
一种冷轧薄板软态纵剪导卫装置.pdf

努力****妙风

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧薄板软态纵剪导卫装置.pdf
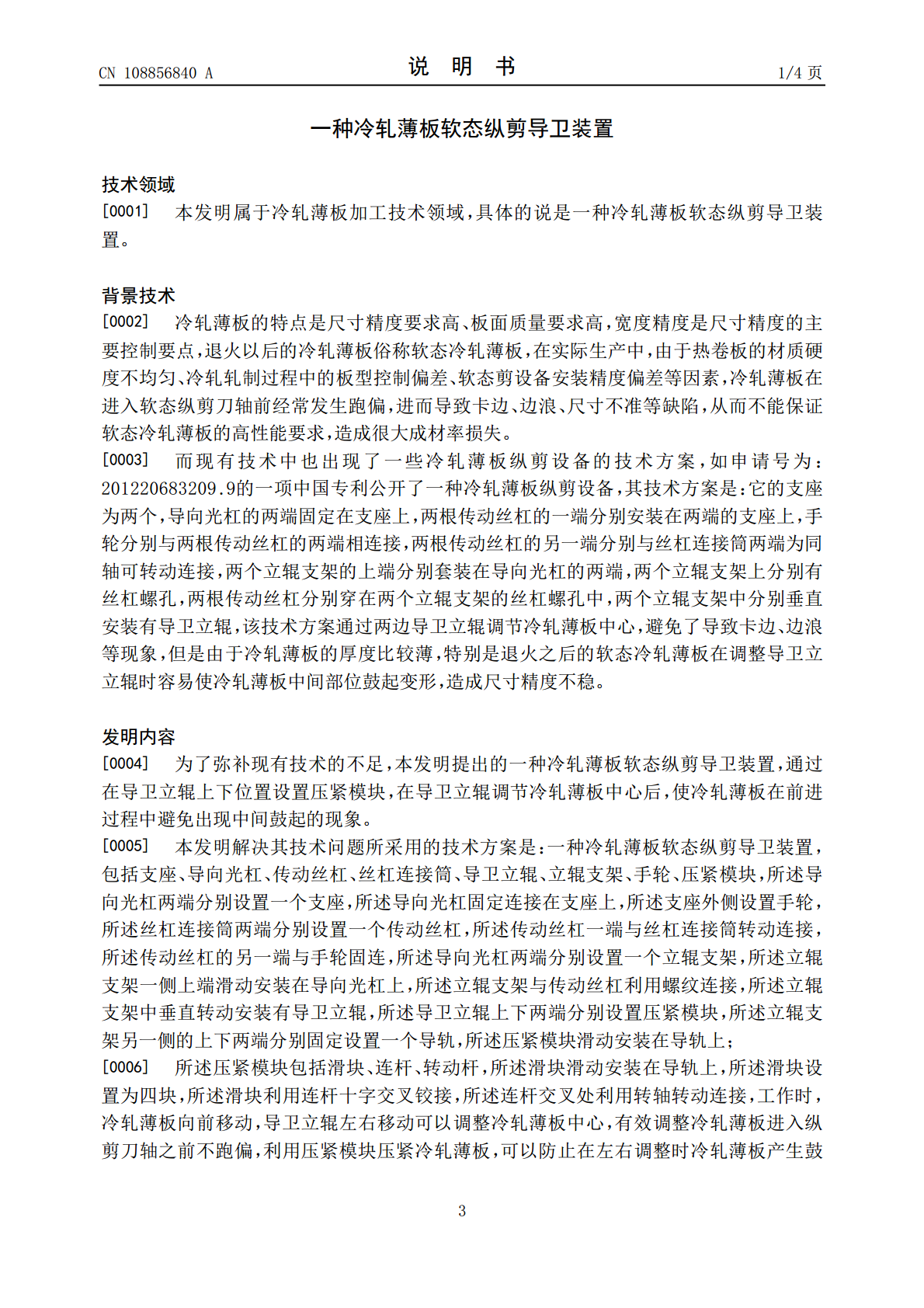
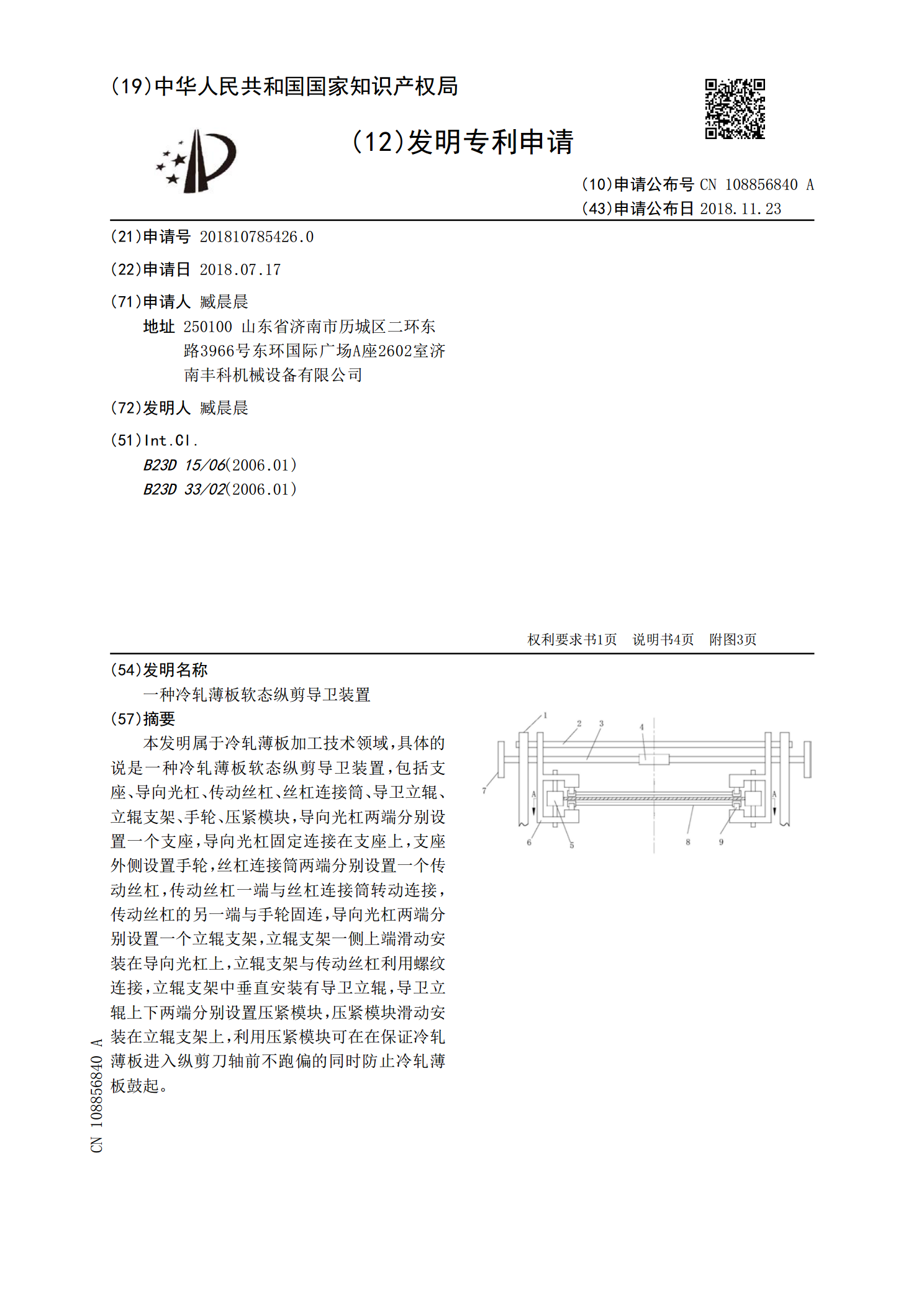
本发明属于冷轧薄板加工技术领域,具体的说是一种冷轧薄板软态纵剪导卫装置,包括支座、导向光杠、传动丝杠、丝杠连接筒、导卫立辊、立辊支架、手轮、压紧模块,导向光杠两端分别设置一个支座,导向光杠