
一种单晶涡轮工作叶片陶瓷型芯的定位方法.pdf

邻家****mk

1/8
2/8
3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种单晶涡轮工作叶片陶瓷型芯的定位方法.pdf
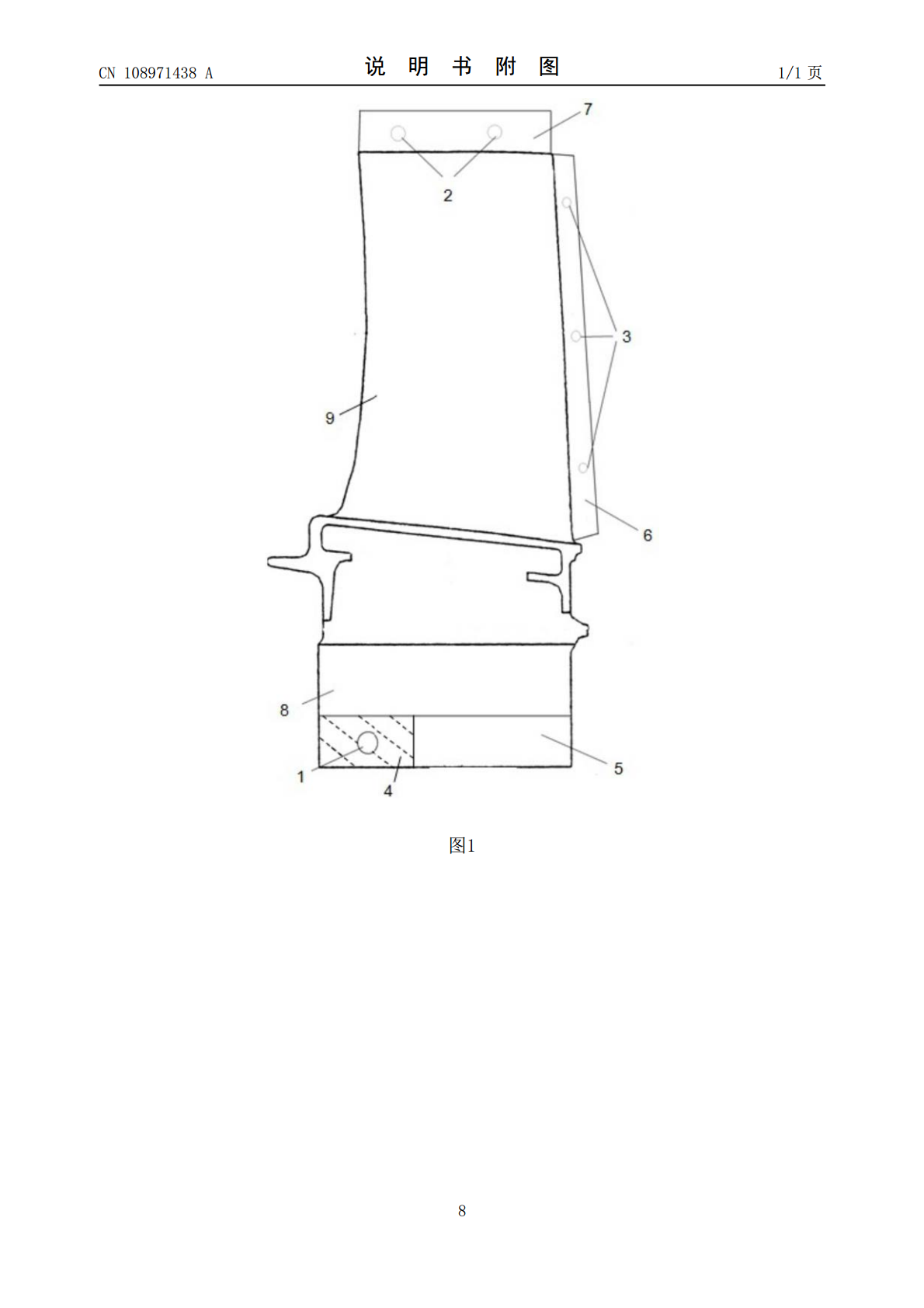
本发明涉及高温合金熔模精密铸造技术领域,具体为一种单晶涡轮工作叶片陶瓷型芯的定位方法。在制作叶片蜡件的过程中,采用榫头延伸段外侧作为榫头延伸段固定端,并在榫头延伸段固定端处设置定位孔用于固定轴向位置,排气边延伸段做自由端、叶尖延伸段做自由端的方法,型芯叶盆与叶背定位方法相同,定位点位置完全对称。本发明方法具有定位结构稳定、叶片成型率高的特点,尤其是对复杂内腔结构的单晶涡轮工作叶片,可大幅提高铸件的完整性。本发明可以降低后期铸造过程中的偏芯、断芯缺陷,减少叶片铸件壁厚的偏差,提高单晶高温合金铸件的成品率。
