
一种树脂基无心磨砂轮及其制备方法.pdf

是湛****21

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种树脂基无心磨砂轮及其制备方法.pdf
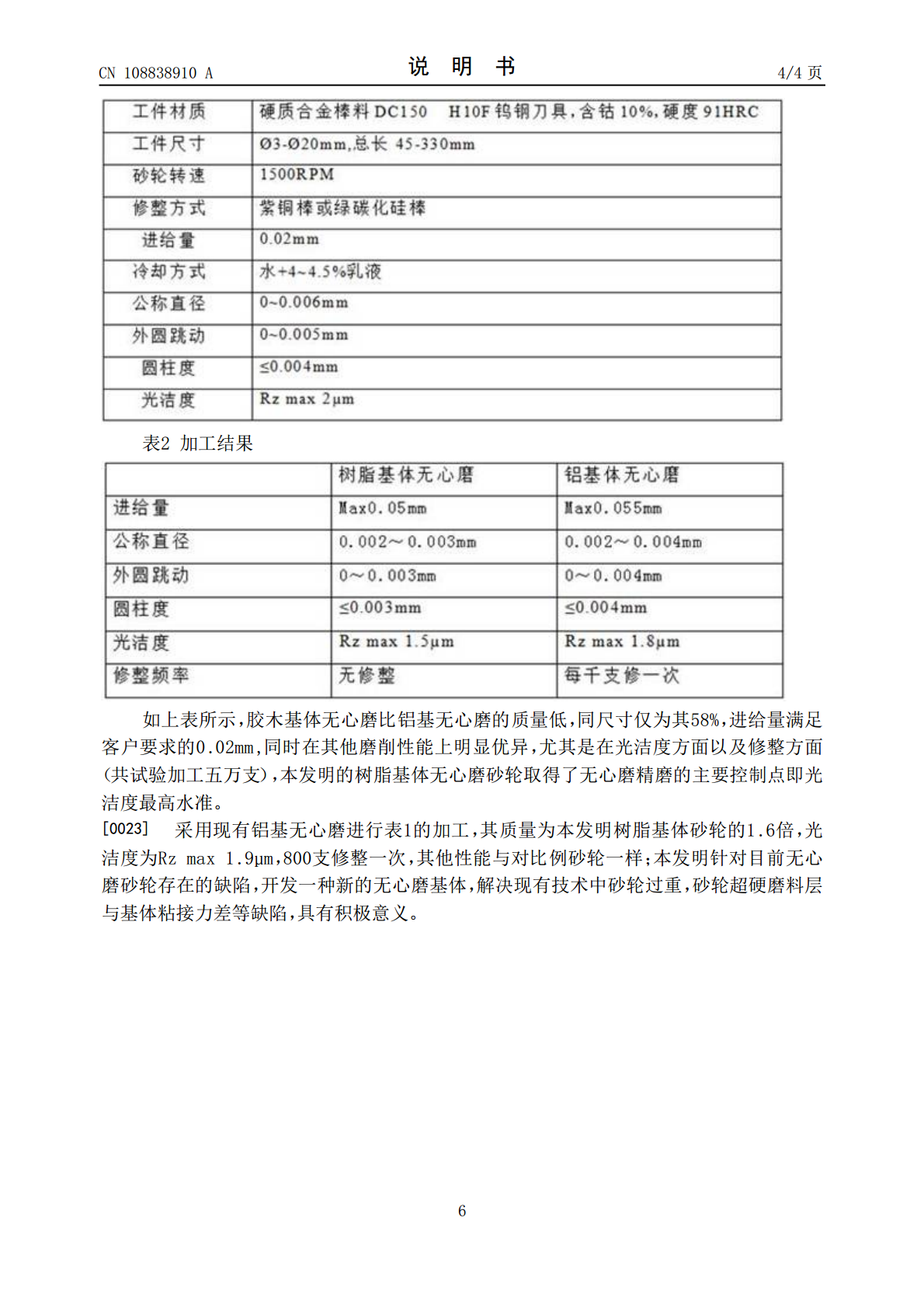
本发明公开了一种树脂基无心磨砂轮及其制备方法,无心磨基体采用树脂粉一次热压成型的胶木基体,所述的胶木基体为树脂粉与玻璃纤维的混合物,树脂粉为酚醛树脂粉、环氧树脂粉及聚酰亚胺树脂粉中的一种或几种的组合。本发明将无心磨砂轮的铝合金基体改为树脂胶木基体,重量减轻了1/3‑2/3。采用树脂胶木基体,基体材料与超硬磨料层的主要成分均为高分子材料,增大了磨料层与基体之间的粘结力。同时树脂基无心磨砂轮在使用过程中具有一定的弹性,有效的提高了磨削工件的光洁度。本发明结构简单,便于推广。
无心磨抛光砂轮及其制备工艺.pdf
本发明公开了一种无心磨抛光砂轮及其制备工艺,无心磨抛光砂轮由抛光砂轮坯件经过机加工得到;其中,所述抛光砂轮坯件含有抛光砂轮基体料和金刚石,抛光砂轮基体料的组分及各组分质量百分比如下:酚醛树脂:25%;铜:39.2%;氧化铁:15.5%;氧化锌:17.8%;C:2.5%。本发明能够很好地对硬质合金棒材进行抛光,提高其合格率,降低加工成本。
一种复合钙基树脂砂轮及其制备方法.pdf
本发明公开了一种复合钙基树脂砂轮,它是由下述重量份的原料组成的:CBN磨料570-600、苯酚90-100、35-40%甲醛溶液96-110、硼酸5-7、六次甲基四胺2-6、苯胺13-20、三水铝石30-40、环烷酸锌0.1-0.2、脂肪醇聚氧乙烯醚1-2、蓖麻酸钙3-4、硬脂酸钙6-10、磷酸钙10-13。本发明加入的蓖麻酸钙、硬脂酸钙可以起到一定的增加粘结性的效果,还可以提高热稳定性。

一种抗磨高硬度的改性树脂砂轮及其制备方法.pdf
本发明公开了一种抗磨高硬度的改性树脂砂轮及其制备方法,由十二烷基硅氧烷、硅烷偶联剂、白刚玉、锆刚玉、甲醛溶液、碳化硅、苯酚、硬脂酸钡、环氧树脂液、聚丙烯醇、六次甲基四胺、重晶石和聚四氟乙烯树脂制备而成,本发明采用纳米陶瓷、硅烷树脂以及锆刚玉等进行改性,硬度高,致密性好,回转强度高,耐高温,耐烧蚀,可以有效减少磨料与氧气的接触,提高成品的抗氧化性能,还可以降低在烧结过程中产生的气体量,降低成品砂轮内部的气孔率。
一种树脂基耐高温砂轮材料及其制备方法.pdf
本发明公开了一种树脂基耐高温砂轮材料,其原料包括改性酚醛树脂、聚乙烯亚胺、4,4′‑二氨基二苯甲烷型双马来酰亚胺、1,3-二氨基苯型双马来酰亚胺树脂、邻苯二甲酸二辛酯、金刚石、硅烷偶联剂KH‑550和耐磨助剂。本发明还提出上述一种树脂基耐高温砂轮材料的制备方法。本发明制备得到的树脂基耐高温砂轮材料粘接性好,磨料不易脱落,具有优异的耐磨性和耐热性,提高了砂轮的使用效率和寿命。