
内窥镜用弯曲管的制造方法以及内窥镜.pdf

是你****嘉嘉


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

内窥镜用弯曲管的制造方法以及内窥镜.pdf
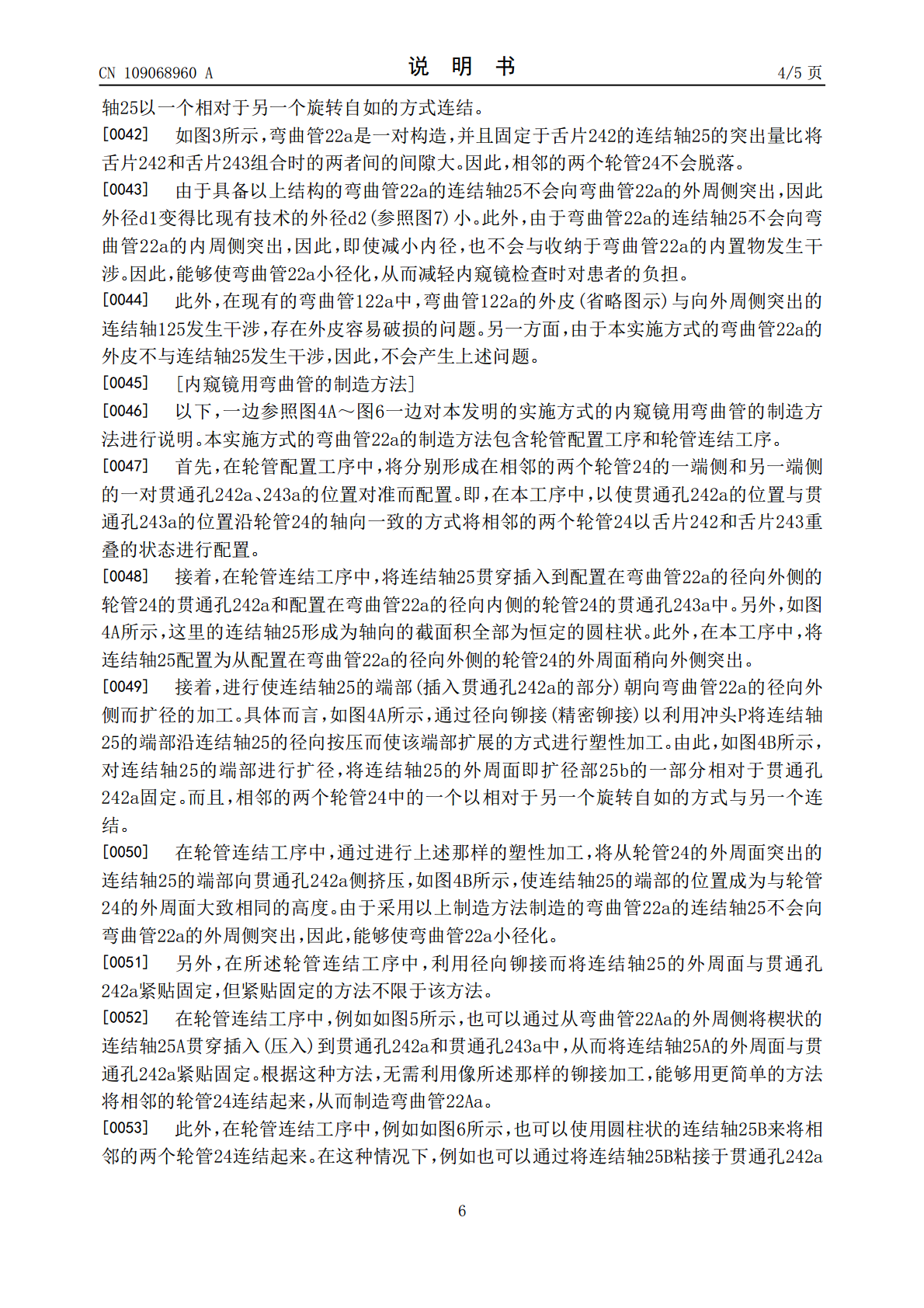
一种内窥镜用弯曲管的制造方法,通过将构成内窥镜(1)的弯曲管(22a)的多个轮管(24)连结起来而制造弯曲管(22a),该内窥镜用弯曲管的制造方法包含如下工序:轮管配置工序,将分别形成在相邻的两个轮管(24)的一端侧和另一端侧的一对贯通孔(242a、243a)的位置对准而配置;以及轮管连结工序,通过将连结轴(25)贯穿插入到一对贯通孔(242a、243a)中,并将连结轴(25)固定于外侧的轮管(24)的贯通孔(242a),从而将相邻的两个轮管(24)中的一个以相对于另一个旋转自如的方式与另一个连结。

内窥镜用粘接剂及其固化物、以及内窥镜及其制造方法.pdf
本发明的课题在于提供一种适于构成内窥镜的部件固定化用途的内窥镜用粘接剂及其固化物、以及内窥镜及其制造方法,所述内窥镜用粘接剂即使在用于部件的固定化的状态下长期暴露在高温下,另外即使施加臭氧水之类的强效灭菌处理,也能够保持充分的粘接力。内窥镜用粘接剂包含环氧树脂、环氧树脂的固化成分及自由基捕捉剂。

