
一种慢刀伺服车削加工微透镜阵列刀具路径优化方法.pdf

宛菡****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种慢刀伺服车削加工微透镜阵列刀具路径优化方法.pdf
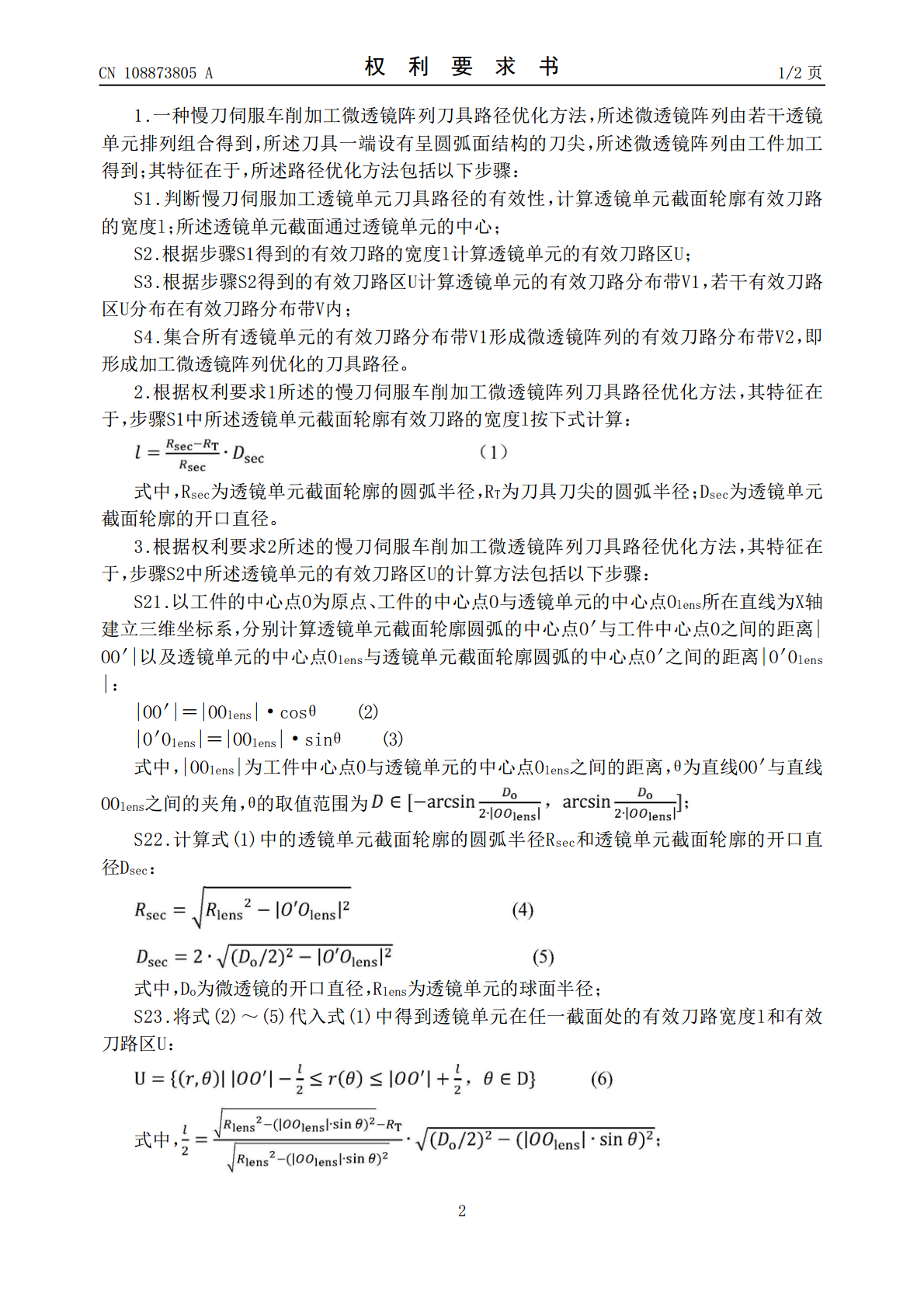
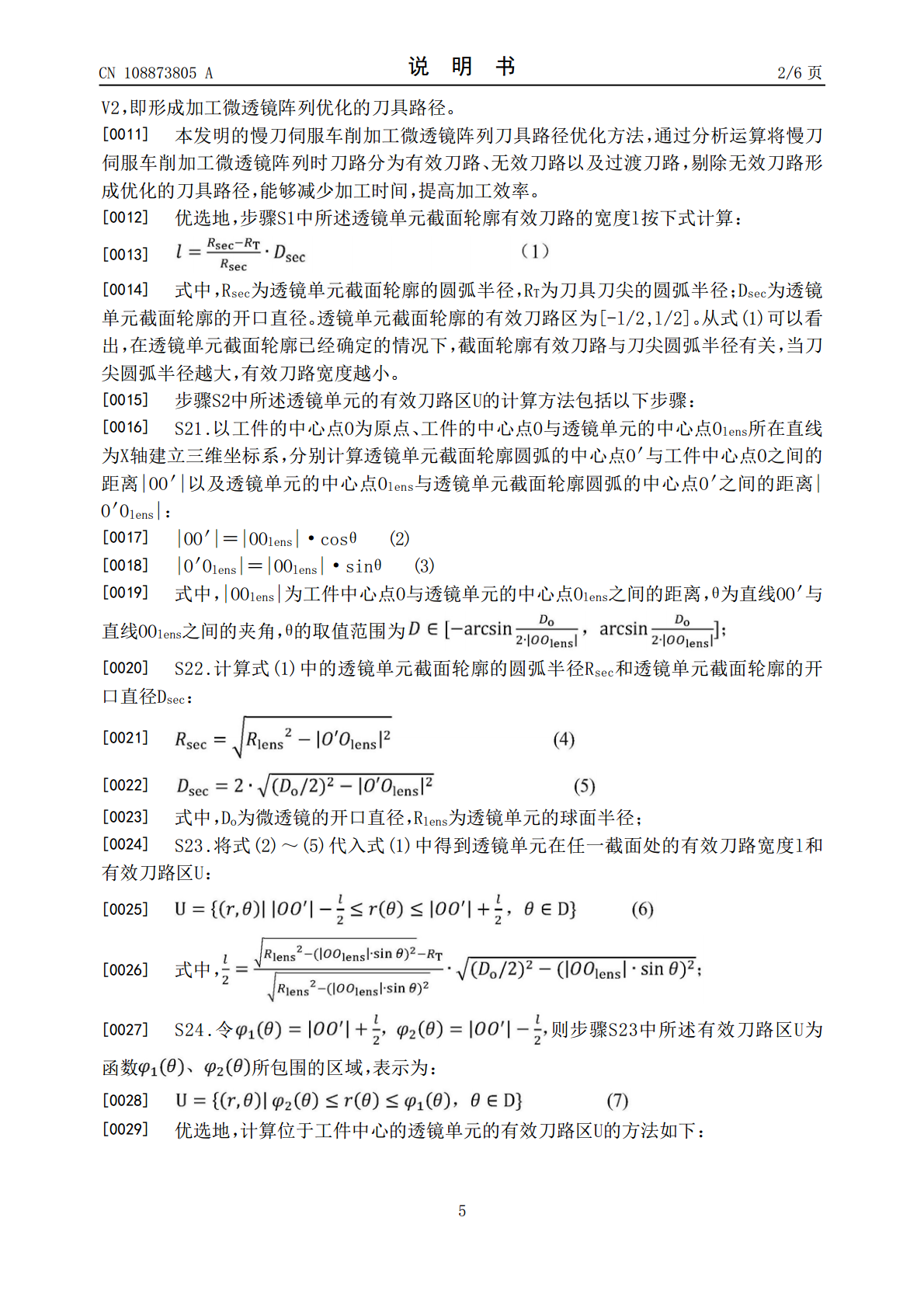
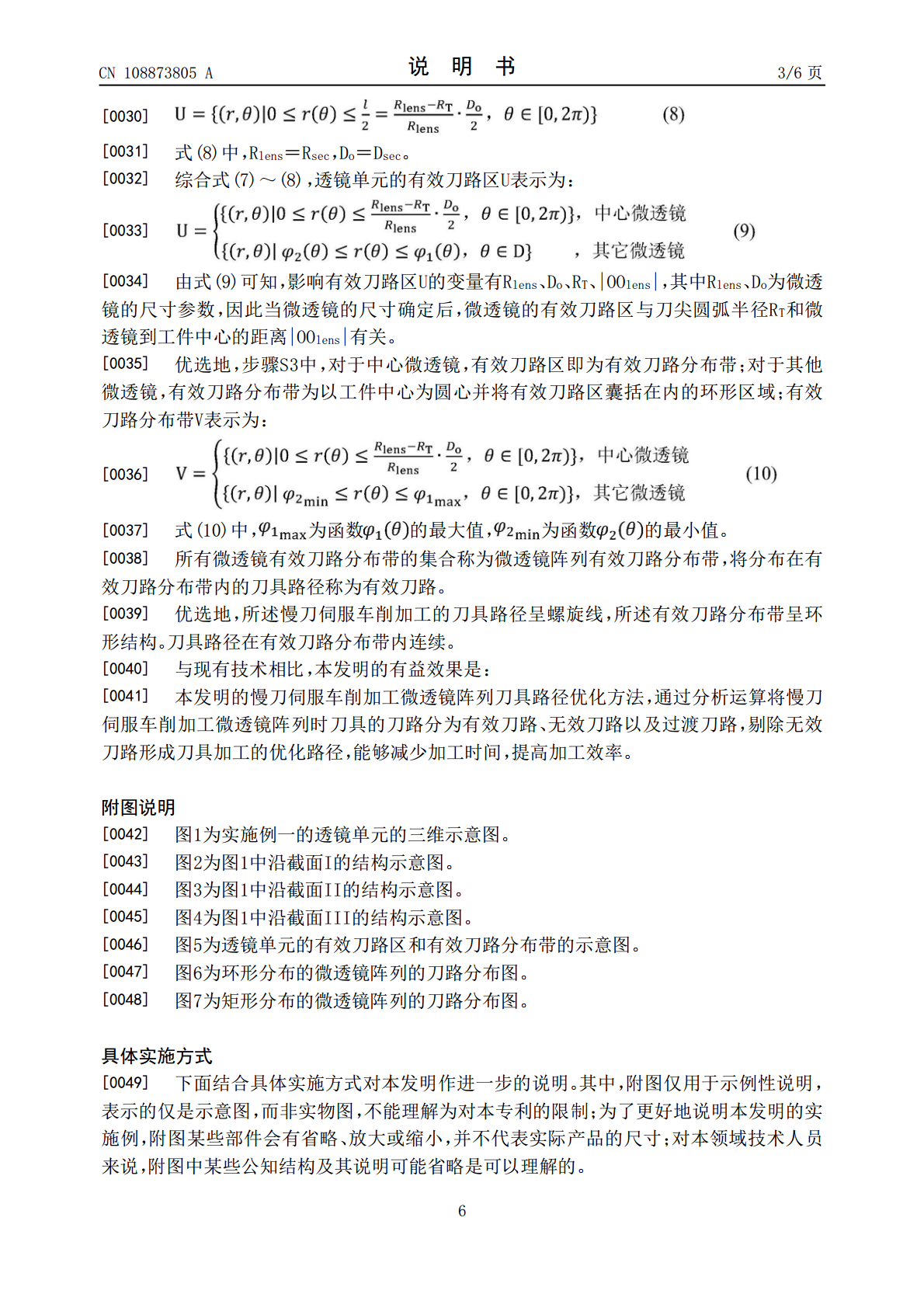
