
一种采用水性油墨的装饰膜的制造方法.pdf

骊蓉****23

1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种采用水性油墨的装饰膜的制造方法.pdf
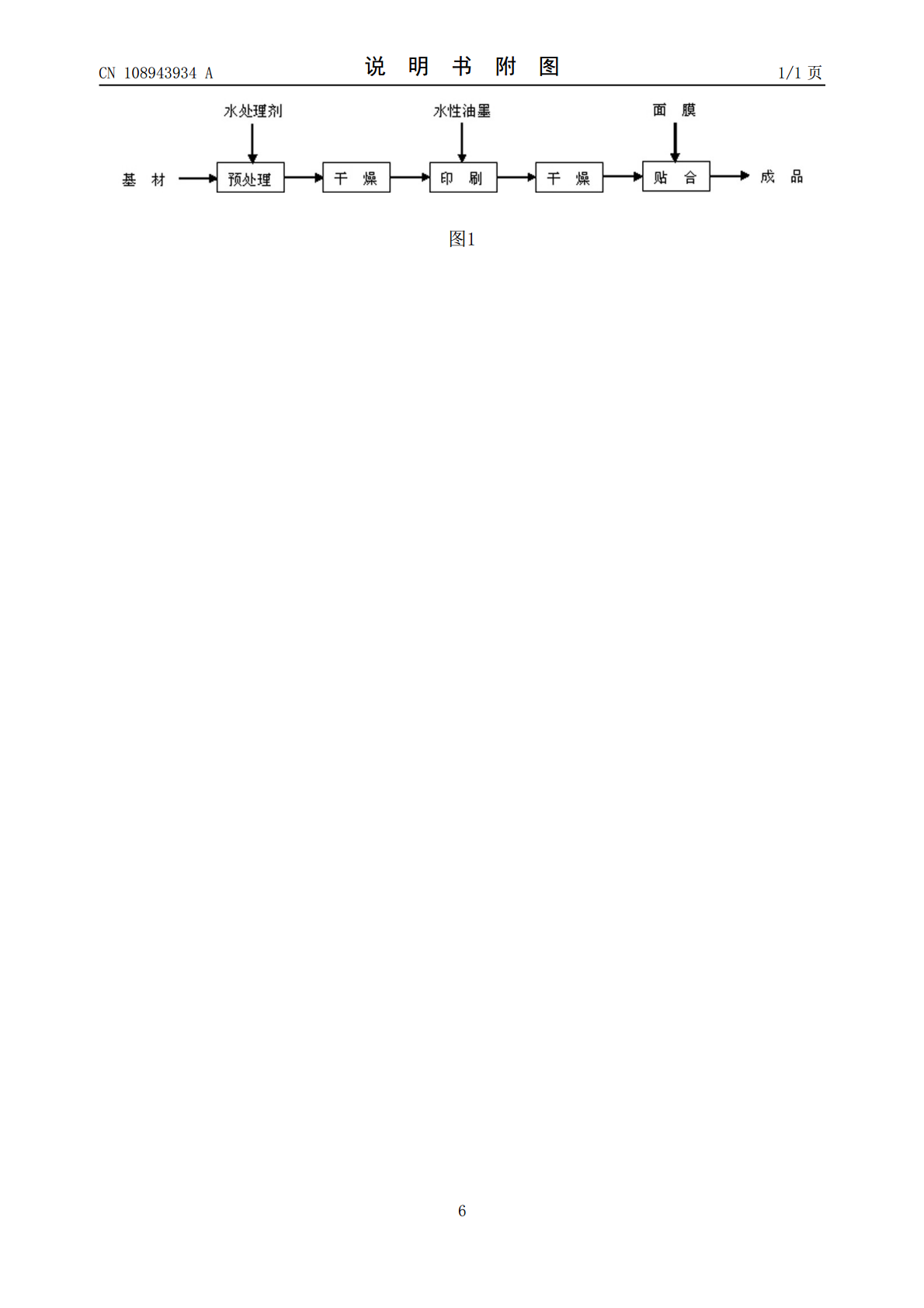
本发明公开了一种采用水性油墨的装饰膜的制造方法,所述装饰膜包括基材、印刷层和面膜,其特征在于,所述的印刷层采用水性油墨;所述制造方法包括预处理、印刷和贴合步骤,具体如下:⑴预处理:在基材需印刷水性油墨的一面涂布水处理剂;⑵印刷:对已进行预处理的基材采用水性油墨进行印刷;⑶贴合:先通过预热轮将印刷后的基材和面膜在130~150℃预热一定时间,再将面膜贴合到印刷后的基材上;然后高温软化并压纹,再以30m/min慢反应一定时间以冷却定型,并经48h固化得成品。本发明其采用水性油墨,解决了采用溶剂型油墨而在装饰膜
一种用于PVC装饰膜的水性油墨及其制备方法.pdf