固定连接在支座上,支座外侧设置手轮,丝杠连接筒两端分别设置一个传动丝杠,传动丝杠一端与丝杠连接筒转动连接,传动丝杠的另一端与手轮固连,导向光杠两端分别设置一个立辊支架,立辊支架一侧上端滑动安装在导向光杠上,立辊支架与传动丝杠利用螺纹连接,立辊支架中垂直安装有导卫立辊,导卫立辊上下两端分别设置压紧模块,压紧模块滑动安装在立
一种冷轧薄板纵剪方法.pdf
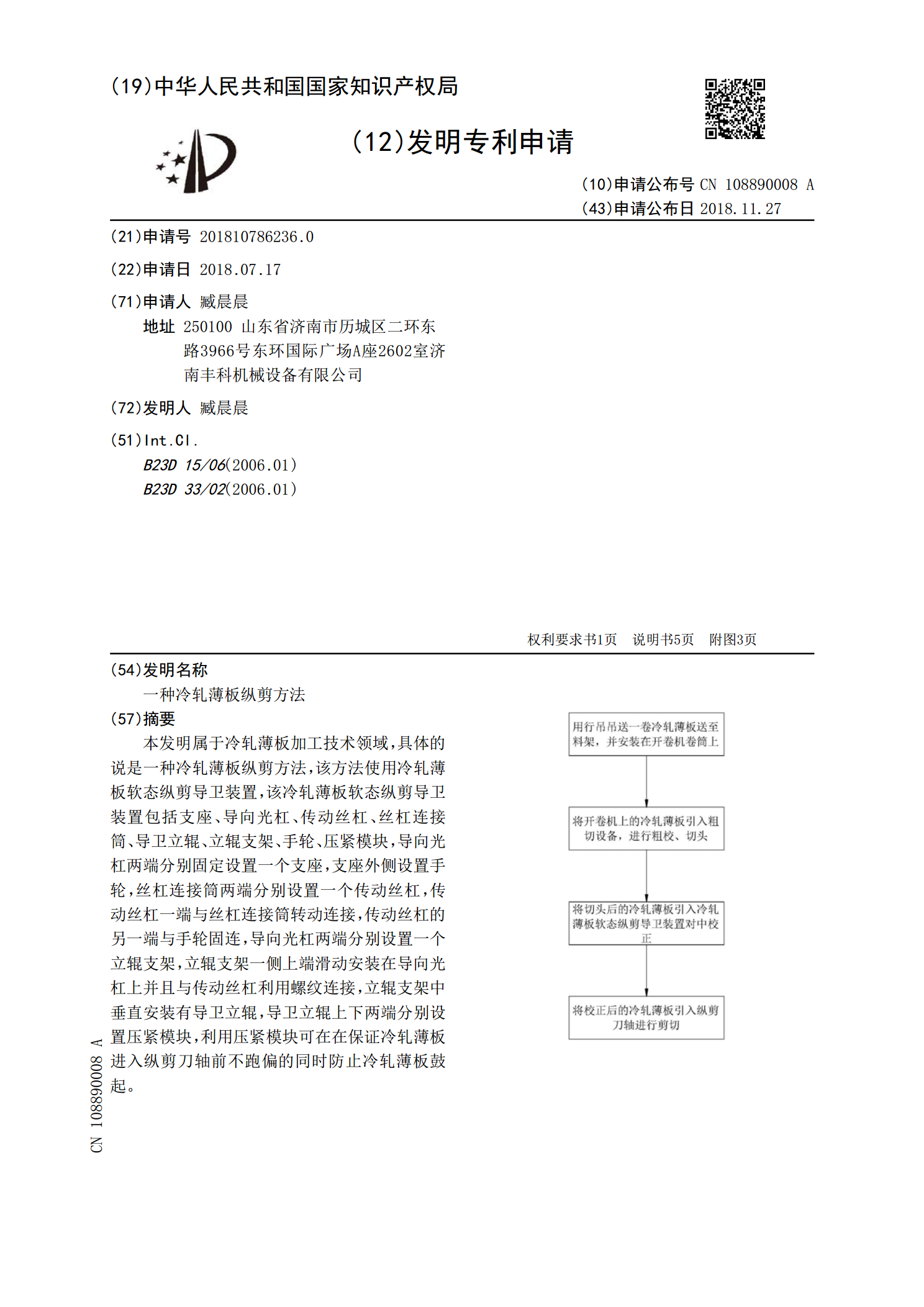
本发明属于冷轧薄板加工技术领域,具体的说是一种冷轧薄板纵剪方法,该方法使用冷轧薄板软态纵剪导卫装置,该冷轧薄板软态