
一种刮治器工作端的加工装置及加工方法.pdf

是你****松呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种刮治器工作端的加工装置及加工方法.pdf
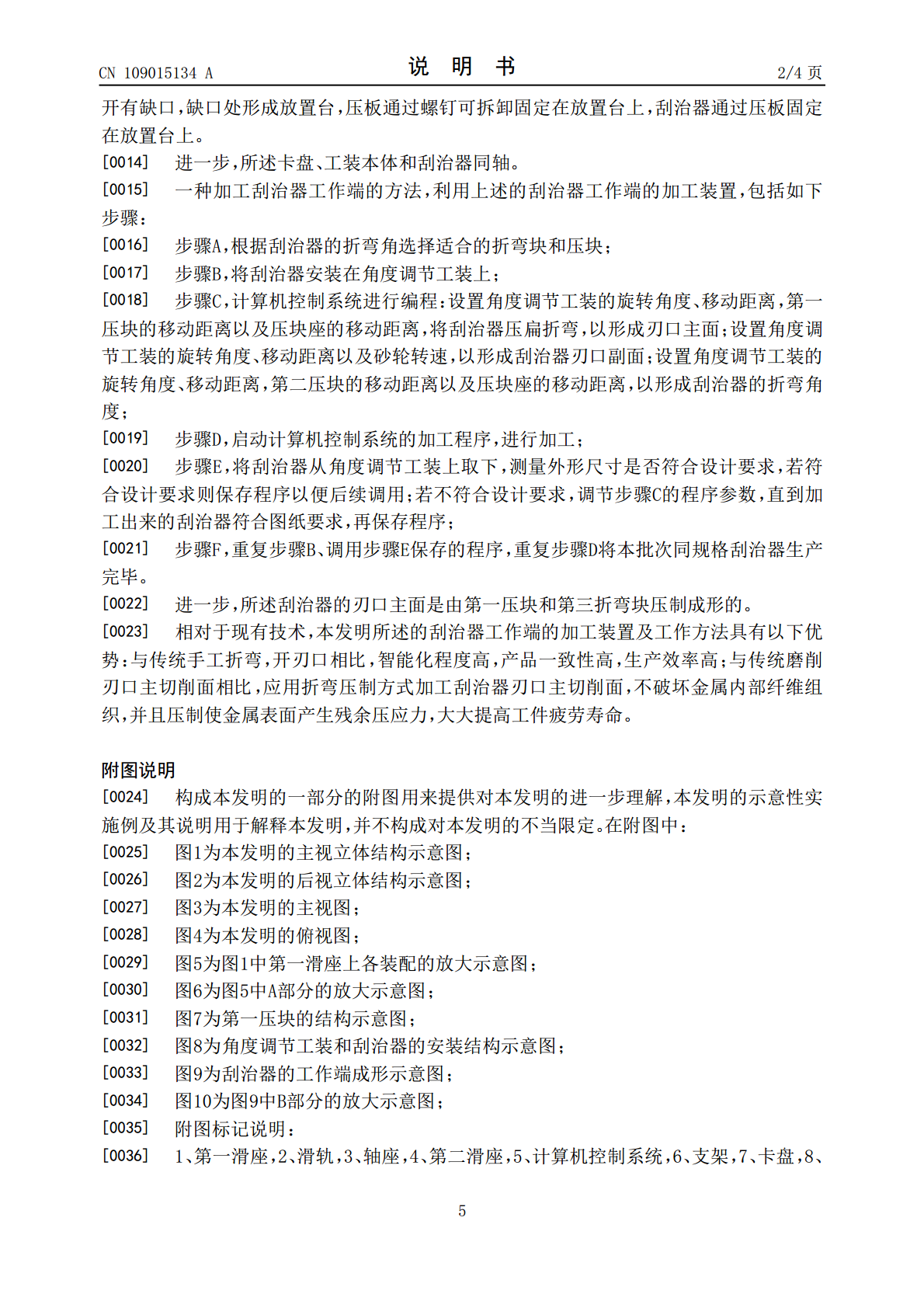
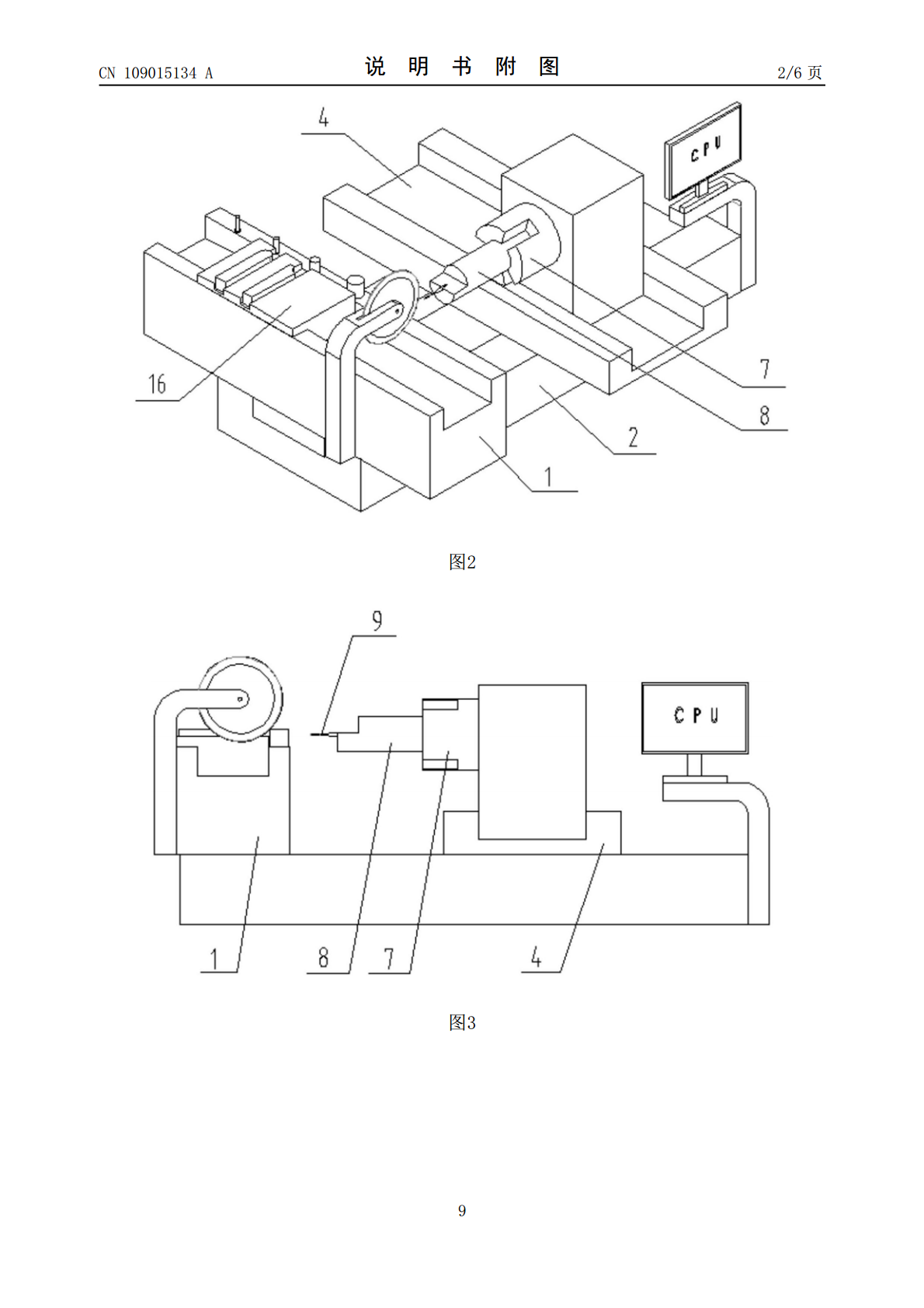
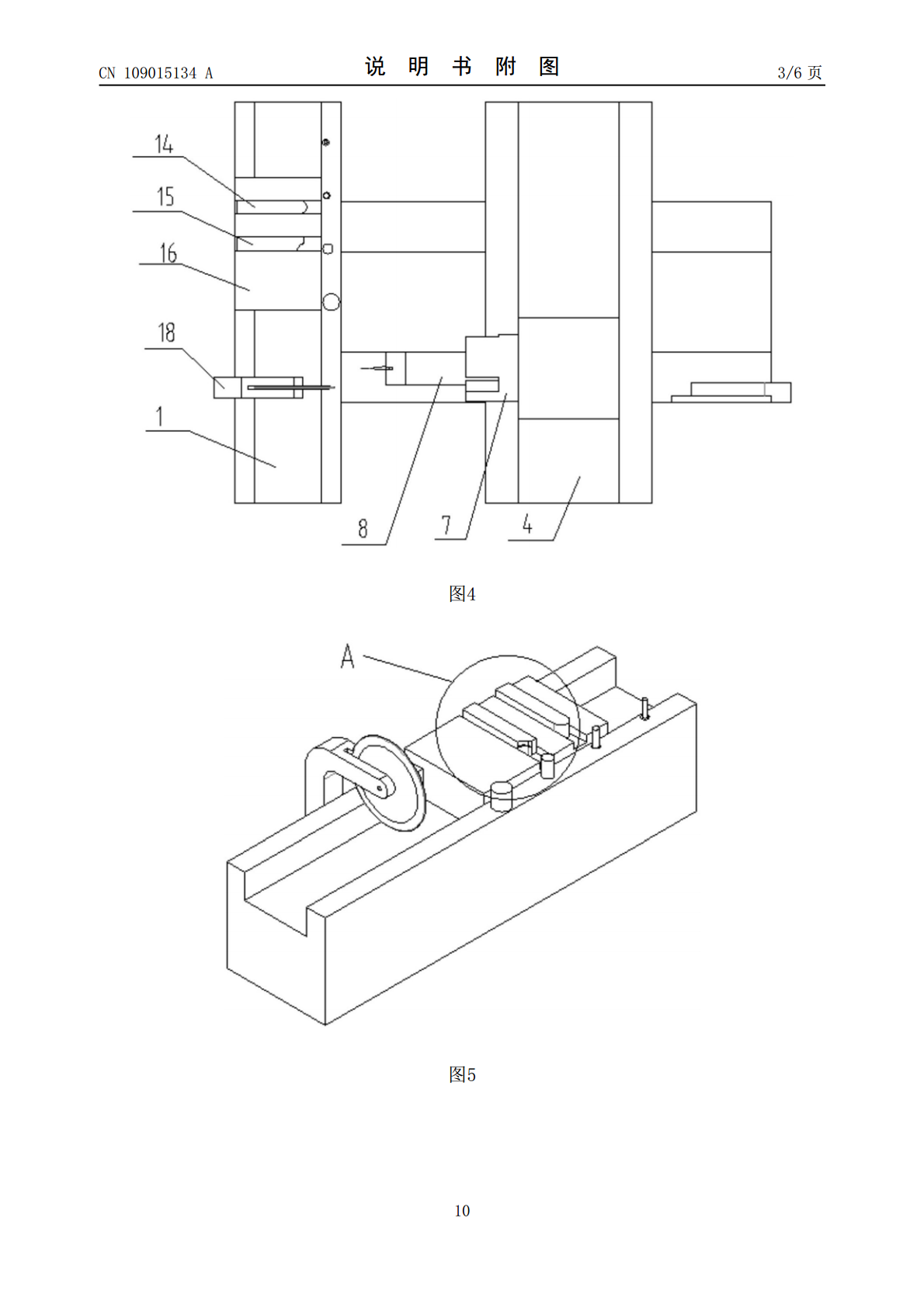
