
一种T形接头角焊缝静止轴肩搅拌焊方法.pdf

邻家****mk


1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种T形接头角焊缝静止轴肩搅拌焊方法.pdf
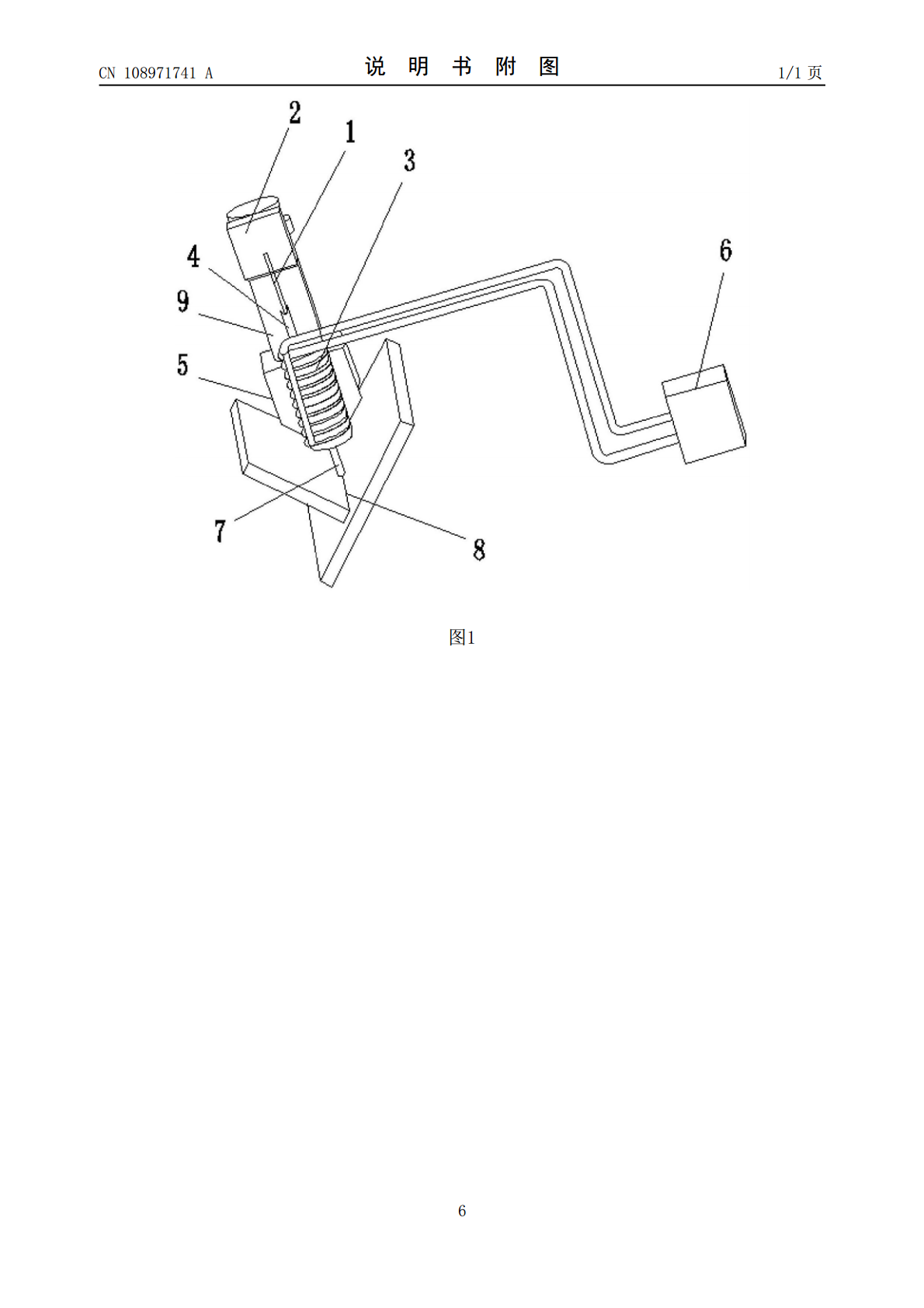
一种T形接头角焊缝静止轴肩搅拌焊方法,属于焊接技术领域。本发明解决了T形接头角焊缝静止轴肩搅拌摩擦焊焊缝力学性能较低的问题。具体步骤为:对待焊工件进行装夹;焊丝自送丝机构引出,穿过高频感应线圈,并定位于定位导轮和搅拌头正下方;启动高频感应加热设备,启动送丝机构,送丝方向与焊接方向相反;启动静止轴肩搅拌摩擦焊接装置,于预计焊接路线的起始位置扎入搅拌针进行焊接;扎入完成后,工作台沿既定轨迹运行,实现连续焊接;既定轨迹运行完毕后,搅拌针于焊接结束位置脱离角焊缝;焊接结束关闭设备。本发明用于T形构件焊接,提高T形