纵剪导卫装置包括支座、导向光杠、传动丝杠、丝杠连接筒、导卫立辊、立辊支架、手轮、压紧模块,导向光杠两端分别固定设置一个支座,支座外侧设置手轮,丝杠连接筒两端分别设置一个传动丝杠,传动丝杠一端与丝杠连接筒转动连接,传动丝杠的另一端与手轮固连,导向光杠两端分别设置一个立辊支架,立辊支架一侧上端滑动安装在导向光杠上并且与传动丝杠利用螺纹连接,立辊支架中垂直安装有导卫立辊,导卫立辊上下两端分别设置压紧
一种下调式高速薄板纵剪机.pdf
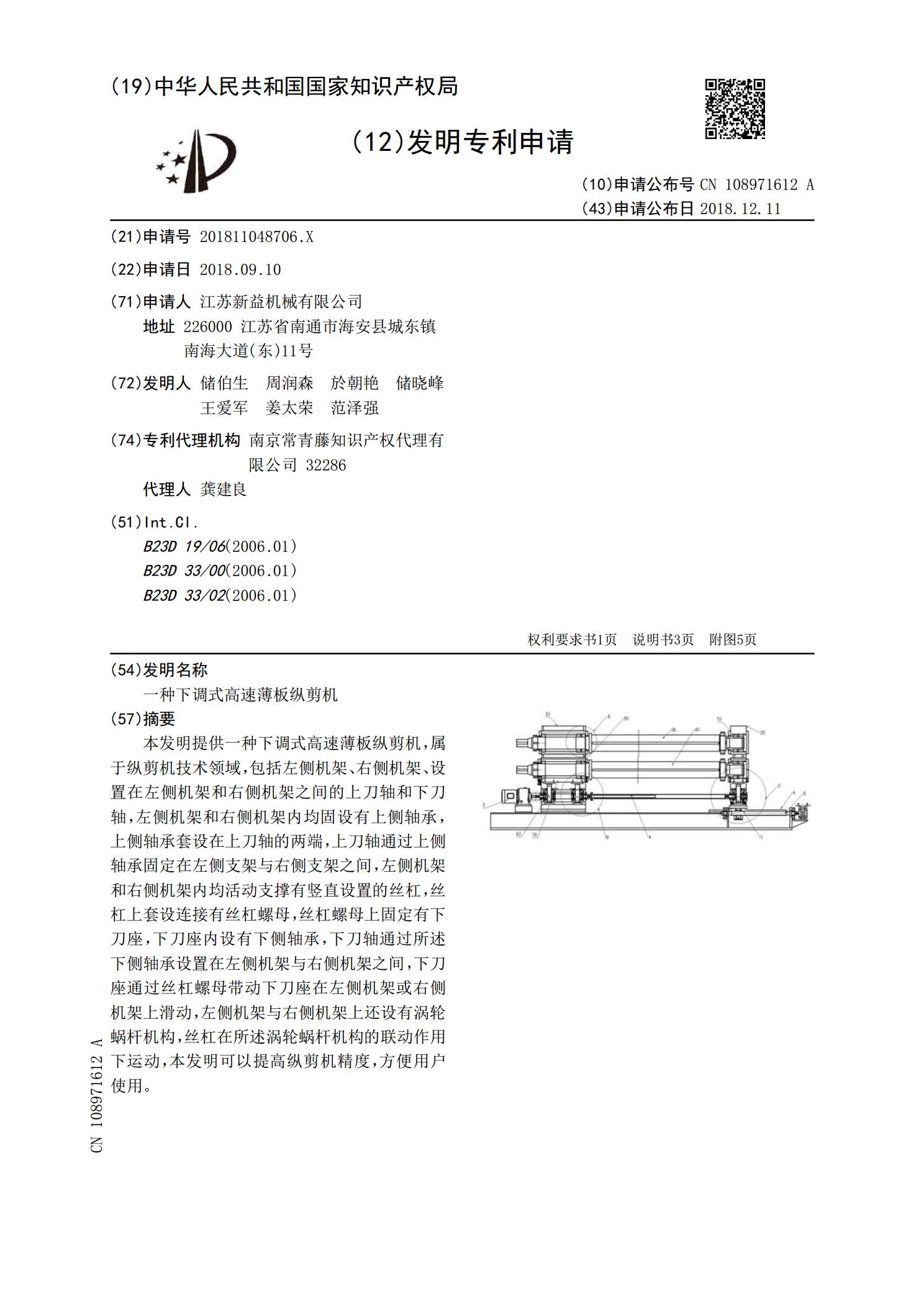