本发明提供了一种刮治器工作端的加工装置及加工方法,其中加工装置包括第一滑座、滑轨、轴座、第二滑座和计算机控制系统,计算机控制系统控制工装旋转、平移,使刮治器移动到待压折位置,然后控制压块平移进行压扁折弯,形成刃口主面,使刃口处形成残余压应力从而提高刮治器的抗疲劳和应力腐蚀能力,进而提高刮治器的使用寿命;计算机控制系统控制刮治器旋转、平移,砂轮旋转加工出刃口副面,从而形成刃口。该方法智能化程度高,操作简单,效率高,产品一致性高,提高产品的疲劳寿命。

管端加工装置及管端加工机械以及管端加工方法.pdf
本发明公开了一种管端加工装置包括切管机构和拔管机构。采用以上技术方案的管端加工装置,安装在管端加工机械中。在加工电热管时,先使用切管机构环切电热管的金属管的周壁将其分成主体和头端,再使用拔管机构夹紧头端并将头端与主体分离,使引出棒露出来。金属管的头端分离时,其内部的绝缘粉末大部分都保留在头端内部,产生的粉尘大大减少。使用该管端加工装置加工电热管等还有填充物的管件,不仅加工的精度好、自动化程度高,而且金属管切面平滑不易变形。而且使用管件加工机械加工电热管时不会产生大量的绝缘粉末粉尘,改善了工作环境,达到环保
一种弹簧端部周向全圆角加工装置及加工方法.pdf
