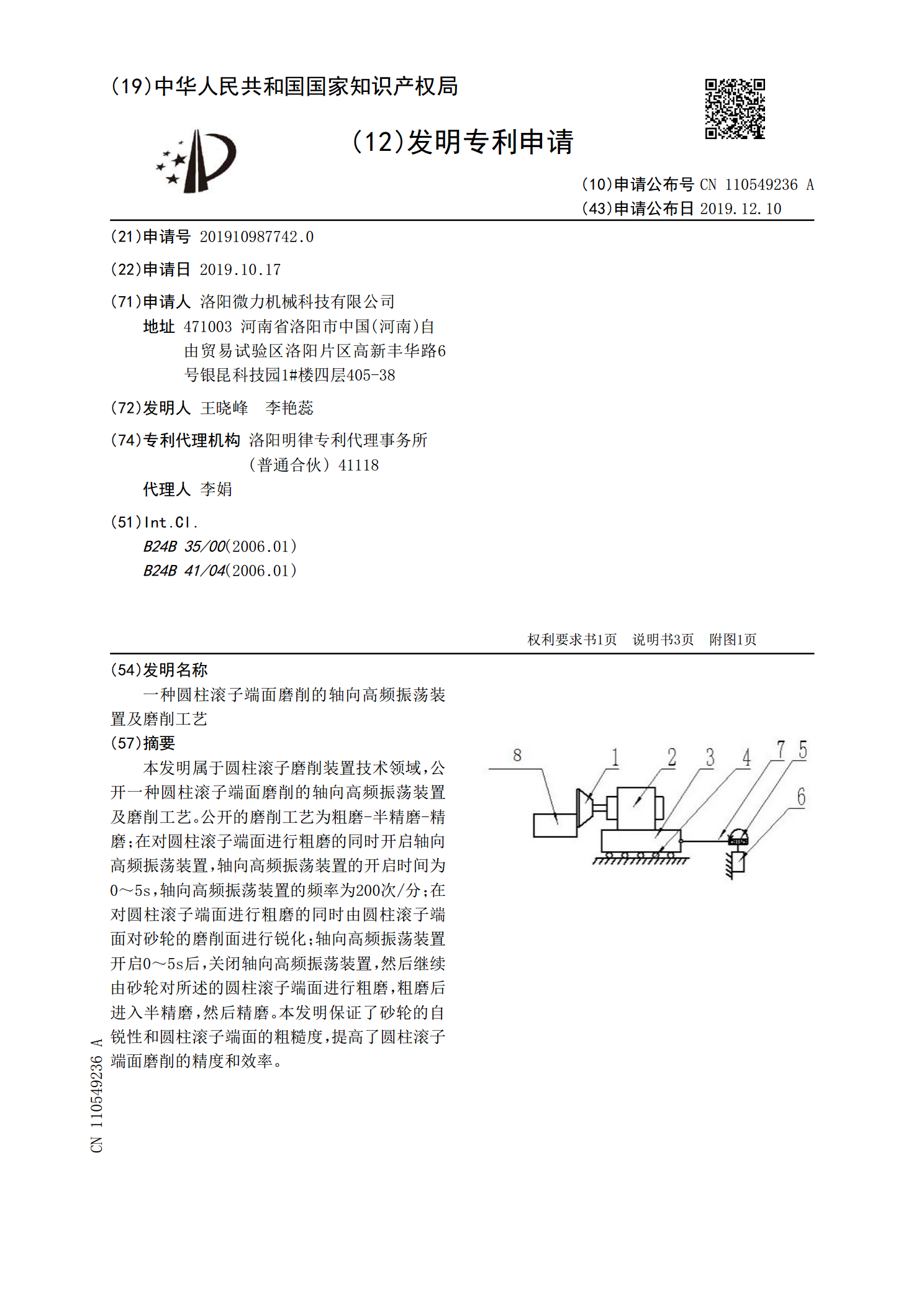
本发明属于圆柱滚子磨削装置技术领域,公开一种圆柱滚子端面磨削的轴向高频振荡装置及磨削工艺。公开的磨削工艺为粗磨‑半精磨‑精磨;在对圆柱滚子端面进行粗磨的同时开启轴向高频振荡装置,轴向高频振荡装置的开启时间为0~5s,轴向高频振荡装置的频率为200次/分;在对圆柱滚子端面进行粗磨的同时由圆柱滚子端面对砂轮的磨削面进行锐化;轴向高频振荡装置开启0~5s后,关闭轴向高频振荡装置,然后继续由砂轮对所述的圆柱滚子端面进行粗磨,粗磨后进入半精磨,然后精磨。本发明保证了砂轮的自锐性和圆柱滚子端面的粗糙度,提高了圆柱滚子
