
一种用于紫铜管加工的自动切割出料装置.pdf

丹烟****魔王

1/8
2/8

3/8
4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于紫铜管加工的自动切割出料装置.pdf
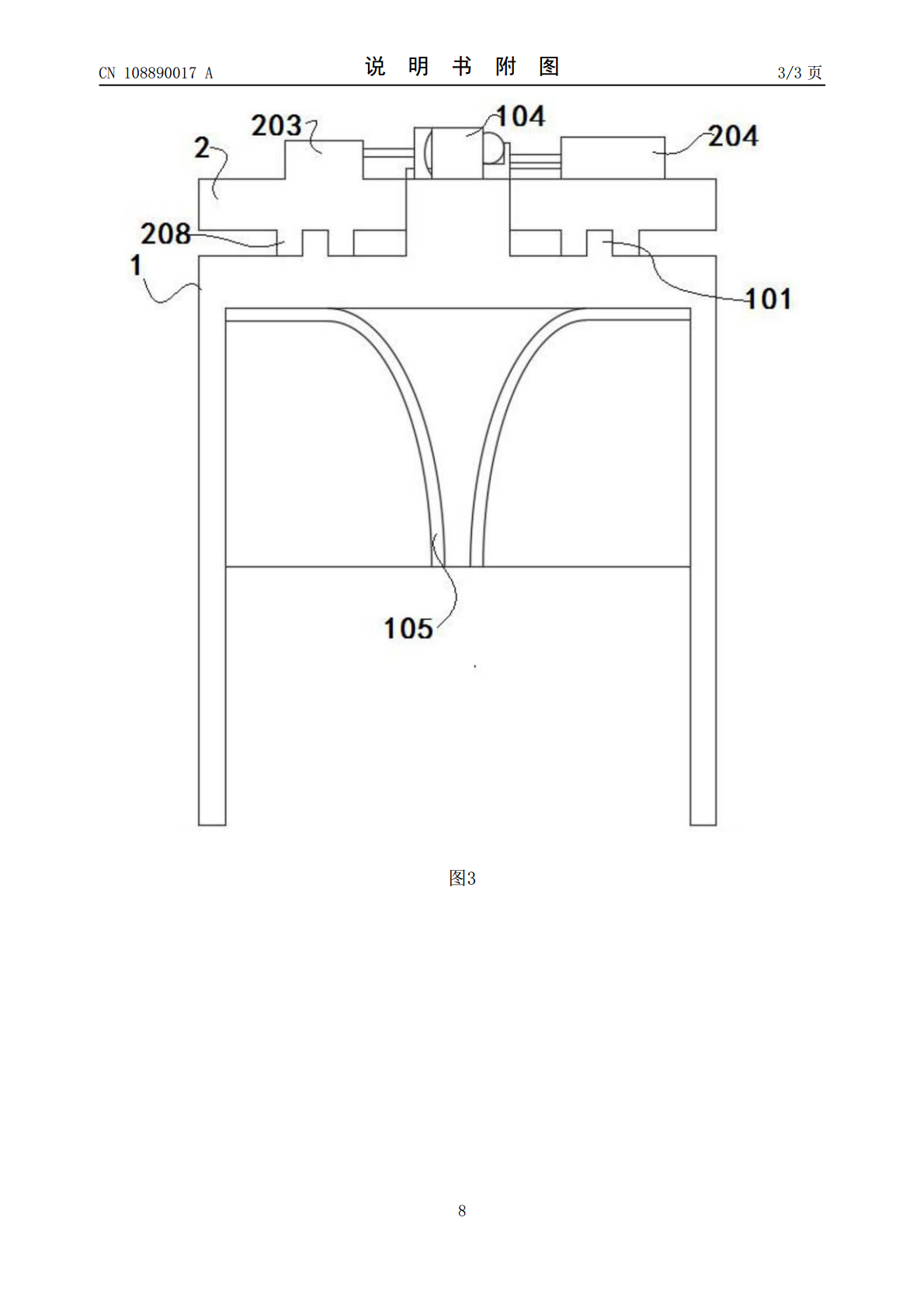
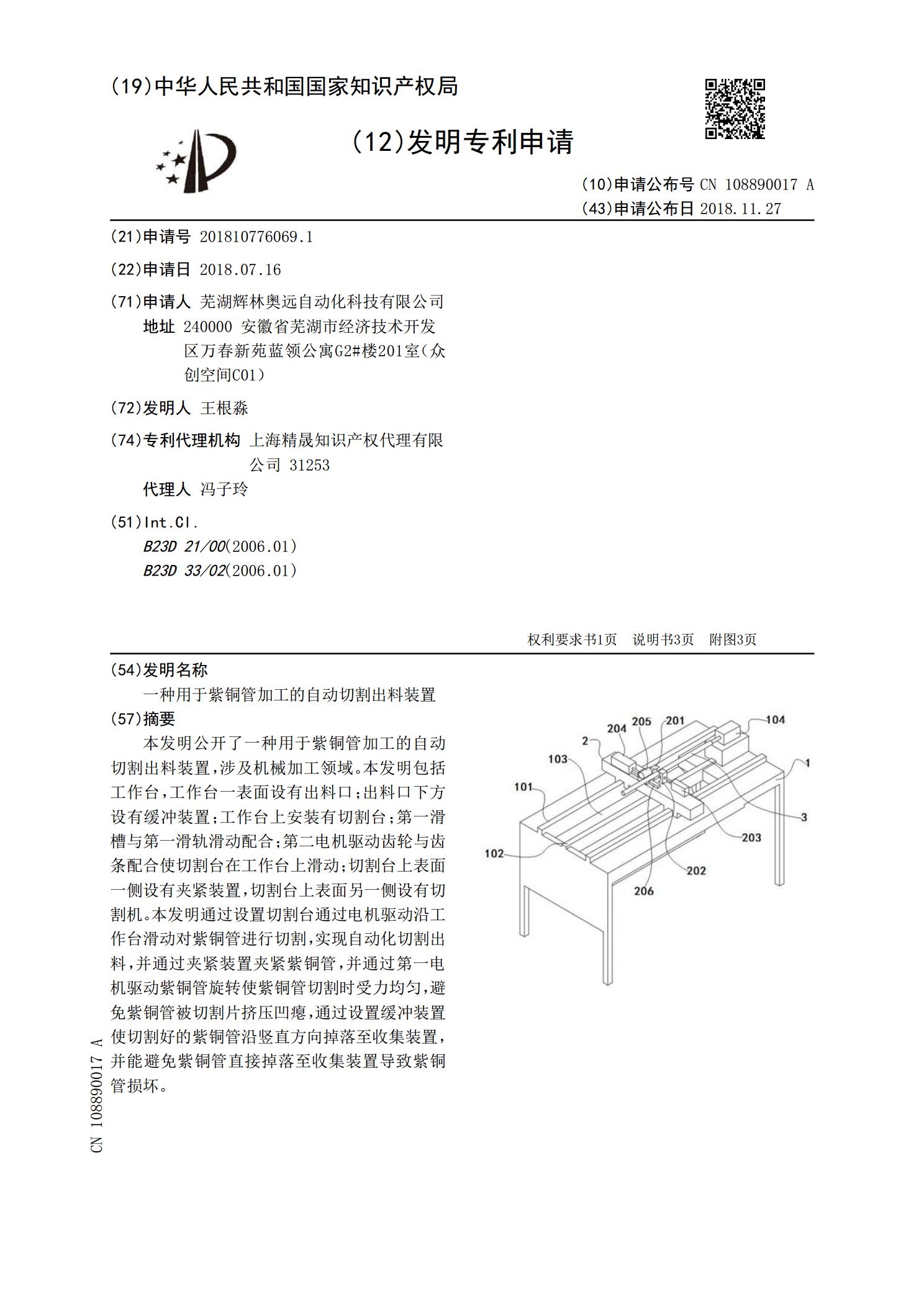
本发明公开了一种用于紫铜管加工的自动切割出料装置,涉及机械加工领域。本发明包括工作台,工作台一表面设有出料口;出料口下方设有缓冲装置;工作台上安装有切割台