本发明提供了一种用于PVC装饰膜的水性油墨及其制备方法,按照重量份数计,包括:聚乙烯醇研磨树脂2~6份,颜料5~15份,分散剂1~3份,消泡剂0.1~0.5份,成膜树脂20~40份,润湿剂0.5~1.5份,低分子醇10~20份,助溶剂1~2份,纯净水13~59.4份。有益效果:本发明的水性油墨配方及其制备方法,使其具有良好的粘结强度,对PVC地板膜与耐磨片的粘结强度可以达到超过油性墨水的粘结水平,同时水性油墨的印刷效果,特别是流平效果及光泽度均要优于油性墨水体系,水性油墨配方中不含有增稠剂,降低了生产成本
一种用于PVC装饰膜的水性油墨及其制备方法.pdf
本发明提供了一种用于PVC装饰膜的水性油墨及其制备方法,按照重量份数计,包括:聚乙烯醇研磨树脂2~6份,颜料5~15份,分散剂1~3份,消泡剂0.1~0.5份,成膜树脂20~40份,润湿剂0.5~1.5份,低分子醇10~20份,助溶剂1~2份,纯净水13~59.4份。有益效果:本发明的水性油墨配方及其制备方法,使其具有良好的粘结强度,对PVC地板膜与耐磨片的粘结强度可以达到超过油性墨水的粘结水平,同时水性油墨的印刷效果,特别是流平效果及光泽度均要优于油性墨水体系,水性油墨配方中不含有增稠剂,降低了生产成本

装饰层压膜及其制造方法.pdf