本发明提供一种下调式高速薄板纵剪机,属于纵剪机技术领域,包括左侧机架、右侧机架、设置在左侧机架和右侧机架之间的上刀轴和下刀轴,左侧机架和右侧机架内均固设有上侧轴承,上侧轴承套设在上刀轴的两端,上刀轴通过上侧轴承固定在左侧支架与右侧支架之间,左侧机架和右侧机架内均活动支撑有竖直设置的丝杠,丝杠上套设连接有丝杠螺母,丝杠螺母上固定有下刀座,下刀座内设有下侧轴承,下刀轴通过所述下侧轴承设置在左侧机架与右侧机架之间,下刀座通过丝杠螺母带动下刀座在左侧机架或右侧机架上滑动,左侧机架与右侧机架上还设有涡轮蜗杆机构,丝

一种纵径振动薄板裁剪装置及其应用.pdf
本发明公开了一种纵径振动薄板裁剪装置及其应用,包括三维运动机构,纵径振动裁剪部件,数字控制系统。三维运动机构包括基台,丝杠,立柱,螺母副,联轴器,驱动电机,上下调整对刀机构,支撑架,纵向运动平台,横向运动平台,固定架;纵径振动裁剪部件包括上端驱动电机,外套筒,连轴筒,弹簧,下端驱动电机,电机法兰盘,内套筒,轴承,压电振动器,法兰盘,振幅放大器,径振裁剪盘刀,脉冲电源;本发明提供了一种全新结构的纵径振动薄板裁剪装置及其应用,使用附加纵径振动超声波的工具对薄木板进行曲线裁剪,裁剪整齐,精度高,具有很好的市场应
纵剪机组边料卷取装置.pdf