;第一滑槽与第一滑轨滑动配合;第二电机驱动齿轮与齿条配合使切割台在工作台上滑动;切割台上表面一侧设有夹紧装置,切割台上表面另一侧设有切割机。本发明通过设置切割台通过电机驱动沿工作台滑动对紫铜管进行切割,实现自动化切割出料,并通过夹紧装置夹紧紫铜管,并通过第一电机驱动紫铜管旋转使紫铜管切割时受力均匀,避免紫铜管被切割片挤压凹瘪,通过设置缓冲装置使切割好的紫
一种用于中药加工的切料装置.pdf
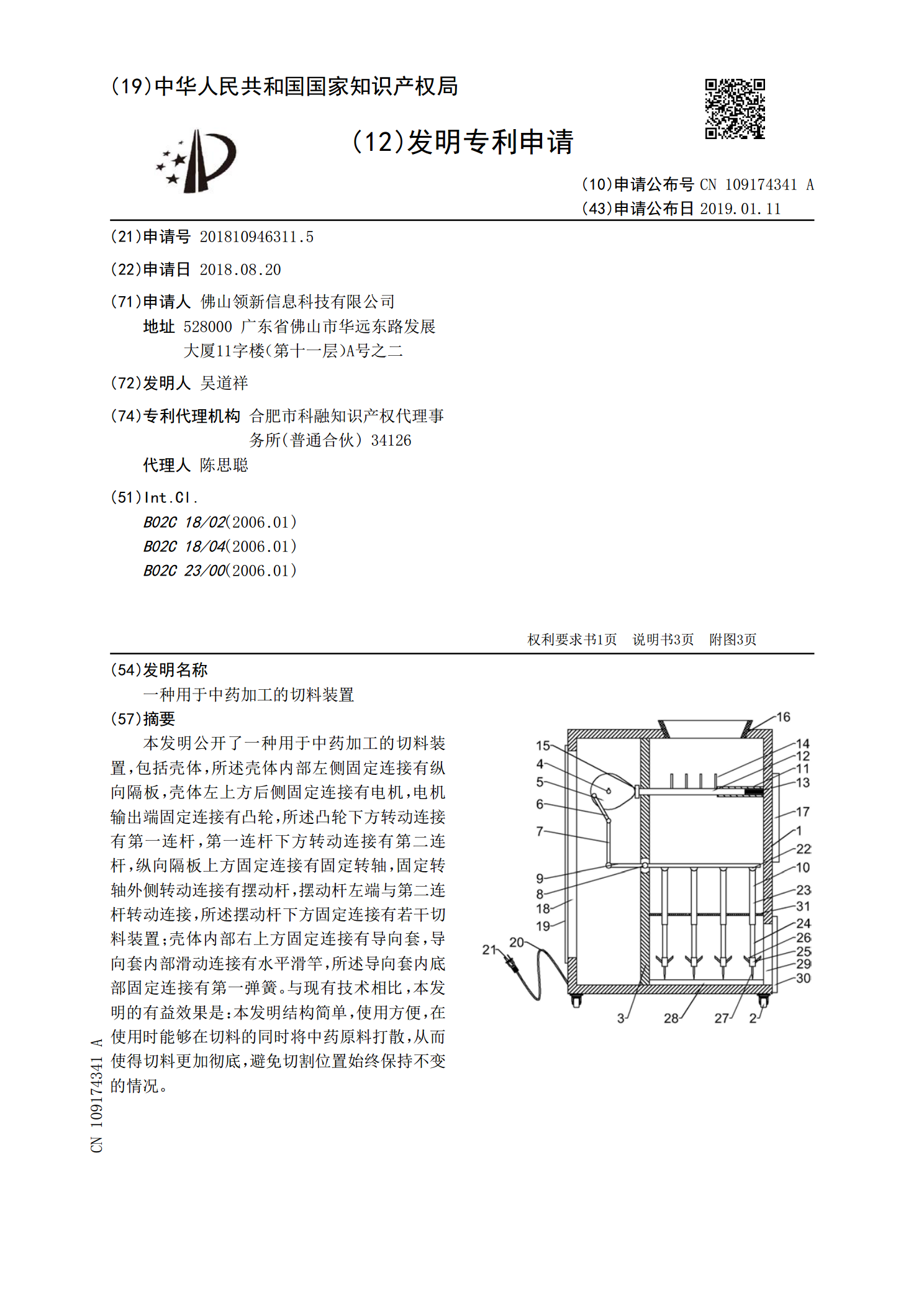
本发明公开了一种用于中药加工的切料装置,包括壳体,所述壳体内部左侧固定连接有纵向隔板,壳