静止轴肩搅拌摩擦焊的研究进展.docx
静止轴肩搅拌摩擦焊的研究进展静止轴肩搅拌摩擦焊(FrictionStirWelding,FSW)是一种新型的焊接技术,其研究进展在过去的几十年中取得了显著的进展。本文将从FSW的原理和机制、工艺参数优化、焊接特性和应用四个方面来综述静止轴肩搅拌摩擦焊的研究进展。1.FSW的原理和机制FSW是一种非融化焊接技术,主要利用一个旋转的肩部加上下压力来搅拌基材,从而形成焊缝。焊缝的形成主要是通过摩擦热和机械搅拌两个过程共同作用。摩擦热主要是由摩擦热量和塑性变形的热效应产生的,而机械搅拌则主要是通过肩部和焊具间的相

双轴肩搅拌摩擦焊焊后上下轴肩拆卸搅拌工具及使用方法.pdf
本发明提供一种适用于密闭环缝的双轴肩搅拌摩擦焊焊后上下轴肩拆卸的搅拌工具及使用方法,双轴肩搅拌工具由上轴肩、下轴肩和搅拌针三部分组成,上轴肩与搅拌针为间隙配合,下轴肩与搅拌针采用螺纹连接并在轴向上采用台阶进行限位。双轴肩搅拌摩擦焊焊接完成后,主机头继续转动,在焊接终止位置停留1~5s;主机头和回抽轴分别带动搅拌工具整体上抬、下轴肩与搅拌针组合体整体下移,使上下轴肩在旋转的状态下与被焊材料脱离;待上下轴肩与被焊板材完全脱离后,主轴及回抽轴停止转动,使用拆卸工具将下轴肩与搅拌针分离;移动主机头将上轴肩连同搅拌

一种静轴肩填丝搅拌摩擦焊装置及角焊缝增材制造方法.pdf
本发明涉及一种静轴肩填丝搅拌摩擦焊装置及角焊缝增材制造方法。包括设在装置主轴上的焊接系统和填丝系统,焊接系统包括同轴安装的静轴肩刀柄、静轴肩、搅拌针和轴承组件,静轴肩刀柄与主轴连接,轴承组件套设在静轴肩刀柄的外周,静轴肩设在静轴肩刀柄的底部,静轴肩的下端部为具有夹角为α的V型结构,搅拌针设在静轴肩刀柄与静轴肩之间的通孔中,搅拌针的端部伸向静轴肩的通孔外;填丝系统包括L型直角臂、填丝辊轮组件和填丝环座组件,L型直角臂设在静轴肩的一侧,与静轴肩留有间隙,填丝环座组件连接轴承组件与L型直角臂的竖向直角臂,填丝辊

T型接头角焊缝焊透工艺.docx
T型接头角焊缝焊透工艺论文题目:T型接头角焊缝焊透工艺研究摘要:随着工业技术的不断发展,焊接工艺在金属加工中起着重要的作用。T型接头是焊接中常见的结构,而角焊缝焊透工艺是一种常用的焊接方法。本文通过对T型接头角焊缝焊透工艺的研究,主要探讨了焊接参数对焊接质量的影响以及如何优化焊接工艺,从而提高焊接接头的强度和耐久性。在研究中发现,在适当的焊接参数下,能够获得较好的焊接质量。该研究对于提高焊接工艺的稳定性和可靠性具有一定的指导意义。关键词:焊接工艺、T型接头、角焊缝、焊透、焊接质量引言:T型接头是焊接结构中