圆锥滚子端面半径测量装置及方法.pdf
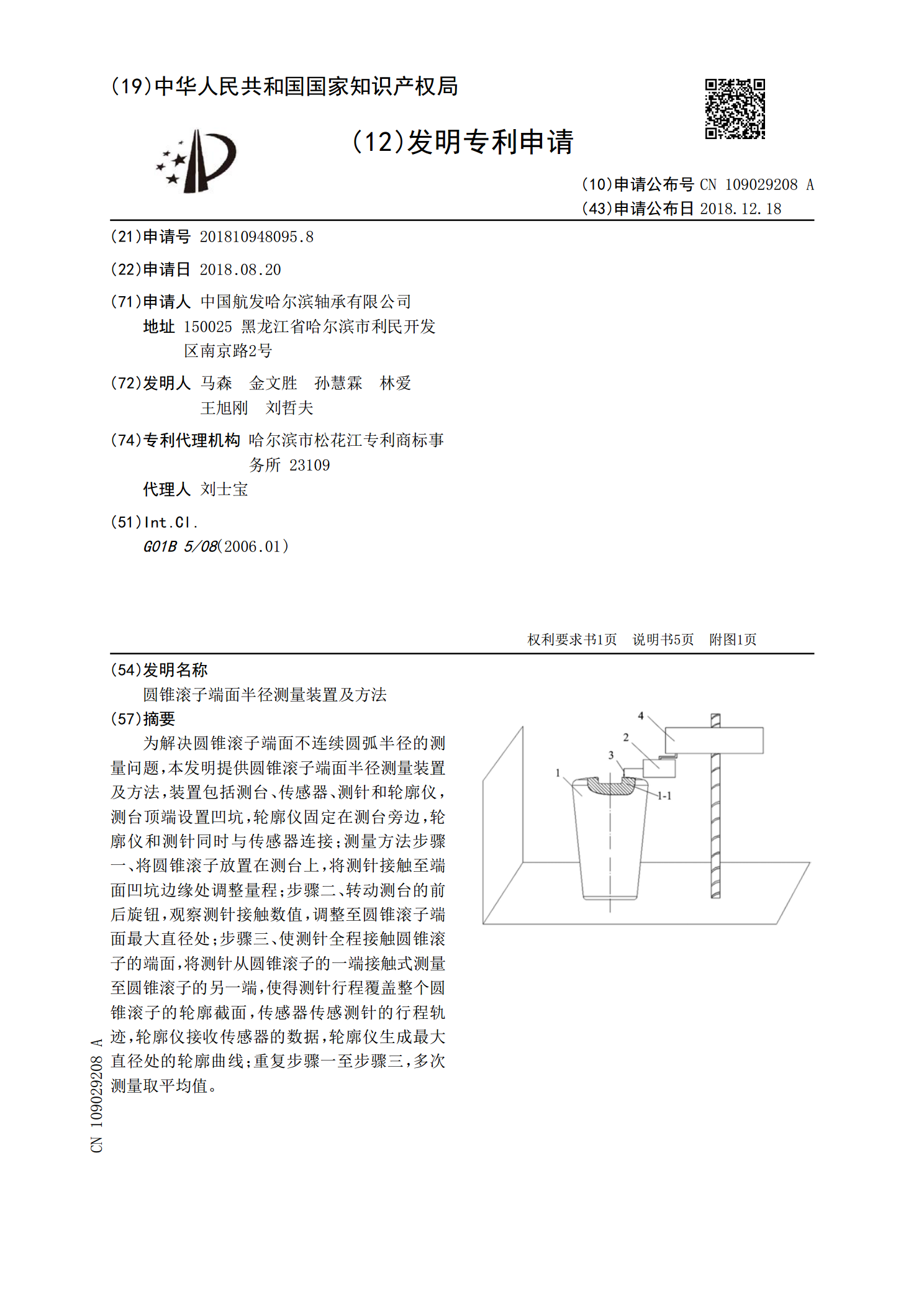
为解决圆锥滚子端面不连续圆弧半径的测量问题,本发明提供圆锥滚子端面半径测量装置及方法,装置包括测台、传感器、测针和轮廓仪,测台顶端设置凹坑,轮廓仪固定在测台旁边,轮廓仪和测针同时与传感器连接;测量方法步骤一、将圆锥滚子放置在测台上,将测针接触至端面凹坑边缘处调整量程;步骤二、转动测台的前后旋钮,观察测针接触数值,调整至圆锥滚子端面最大直径处;步骤三、使测针全程接触圆锥滚子的端面,将测针从圆锥滚子的一端接触式测量至圆锥滚子的另一端,使得测针行程覆盖整个圆锥滚子的轮廓截面,传感器传感测针的行程轨迹,轮廓仪接收