
一种薄板修复用焊接装置.pdf

是向****23


1/8
2/8

3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄板修复用焊接装置.pdf
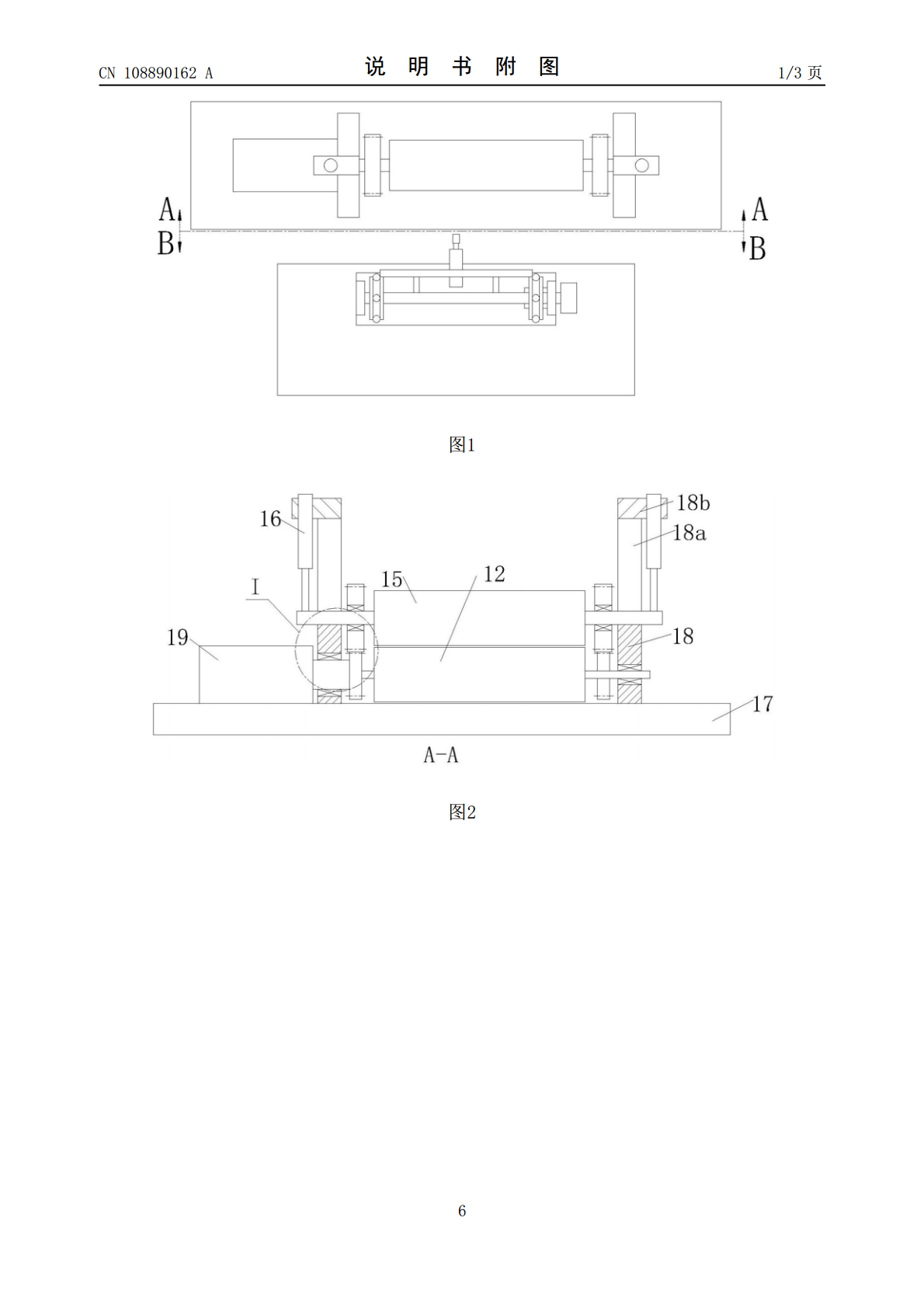
本发明涉及薄板夹持调节焊接修复领域,具体是一种薄板修复用焊接装置,包括支撑板一和支撑板二、分别设置在支撑板一和支撑板二上的两块立板一和两块立板二,所述的支撑板一上设置有夹紧电机,所述的两块立板一之间设置有与夹紧电机配合的夹紧装置;所述的两个立板二之间设置有用于使得焊枪上下升降的升降装置,利用相互配合的链轮和链条对焊枪的上下位置进行调节,同时配合调整电机对焊枪的位置进行调整,保障焊接修复时的加工精度;利用下齿轮与上齿轮进行分离和啮合来实现对薄板类工件的夹紧便于焊枪进行焊接修复,使得焊接修复的质量稳定,同时下