体左上方后侧固定连接有电机,电机输出端固定连接有凸轮,所述凸轮下方转动连接有第一连杆,第一连杆下方转动连接有第二连杆,纵向隔板上方固定连接有固定转轴,固定转轴外侧转动连接有摆动杆,摆动杆左端与第二连杆转动连接,所述摆动杆下方固定连接有若干切料装置;壳体内部右上方固定连接有导向套,导向套内部滑动连接有水平滑竿,所述导向套内底部固定连接有第一弹簧。与现有技术相比,本发明的有益效果是:本发明结构简单,使用方便,在使用时能够在

一种用于熔指仪的自动切料装置.pdf
本实用新型公开了一种用于熔指仪的自动切料装置,包括底座,所述底座的底部四拐角处固定安装有支撑腿,所述底座的顶部左侧固定安装有安装架,所述安装架的顶部固定安装有外箱,所述外箱的内部设有料桶,所述料桶的底部贯穿外箱设有下料阀。本实用新型采用上述结构,在使用期间,可通过启动下料阀打开外箱内侧的料筒,进而将材料排出,此时通过启动驱动电机运行带动传动带轮转动,通过传动带轮的转动驱动另外一组传动带轮转动,进而通过驱动电机带动丝杆驱动滑块相互滑动,进而使得滑块带动切刀相互移动对材料进行切割,从而通过采用两组切刀同时切割
一种家具加工自动出料切板装置及切板方法.pdf
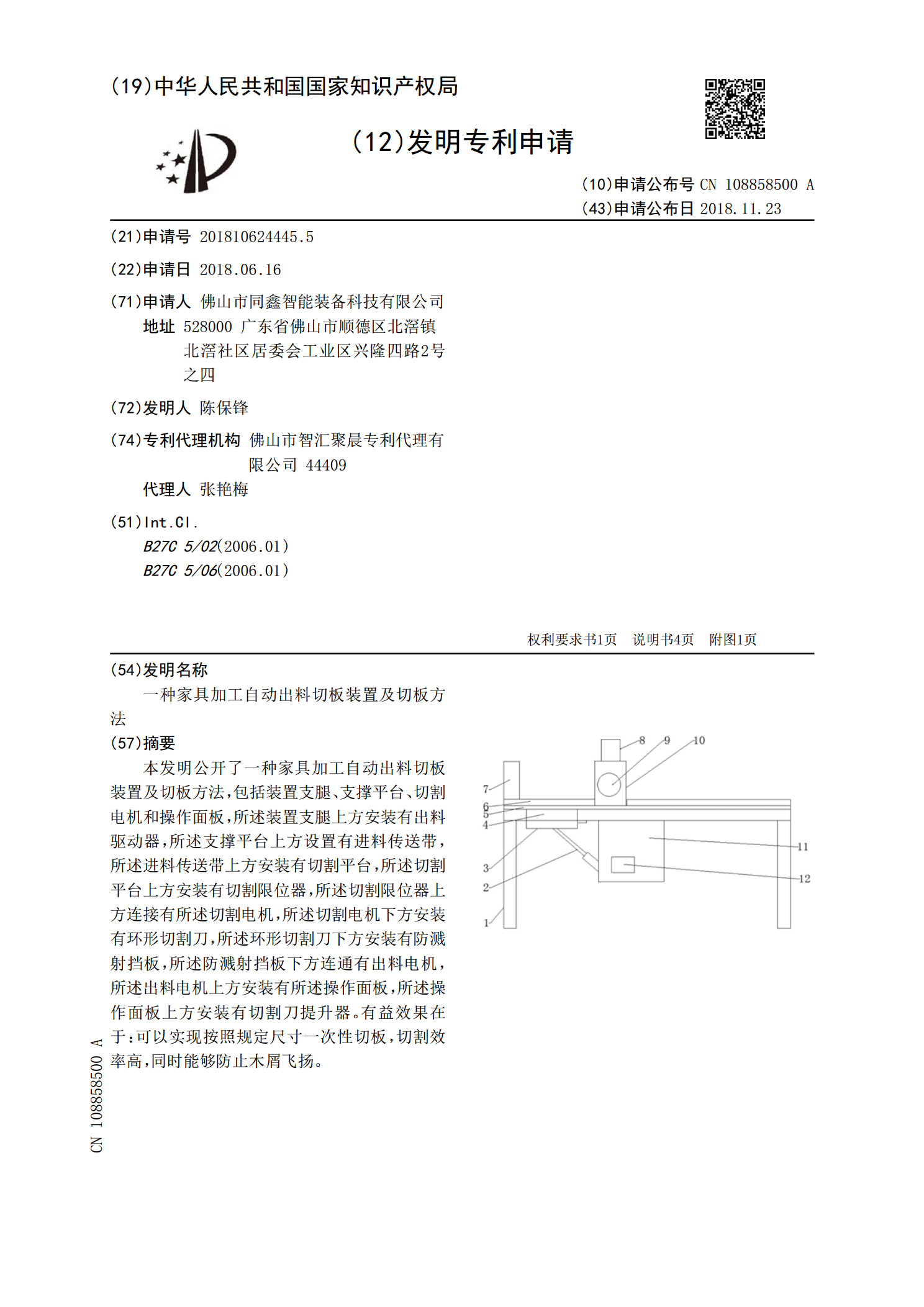