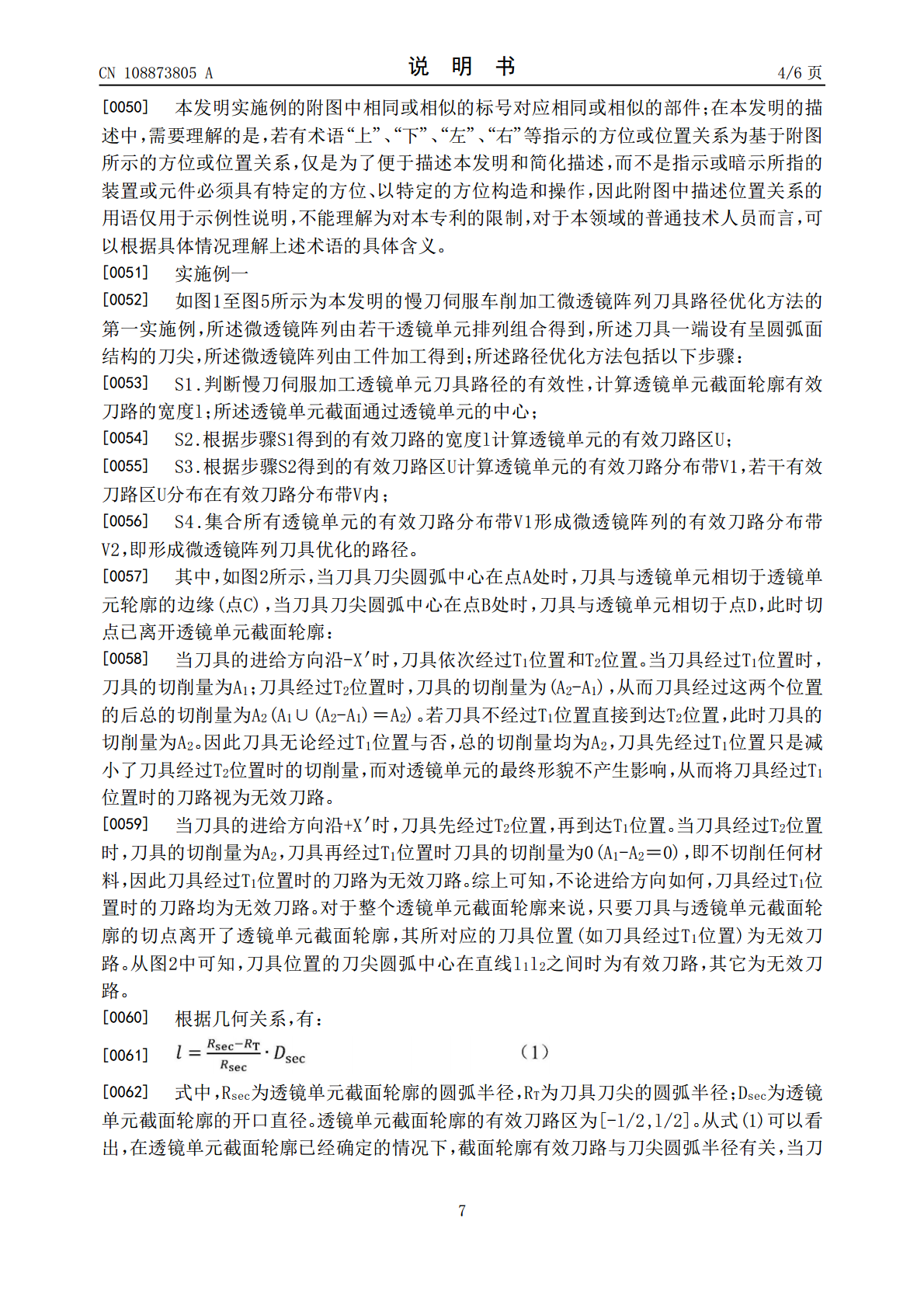
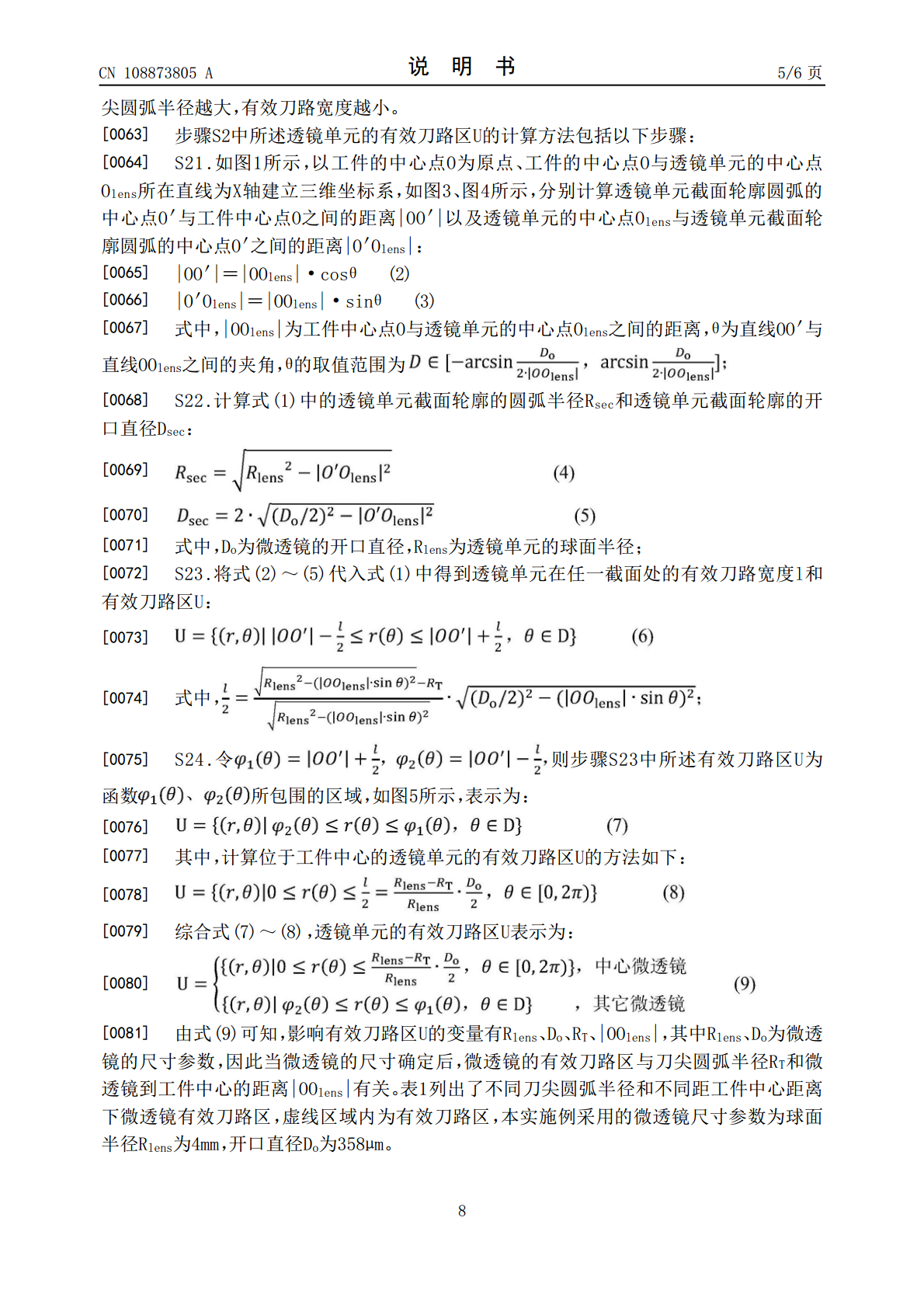
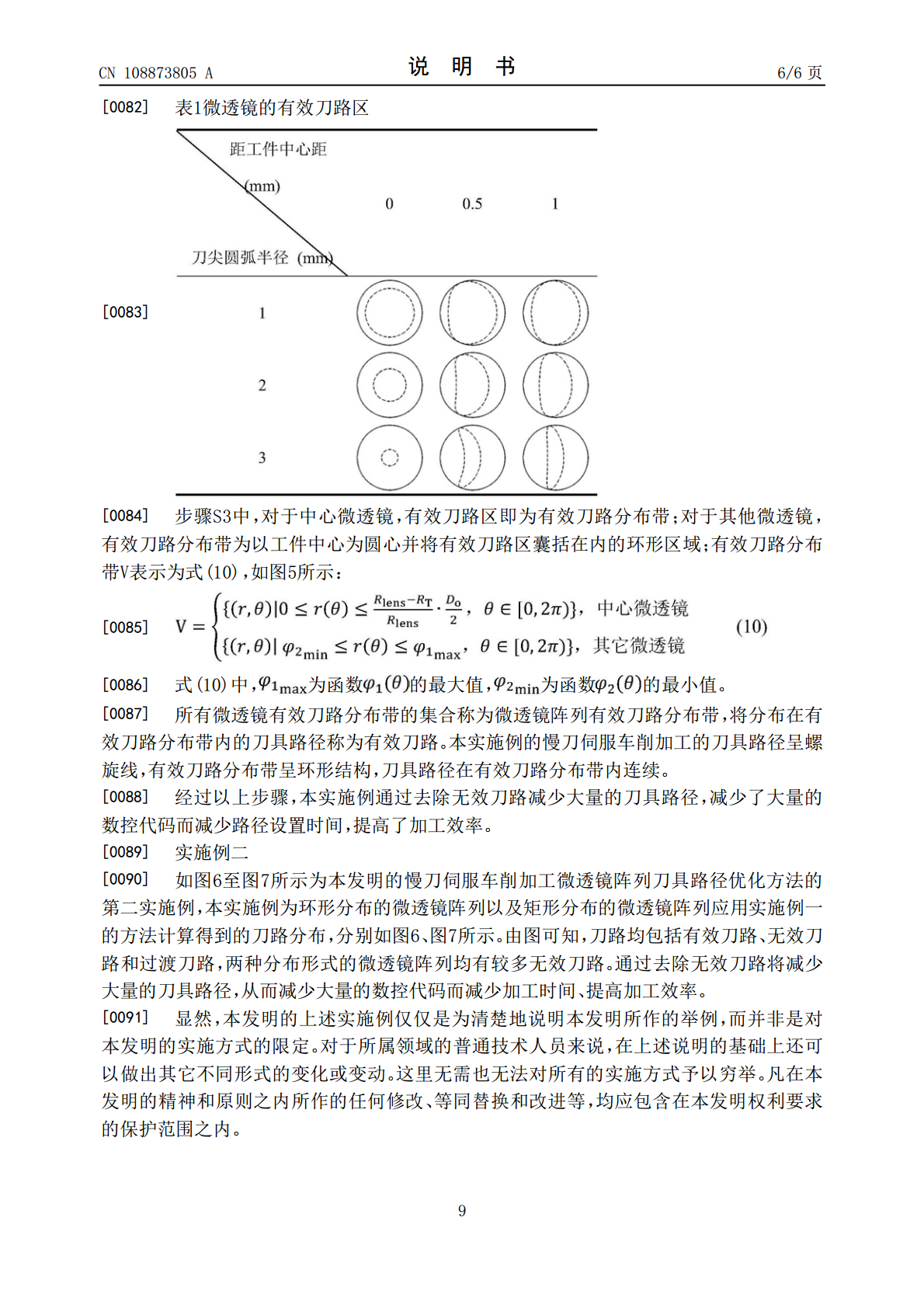
本发明涉及微透镜阵列加工的技术领域,更具体地,涉及一种慢刀伺服车削加工微透镜阵列刀具路径优化方法,包括:判断慢刀伺服加工透镜单元刀具路径的有效性、计算透镜单元截面轮廓有效刀路的宽度、计算透