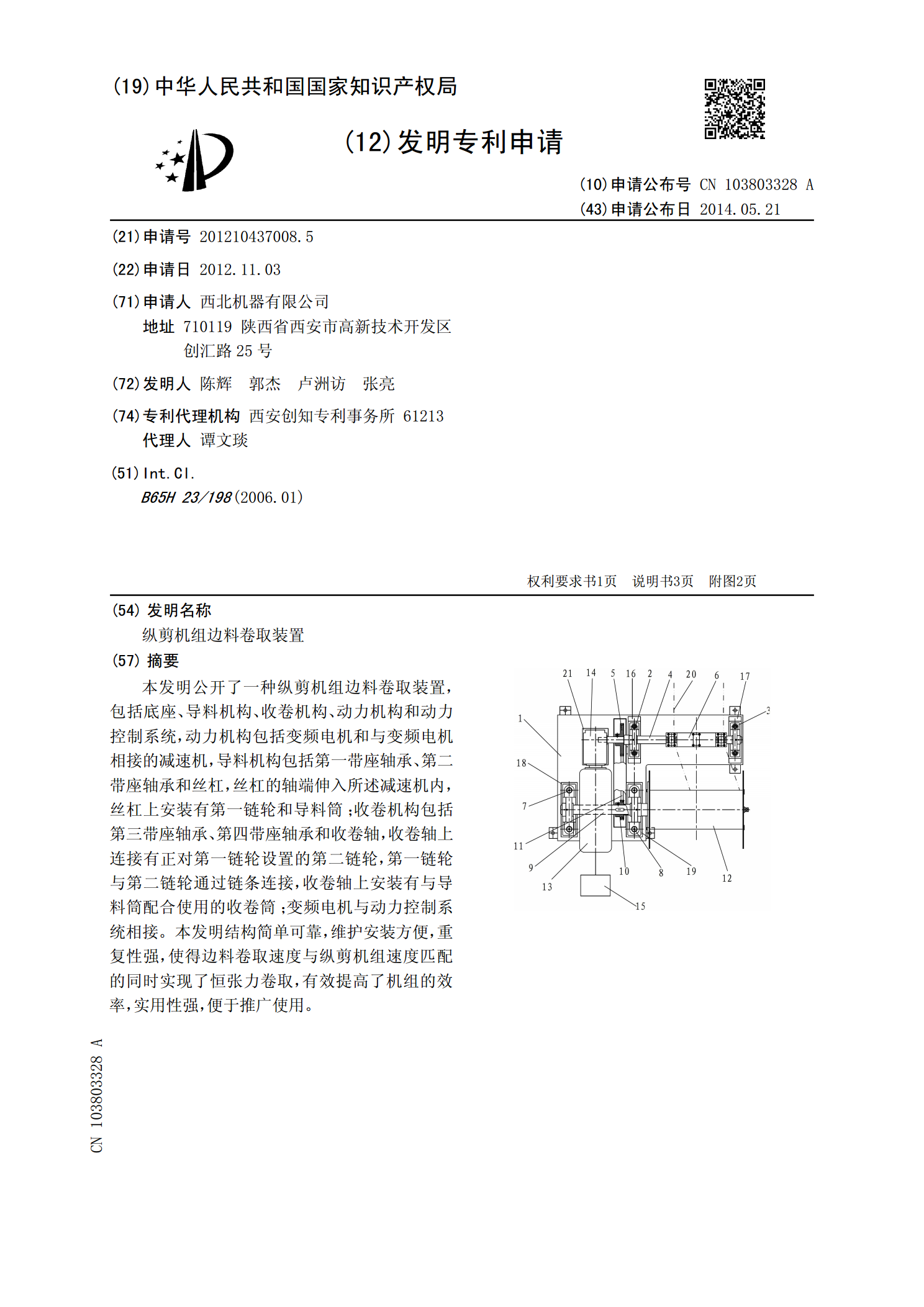
本发明公开了一种纵剪机组边料卷取装置,包括底座、导料机构、收卷机构、动力机构和动力控制系统,动力机构包括变频电机和与变频电机相接的减速机,导料机构包括第一带座轴承、第二带座轴承和丝杠,丝杠的轴端伸入所述减速机内,丝杠上安装有第一链轮和导料筒;收卷机构包括第三带座轴承、第四带座轴承和收卷轴,收卷轴上连接有正对第一链轮设置的第二链轮,第一链轮与第二链轮通过链条连接,收卷轴上安装有与导料筒配合使用的收卷筒;变频电机与动力控制系统相接。本发明结构简单可靠,维护安装方便,重复性强,使得边料卷取速度与纵剪机组速度匹配