本发明涉及一种弹簧端部周向全圆角加工装置及加工方法,其中装置包括一机壳,机壳上间隔活动设置一电机A和电机B,电机A与上旋转轴驱动连接,电机B与导向轴驱动连接;机壳上开设有导向槽A和导向槽B,上旋转轴穿过导向槽A并可沿着导向槽A的轨迹运动,导向轴穿过导向槽B并可沿着导向槽B的轨迹运动;机壳上固设一齿轮板,齿轮板上设有齿轮段;导向轴上固设一齿轮B,上旋转轴上转动设置一齿轮A,齿轮A分别与齿轮段和齿轮B啮合;上旋转轴轴向连接一砂轮,砂轮的外周凹设一圈弧形刀口,弧形刀口可对板线材端部进行周向全圆角磨削。本发明不仅
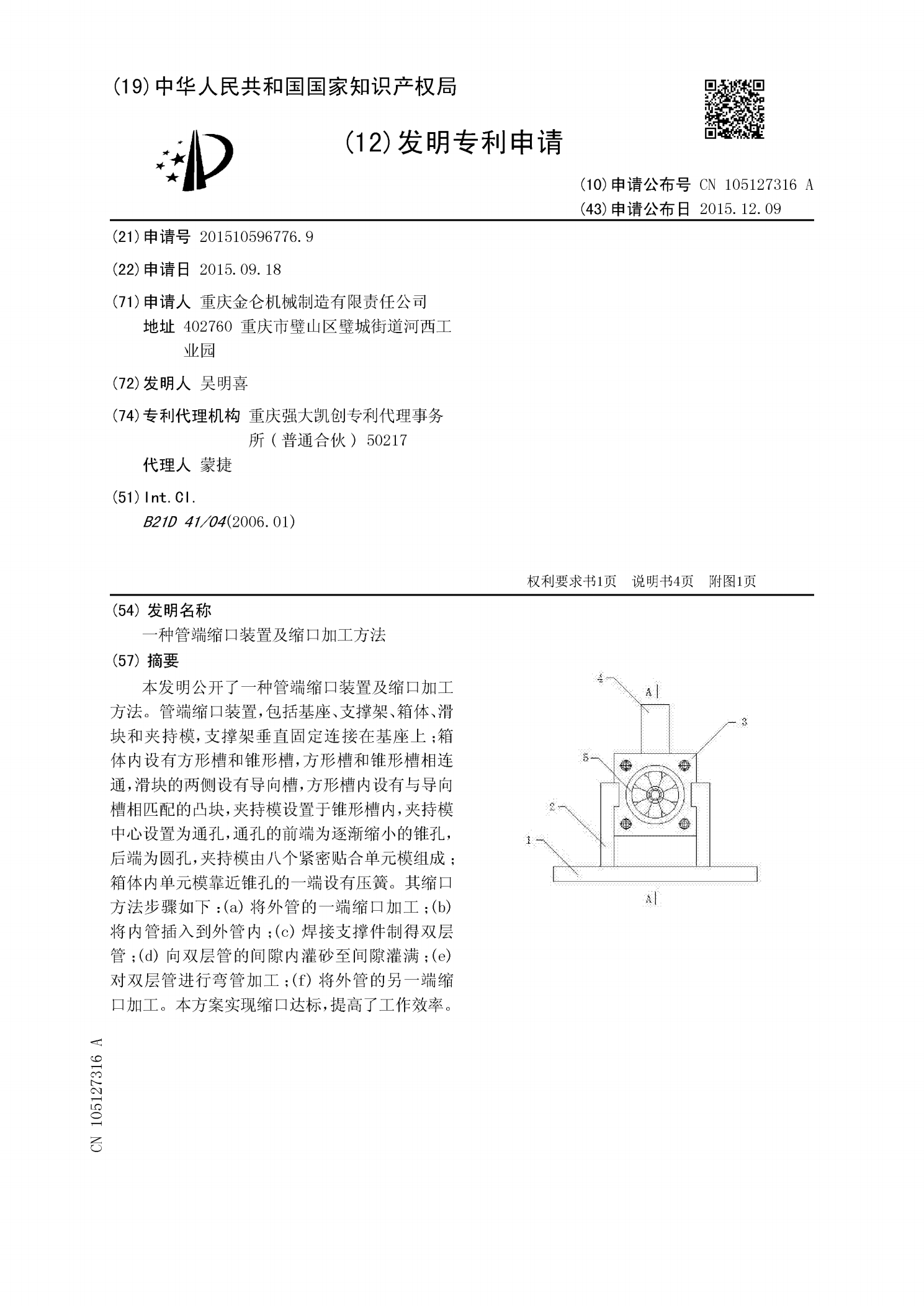