镜单元的有效刀路区、计算透镜单元的有效刀路分布带以及集合所有透镜单元的有效刀路分布带形成微透镜阵列的有效刀路分布带。本发明通过分析运算将慢刀伺服车削加工微透镜阵列时刀具的刀路分为有效刀路、无效刀路以及过渡刀路,剔除无效刀路形成刀具加工的优化路径,能够减少加工时间,提高加工效率。

光学阵列器件的慢刀伺服车削加工技术.docx
光学阵列器件的慢刀伺服车削加工技术光学阵列器件的慢刀伺服车削加工技术摘要:慢刀伺服技术是相对于快刀伺服提出的`方法.采用C轴、X轴、Z轴联动的方法在极坐标或圆柱坐标内进行加工.光学阵列如微透镜阵列、微反射镜阵列在高速数据、声音和视频信号传输中具有重要作用.将光学阵列看作一个自由曲面,使用慢刀伺服车削技术一次加工成形,可以解决传统加工中将光学阵列分块加工后拼装和调整的困难.但是由于光学阵列表面形状复杂,其表面法线的突变可能会使机床运动超出伺服轴执行能力.根据慢刀伺服加工技术的特点,建立了伺服轴执行能力限制曲

用于复杂曲面慢刀伺服车削的刀具半径定向补偿算法.pdf