一种用于空心涡轮叶片的陶瓷型芯.pdf
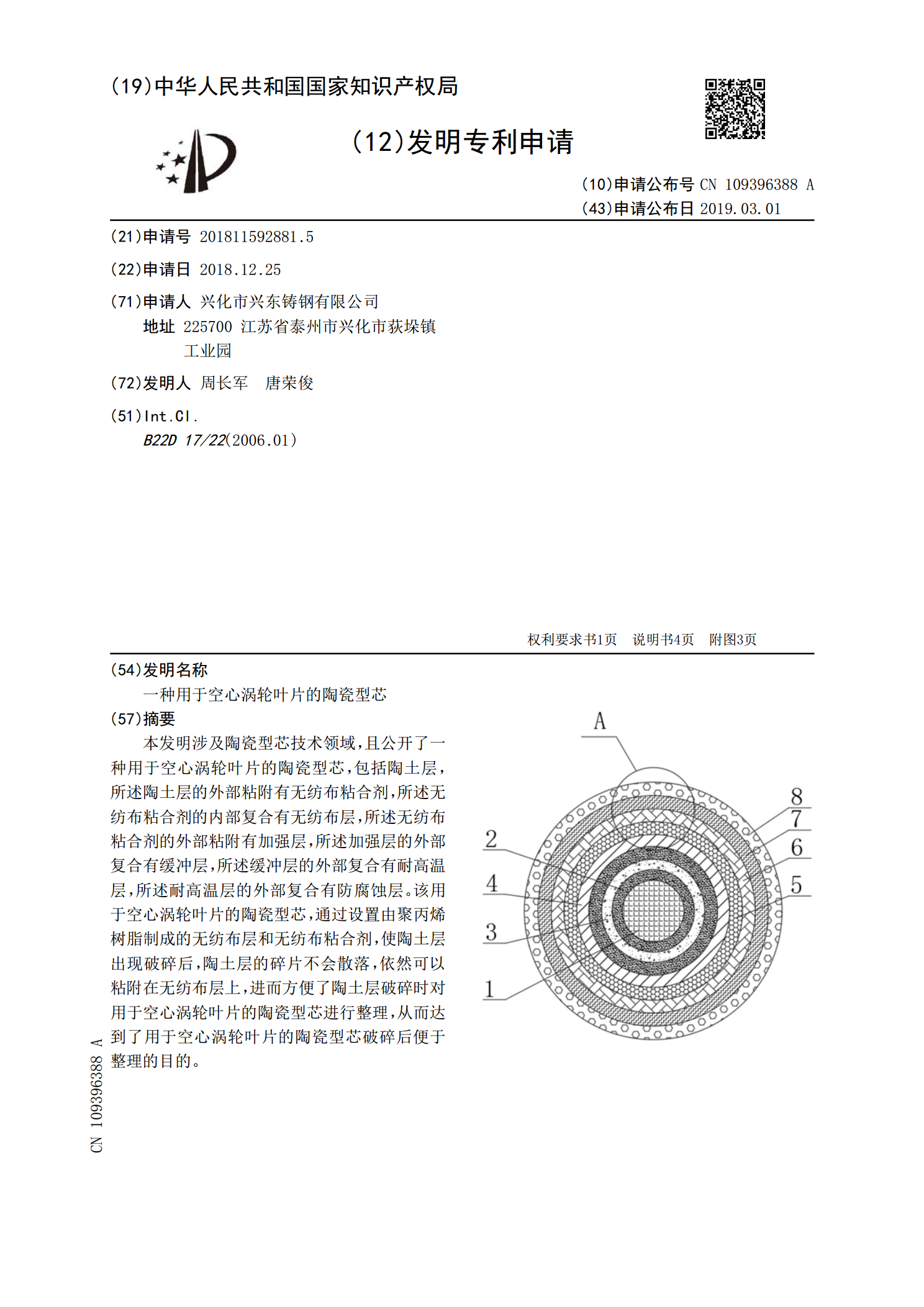
本发明涉及陶瓷型芯技术领域,且公开了一种用于空心涡轮叶片的陶瓷型芯,包括陶土层,所述陶土层的外部粘附有无纺布粘合剂,所述无纺布粘合剂的内部复合有无纺布层,所述无纺布粘合剂的外部粘附有加强层,所述加强层的外部复合有缓冲层,所述缓冲层的外部复合有耐高温层,所述耐高温层的外部复合有防腐蚀层。该用于空心涡轮叶片的陶瓷型芯,通过设置由聚丙烯树脂制成的无纺布层和无纺布粘合剂,使陶土层出现破碎后,陶土层的碎片不会散落,依然可以粘附在无纺布层上,进而方便了陶土层破碎时对用于空心涡轮叶片的陶瓷型芯进行整理,从而达到了用于空