本发明公开了一种家具加工自动出料切板装置及切板方法,包括装置支腿、支撑平台、切割电机和操作面板,所述装置支腿上方安装有出料驱动器,所述支撑平台上方设置有进料传送带,所述进料传送带上方安装有切割平台,所述切割平台上方安装有切割限位器,所述切割限位器上方连接有所述切割电机,所述切割电机下方安装有环形切割刀,所述环形切割刀下方安装有防溅射挡板,所述防溅射挡板下方连通有出料电机,所述出料电机上方安装有所述操作面板,所述操作面板上方安装有切割刀提升器。有益效果在于:可以实现按照规定尺寸一次性切板,切割效率高,同时能
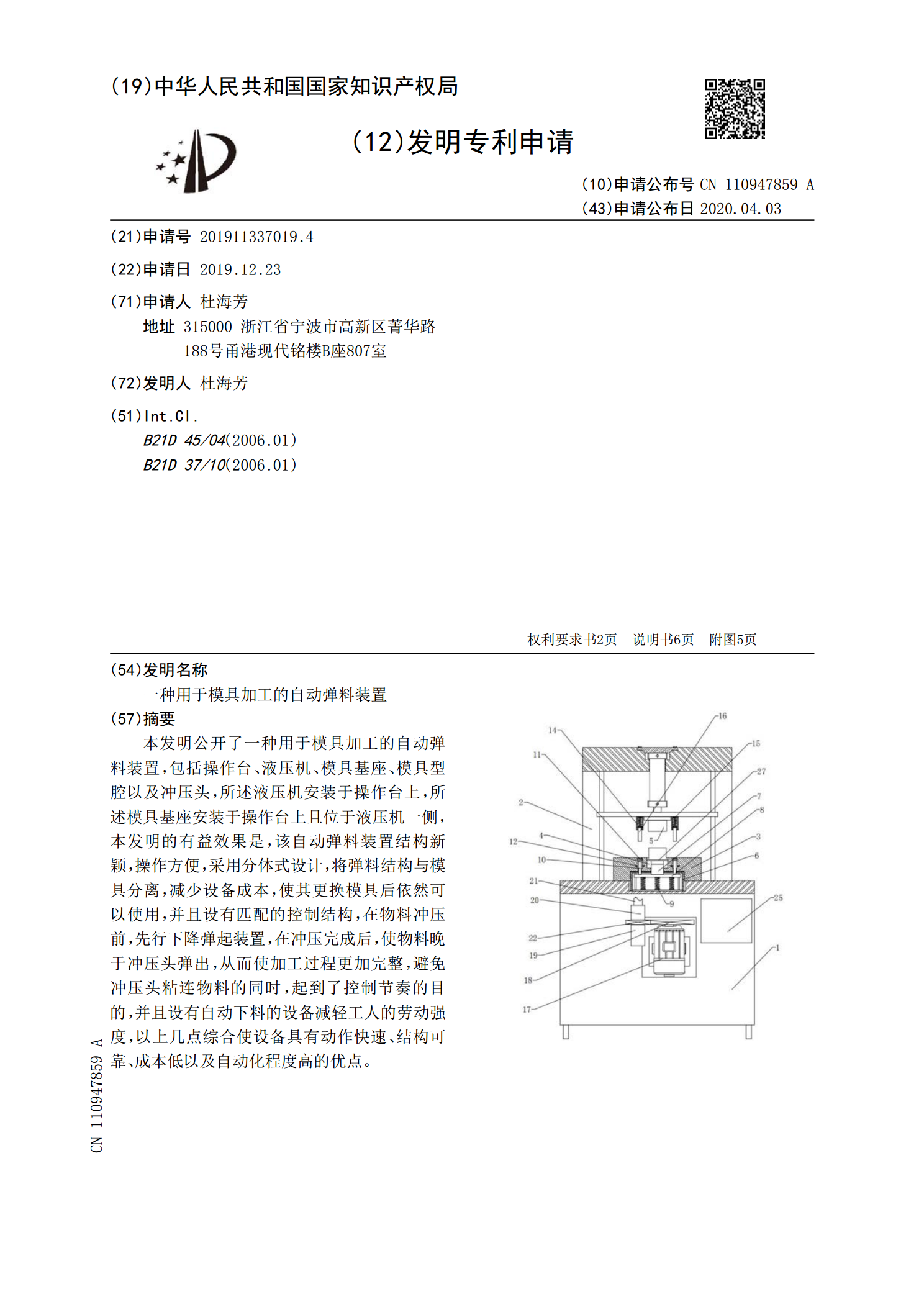
一种用于模具加工的自动弹料装置.pdf
本发明公开了一种用于模具加工的自动弹料装置,包括操作台、液压机、模具基座、模具型腔以及冲压头,所述液压机安装于操作台上,所述模具基座安装于操作台上且位于液压机一侧,本发明的有益效果是,该自动弹料装置结构新颖,操作方便,采用分体式设计,将弹料结构与模具分离,减少设备成本,使其更换模具后依然可以使用,并且设有匹配的控制结构,在物料冲压前,先行下降弹起装置,在冲压完成后,使物料晚于冲压头弹出,从而使加工过程更加完整,避免冲压头粘连物料的同时,起到了控制节奏的目的,并且设有自动下料的设备减轻工人的劳动强度,以上几