本发明公开了用于复杂曲面慢刀伺服车削的刀具半径定向补偿算法,包括以下步骤:首先在轮廓截面曲线上建立XZ坐标系,对轮廓截面曲线进行点位离散,获得离散点位,并且Z坐标值用Di,j表示,下标中i表示经过补偿的次数,j表示点序列,然后在被补偿点D0,j处,求得细分半径补偿点D
复杂曲面零件慢刀伺服磨削加工刀具轨迹规划方法.pdf
本发明复杂曲面零件慢刀伺服磨削加工刀具轨迹规划方法属于多轴数控机床高精加工领域,涉及一种复杂曲面零件慢刀伺服磨削加工刀具轨迹规划方法。该方法根据曲面几何特征、砂轮几何参数在残留高度和弓高误差约束下确定刀触点、刀位点。通过建立工件坐标系、砂轮坐标系和砂轮‑曲面接触模型,结合复杂曲面上刀触点法向量与砂轮磨削点法向量之间的关联关系,计算工件坐标系中砂轮‑曲面接触点的位置及磨削过程中C轴转角。结合工件坐标系中刀位点坐标、C轴转角和设定的C轴转速生成慢刀伺服磨削加工NC刀具轨迹。该方法可实现高陡度、周向轮廓凹凸起伏

一种微透镜阵列加工方法.pdf
本发明公开一种微透镜阵列加工方法,包括如下步骤:步骤一、加工模板模具,模板模具上具有能够固定微球的凹坑;步骤二、在模板模具上自组装微球组成的阵列;步骤三、利用步骤二中获得的微球组成的阵列,在一定温度下压印光刻胶,获得光刻胶表面微透镜阵列图案;步骤四、利用等离子体刻蚀实现步骤三中所获得的光刻胶上的微透镜阵列图案向基底模具转移;步骤五、去除基底模具上的残留光刻胶,得到微透镜阵列模具。本发明利用凹坑为微球自组装导向,通过调整凹坑的孔径、凹坑之间的间距、位置以及微球的大小以达到最终调控微透镜阵列的方式,从而实现位