本发明能够提供一种装饰层压膜,其中在至少包括内膜和外膜的层压膜上形成有印刷图案和从外膜侧突出的凸部,装饰层压膜的特征在于,凸部位于印刷图案上或印刷图案附近,并且印刷图案的轮廓是模糊的。印刷图案和凸部容易被对准,为装饰层压膜提供优异生产性。即使凸部的位置轻微偏离,也不会降低装饰层压膜的设计性。归因于凸部及其附近的印刷图案的渐变效果,装饰层压膜具有改善的设计性。
一种水性油墨制造用砂磨机及水性油墨制造方法.pdf
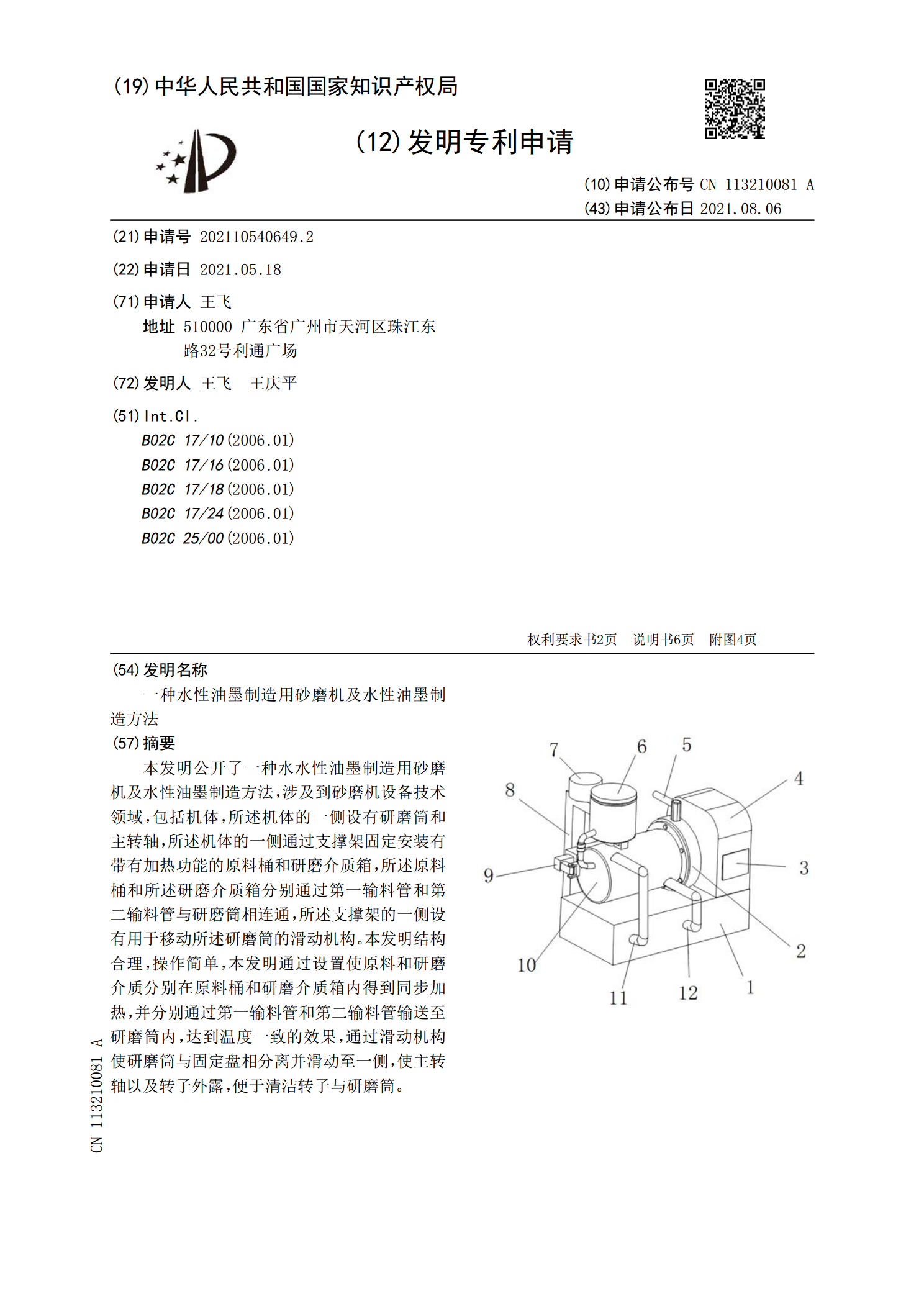
本发明公开了一种水水性油墨制造用砂磨机及水性油墨制造方法,涉及到砂磨机设备技术领域,包括机体,所述机体的一侧设有研磨筒和主转轴,所述机体的一侧通过支撑架固定安装有带有加热功能的原料桶和研磨介质箱,所述原料桶和所述研磨介质箱分别通过第一输料管和第二输料管与研磨筒相连通,所述支撑架的一侧设有用于移动所述研磨筒的滑动机构。本发明结构合理,操作简单,本发明通过设置使原料和研磨介质分别在原料桶和研磨介质箱内得到同步加热,并分别通过第一输料管和第二输料管输送至研磨筒内,达到温度一致的效果,通过滑动机构使研磨筒与固定盘