一种管端缩口装置及缩口加工方法.pdf
本发明公开了一种管端缩口装置及缩口加工方法。管端缩口装置,包括基座、支撑架、箱体、滑块和夹持模,支撑架垂直固定连接在基座上;箱体内设有方形槽和锥形槽,方形槽和锥形槽相连通,滑块的两侧设有导向槽,方形槽内设有与导向槽相匹配的凸块,夹持模设置于锥形槽内,夹持模中心设置为通孔,通孔的前端为逐渐缩小的锥孔,后端为圆孔,夹持模由八个紧密贴合单元模组成;箱体内单元模靠近锥孔的一端设有压簧。其缩口方法步骤如下:(a)将外管的一端缩口加工;(b)将内管插入到外管内;(c)焊接支撑件制得双层管;(d)向双层管的间隙内灌砂至
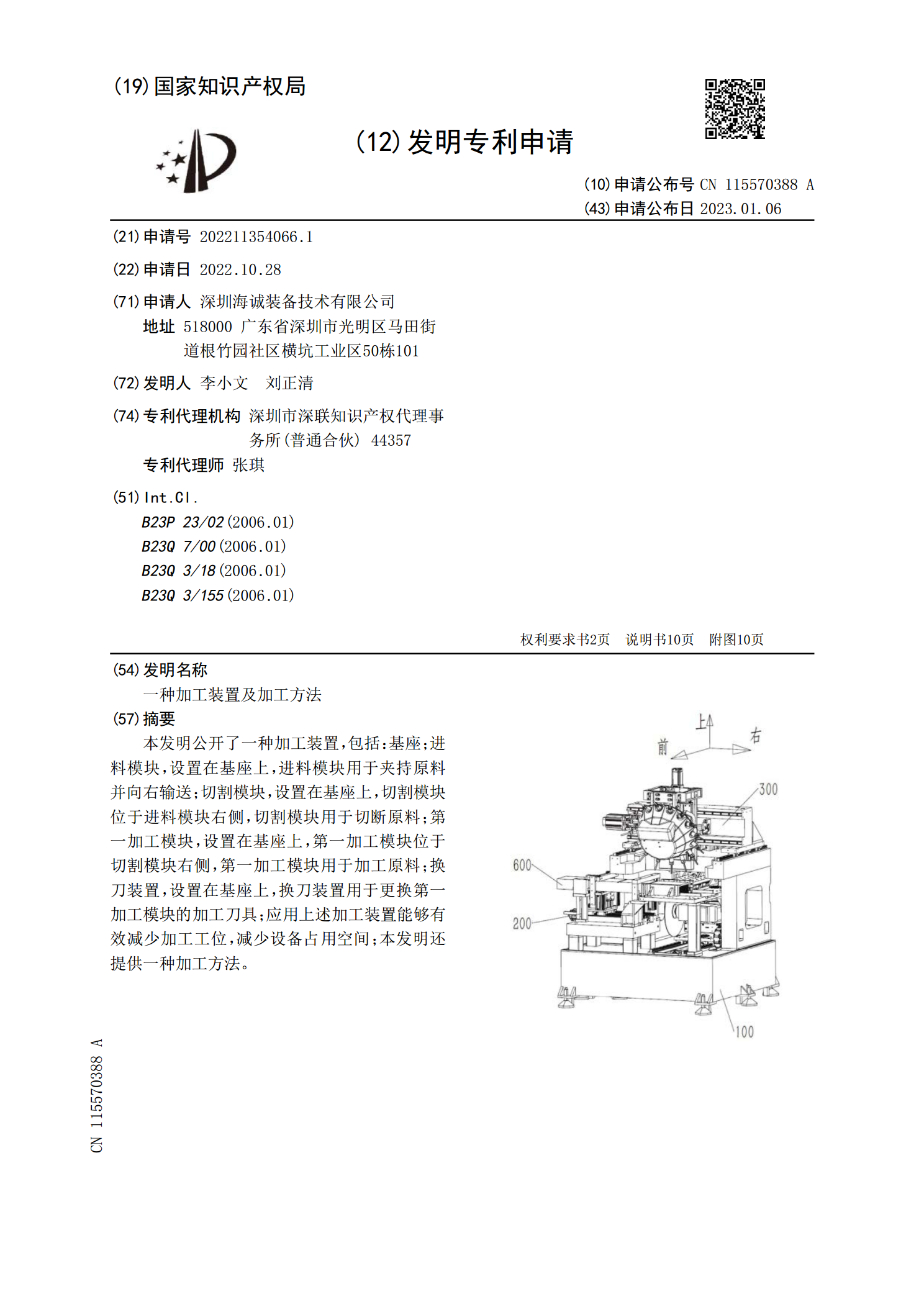
一种加工装置及加工方法.pdf
本发明公开了一种加工装置,包括:基座;进料模块,设置在基座上,进料模块用于夹持原料并向右输送;切割模块,设置在基座上,切割模块位于进料模块右侧,切割模块用于切断原料;第一加工模块,设置在基座上,第一加工模块位于切割模块右侧,第一加工模块用于加工原料;换刀装置,设置在基座上,换刀装置用于更换第一加工模块的加工刀具;应用上述加工装置能够有效减少加工工位,减少设备占用空间;本发明还提供一种加工方法。