用于制造涡轮机叶片的浸渍陶瓷型芯的方法.pdf
用于机械地增强在通过熔模铸造方法的涡轮发动机部件制造中使用的陶瓷型芯的浸渍方法,该方法涉及在通过在水中溶解聚乙烯醇(PVAl)获得的混合物中浸涂所述芯,随后将所述芯浸没在纯水中并热聚合反应,其特征在于,剂量在每升水100到200克PVAl之间。浸渍时间优选地在20分钟到1小时30分钟之间。

一种单晶涡轮叶片陶瓷铸型的制造方法.pdf
本发明公开了一种单晶涡轮叶片陶瓷铸型的制造方法,根据单晶涡轮叶片的晶粒取向要求,设计并制造带有特定螺旋选晶器的一体式陶瓷铸型。针对定向凝固制造单晶叶片时,截面突变处(如叶身与缘板交接处)型壳厚度加大,传热能力降低,容易造成杂晶等晶体缺陷的现象,在满足浇铸强度的要求下,通过拓扑优化,设计传热通道,提高铸型传热能力,进而提高定向凝固时固-液界面前沿的温度梯度,使得整个叶片都能获得良好的单晶组织。

一种复杂结构单晶空心叶片用复合陶瓷型芯的制备方法.pdf
本发明的目的在于提供一种复杂结构单晶空心叶片用复合陶瓷型芯的制备方法,其具体制备工艺为:钼丝切成段,将钼丝段的两端进行处理,使钼丝两端形成球头,且球头外形尺寸大于钼丝直径;然后对整个钼丝段表面沉积陶瓷层,再将沉积陶瓷后的钼丝段放置在陶瓷型芯模具中陶瓷型芯易断裂部位固定;采用注射成型方式制备陶瓷型芯素坯,然后将陶瓷型芯进行烧结制得所述陶瓷型芯。该方法采用表面包覆薄层二氧化硅或氧化铝的钼丝增强陶瓷型芯局部强度,钼丝在型芯中的位置采用钼丝两端的球头来固定,从而避免了陶瓷型芯纤细处断裂现象的产生,提高了单晶叶片的