一种弯曲管以及包括这种弯曲管的内窥镜.pdf
本公开描述了一种弯曲管,其包括多个相互串联的管节组,管节组包含彼此相邻布置的至少一个第一管节和至少一个第二管节,第一管节和第二管节彼此不同地构造,其中第一管节的第一端部包括第一咬合头部以及围绕第一咬合头部外侧设置的第一咬合缺口,第一管节的第二端部包括第二咬合头部以及围绕第二咬合头部外侧设置的第二咬合缺口;并且第二管节的第一端部包括第三咬合头部以及围绕第三咬合头部内侧设置的第三咬合缺口,第二管节的第二端部包括第四咬合头部以及围绕第四咬合头部内侧设置的第四咬合缺口,第一管节的第二咬合头部嵌入到第二管节的第三咬
一种弯曲管以及包括这种弯曲管的内窥镜.pdf
本公开描述了一种弯曲管,其包括多个相互串联的管节组,管节组包含彼此相邻布置的至少一个第一管节和至少一个第二管节,第一管节和第二管节彼此相同地构造,其中第一管节和第二管节的第一端部包括第一咬合头部,第一咬合缺口,第一限位凸台,第一限位缺口;第一管节和第二管节的第二端部包括第二咬合头部,第二咬合缺口,第二限位凸台,第二限位缺口;第二管节的第一咬合头部嵌入第一管节的第二咬合缺口,第一管节的第二咬合头部嵌入第二管节的第一咬合缺口,第二管节的第一限位凸台嵌入第一管节的第二限位缺口,第一管节的第二限位凸台嵌入第二管节
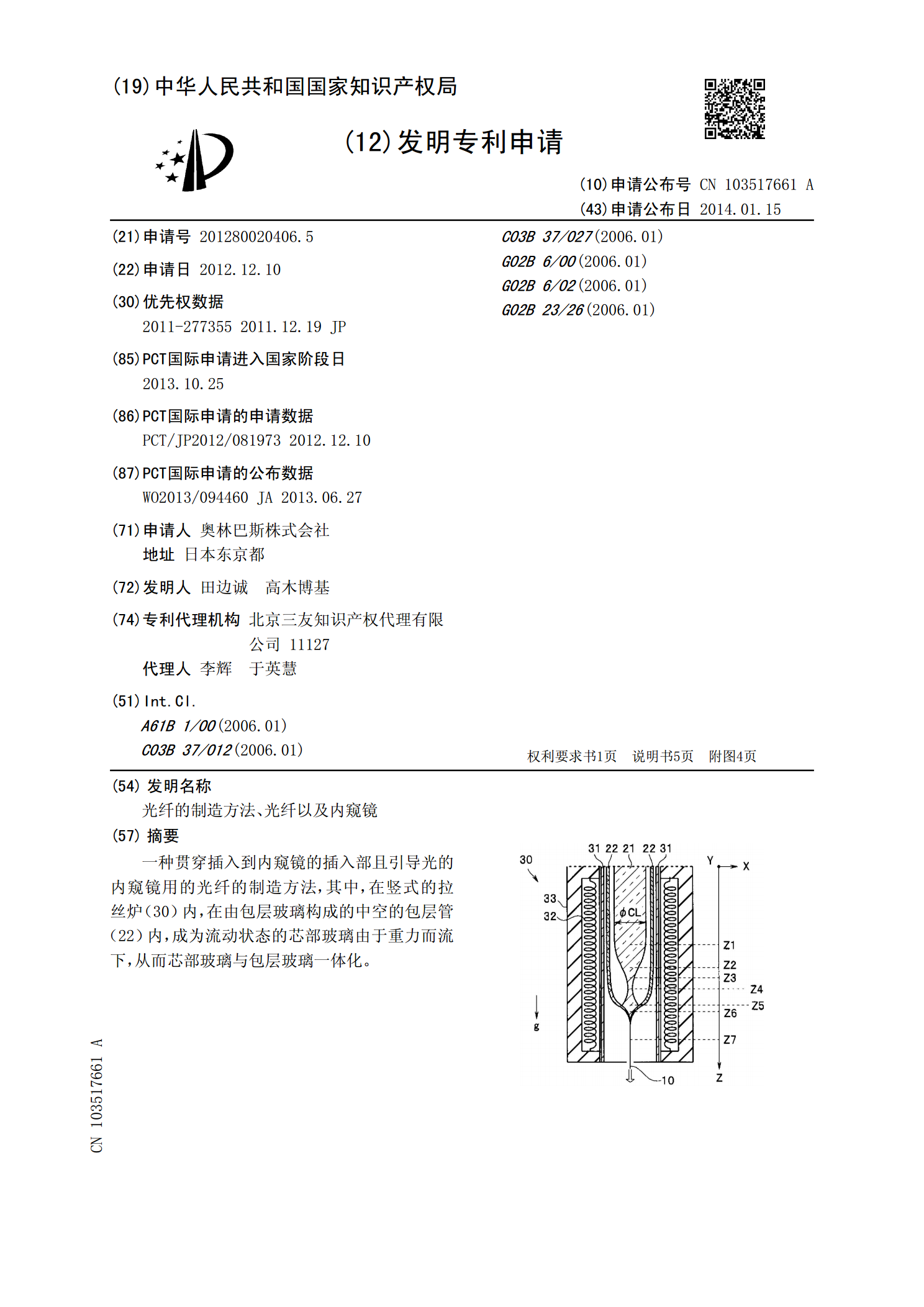
光纤的制造方法、光纤以及内窥镜.pdf
一种贯穿插入到内窥镜的插入部且引导光的内窥镜用的光纤的制造方法,其中,在竖式的拉丝炉(30)内,在由包层玻璃构成的中空的包层管(22)内,成为流动状态的芯部玻璃由于重力而流下,从而芯部玻璃与包层玻璃一体化。