一种汽车薄板焊接装置.pdf
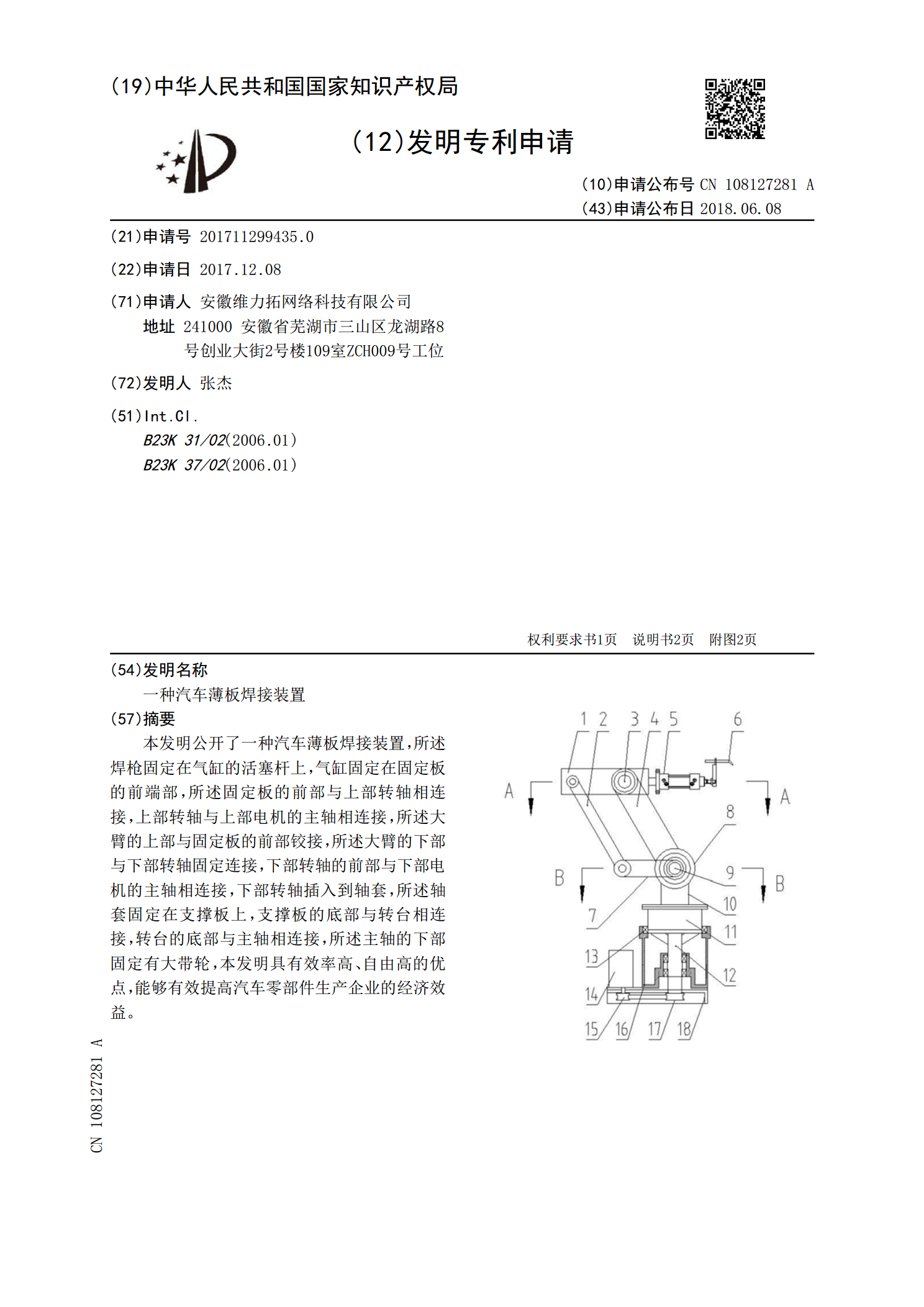
本发明公开了一种汽车薄板焊接装置,所述焊枪固定在气缸的活塞杆上,气缸固定在固定板的前端部,所述固定板的前部与上部转轴相连接,上部转轴与上部电机的主轴相连接,所述大臂的上部与固定板的前部铰接,所述大臂的下部与下部转轴固定连接,下部转轴的前部与下部电机的主轴相连接,下部转轴插入到轴套,所述轴套固定在支撑板上,支撑板的底部与转台相连接,转台的底部与主轴相连接,所述主轴的下部固定有大带轮,本发明具有效率高、自由高的优点,能够有效提高汽车零部件生产企业的经济效益。

一种船舶薄板焊接装置.pdf
