
一种检测设备及检测方法.pdf

书生****瑞梦


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种检测设备及检测方法.pdf
本发明公开了一种检测设备,所述检测设备包括箱体、导轨和检测单元,所述检测单元包括外径检测模块、内径检测模块、距离检测模块、位置度检测模块、螺纹检测模块、倒角检测模块和圆跳动度检测模块;所述导轨水平设置于所述箱体内,用于传输工件;各个检测模块设置于导轨的上侧或者下侧,用于检测工件的参数本发明还公开了应用该检测设备对轮毂轴轮和轮毂进行检测的检测方法。采用本发明,本发明所述的检测设备能够满足工件外径、内径、长度、垂直度和位置度、孔径、孔深以及圆跳动度等参数的检测,工件在导轨上依次经过各个检测模块进行检测,其结构
一种外观检测设备及检测方法.pdf
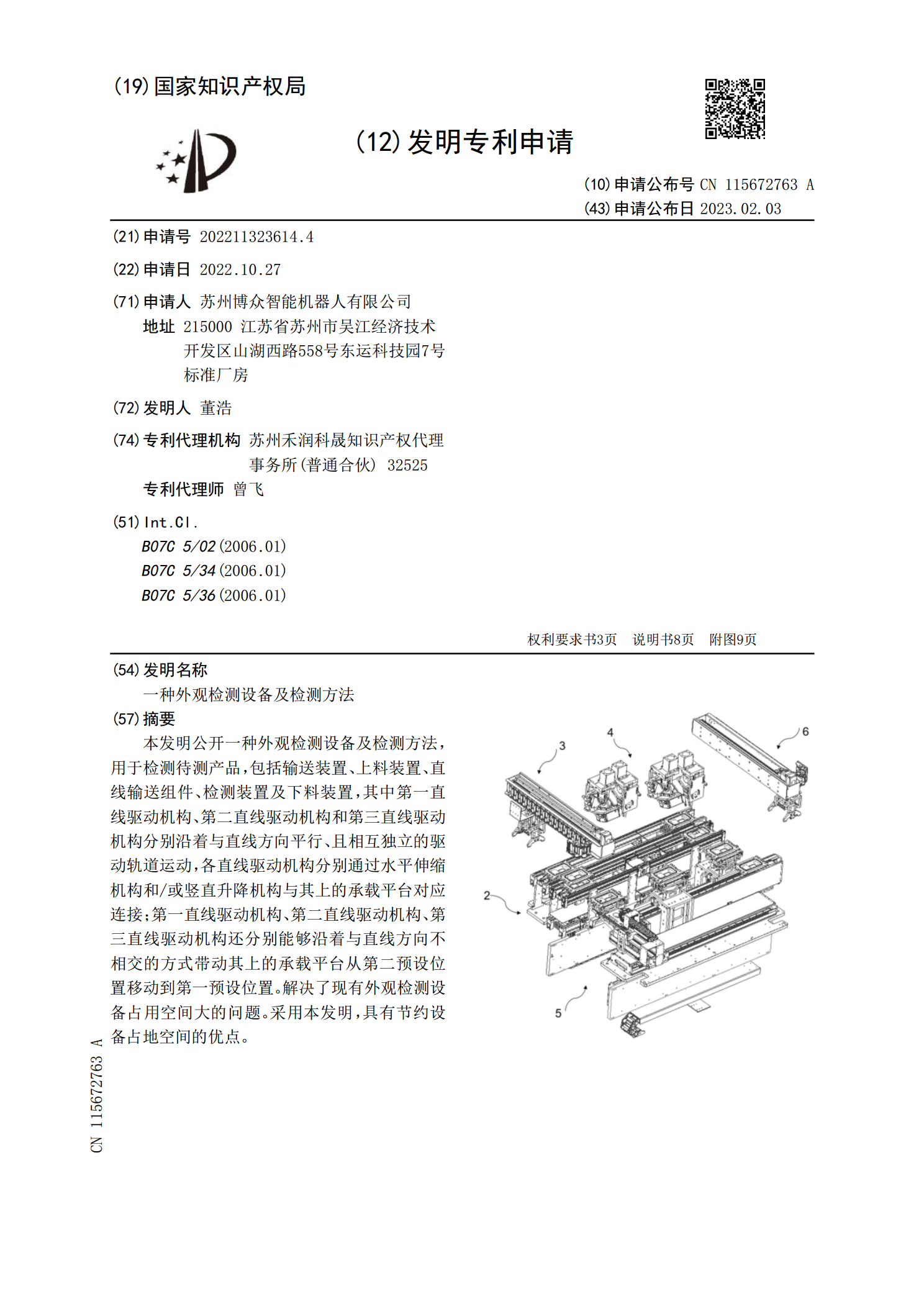
本发明公开一种外观检测设备及检测方法,用于检测待测产品,包括输送装置、上料装置、直线输送组件、检测装置及下料装置,其中第一直线驱动机构、第二直线驱动机构和第三直线驱动机构分别沿着与直线方向平行、且相互独立的驱动轨道运动,各直线驱动机构分别通过水平伸缩机构和/或竖直升降机构与其上的承载平台对应连接;第一直线驱动机构、第二直线驱动机构、第三直线驱动机构还分别能够沿着与直线方向不相交的方式带动其上的承载平台从第二预设位置移动到第一预设位置。解决了现有外观检测设备占用空间大的问题。采用本发明,具有节约设备占地空间

一种标签检测设备及检测方法.pdf
本发明涉及标签检测领域,公开了一种标签检测设备及检测方法,其中检测设备包括工作台和设置在工作台上的检测机构和平台,所述平台的上方设置有壳体,壳体的底部设置有与原料位置对应的移动组件以及与移动组件传动连接的剔废组件,工作台上固定安装有用于驱动壳体相对于平台移动的驱动件。本发明通过壳体、移动组件和剔废组件等之间的配合,可带动剔废组件转动与不良件形成左右对应,伴随着原料的继续移动可自动实现快速剔除,移动组件下降与原料接触时具有缓冲效果,在不影响原料移动的基础上还具有对原料的限位作用。

一种缺陷检测设备及检测方法.pdf
本发明提供了一种缺陷检测设备及检测方法,属于机器视觉领域,缺陷检测设备包括与控制器电讯连接且依次布置的对接产线上料站、光学检测站和下料自动分料站;接产线上料站采用基于量测结果的双输送带模组,分别用于截留量测NG产品和将量测OK产品输送至光学检测站;每套光学检测单元包括机器人移载机构、角度自动调节机构和侧面定拍机构,用以对待测产品的全方位姿态调整和缺陷检测;下料自动分料站采用基于检测结果的检测OK自动收料舱和检测NG皮带线的分选下料模组;本申请基于高速、高稳定性的皮带传输系统、多角度全方位的高速视觉检测系统

一种耳鼻喉检测设备及其检测方法.pdf
本发明提供了一种耳鼻喉检测设备及其检测方法,涉及耳鼻喉检测技术领域,包括底座,所述底座的主体为箱体结构,且底座的内部左右两侧均开设有纵向槽,并且底座中所开设的纵向槽内部安装有举升气泵,在底座中所开设的纵向槽内部滑动连接有导块A,导块A共设有四处,解决了现有的在进行检测工作时多为单一的将患者的头部进行束缚,但束缚之后又不便于对患者的头部进行调节的问题,装置检测到患者发生异动,可以同步的启动安装在导架内侧的电动推杆B对支架在导架内部的位置进行调整,进而达到自适应调节的目的,该设计可以根据患者头部所产生的偏转做