本发明公开了一种船舶薄板焊接装置,包括焊枪,还包括焊装架,焊枪固定在焊装架上,焊装架上还固定有同步加热枪,同步加热枪与焊枪摆放成夹角结构,且同步加热枪与焊枪枪头延长线相交,同步加热枪与焊枪间留有薄板通道。使用本船舶薄板焊接装置进行薄板焊接时,薄板放置在薄板通道中,焊枪和同步加热枪分置薄板两面,当焊枪在薄板一面焊接的同时,同步加热枪在另一面对应焊接位置的区域进行加热,避免薄板单面受热,这样可使得薄板两面温差减小,减轻薄板两面因受热伸展程度不等而发生的弯曲,从而控制薄板焊接的变形程度。
一种具有焊接修边的焊接装置.pdf
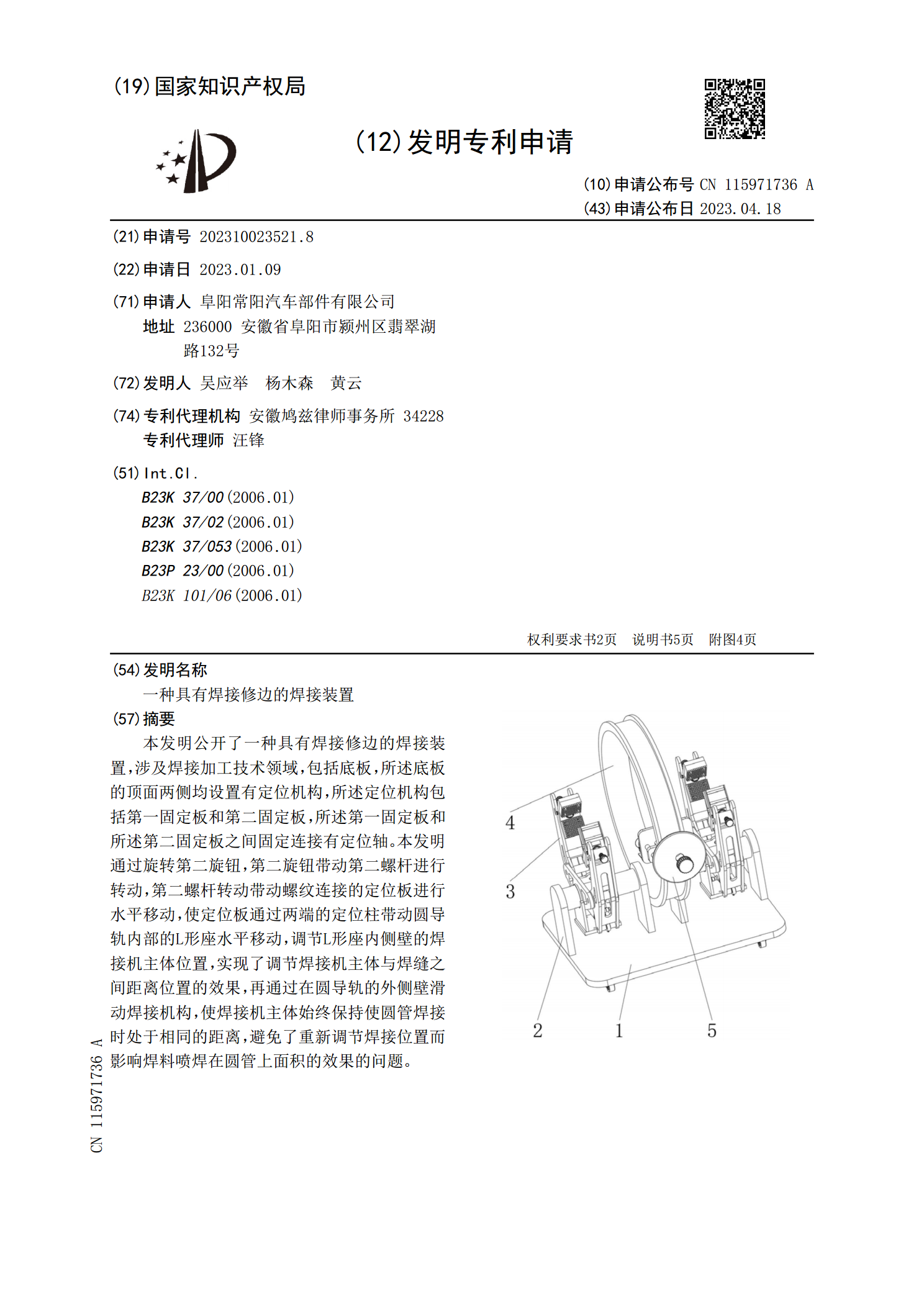
本发明公开了一种具有焊接修边的焊接装置,涉及焊接加工技术领域,包括底板,所述底板的顶面两侧均设置有定位机构,所述定位机构包括第一固定板和第二固定板,所述第一固定板和所述第二固定板之间固定连接有定位轴。本发明通过旋转第二旋钮,第二旋钮带动第二螺杆进行转动,第二螺杆转动带动螺纹连接的定位板进行水平移动,使定位板通过两端的定位柱带动圆导轨内部的L形座水平移动,调节L形座内侧壁的焊接机主体位置,实现了调节焊接机主体与焊缝之间距离位置的效果,再通过在圆导轨的外侧壁滑动焊接机构,使焊接机主体始终保持使圆管焊接时处于相

一种用于薄板对接形式的焊接装置及方法.pdf
本发明公开一种用于薄板对接形式的焊接装置及方法,具有上带动力传动系统和下带动力传动系统,所述上带动力传动系统具有上导轨,上导轨上设有上支臂,上支臂的下端设有上压紧轮轴承,上压紧轮轴承上设有上压紧轮,上导轨上还设有焊接机构和送丝机构;所述下带动力传动系统具有与上导轨相对设置的下导轨,下导轨上设有下支臂,下肢臂的上端设有下压紧轮轴承,下压紧轮轴承上设有与上压紧轮相对设置的下压紧轮,薄板的对接处置于上压紧轮和下压紧轮之间。该方法使用方便,设备维护简单,制造成本低。