
用于制造具有枢毂的成形体的方法以及用于实施该方法的设备.pdf

光誉****君哥

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制造具有枢毂的成形体的方法以及用于实施该方法的设备.pdf
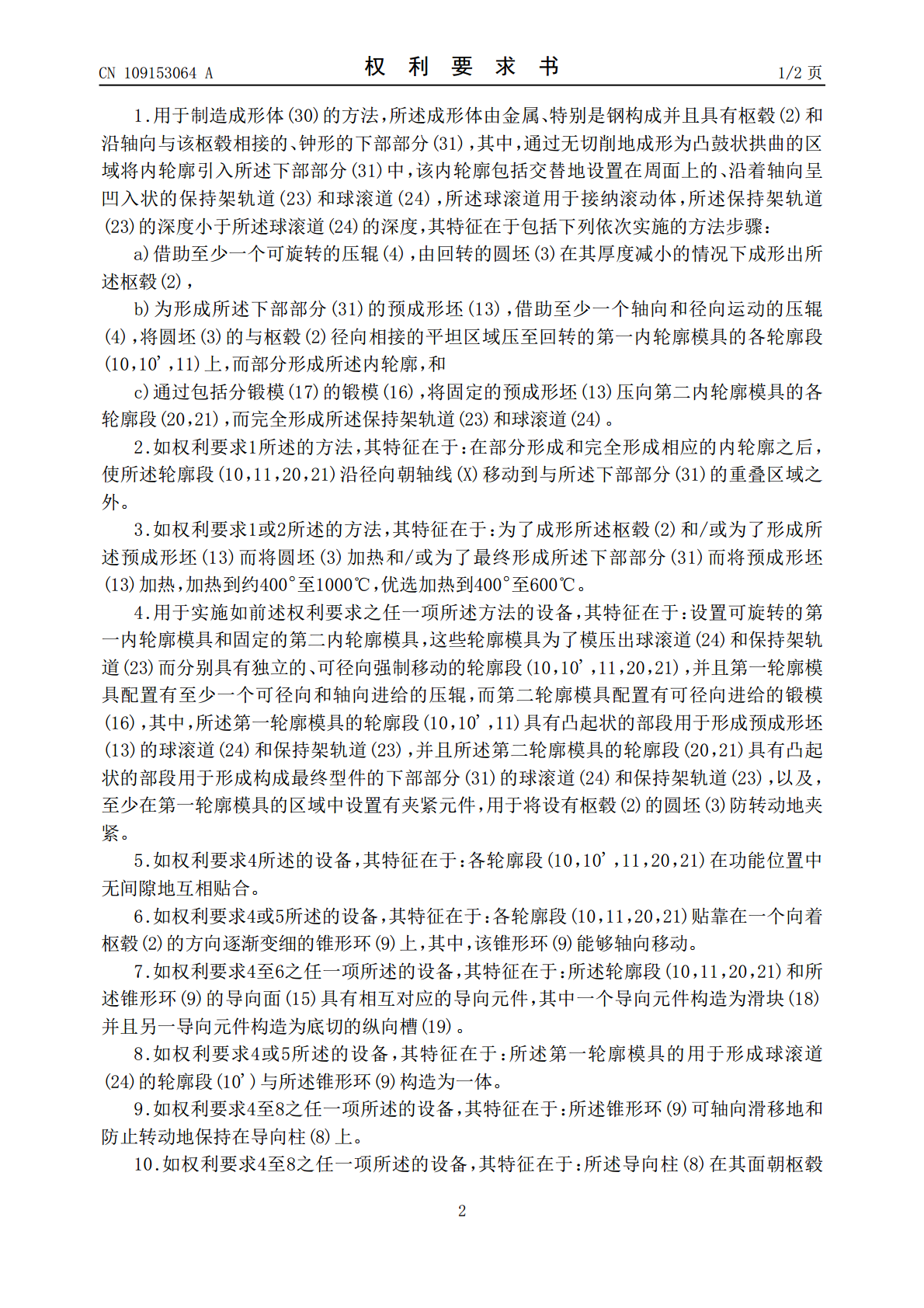
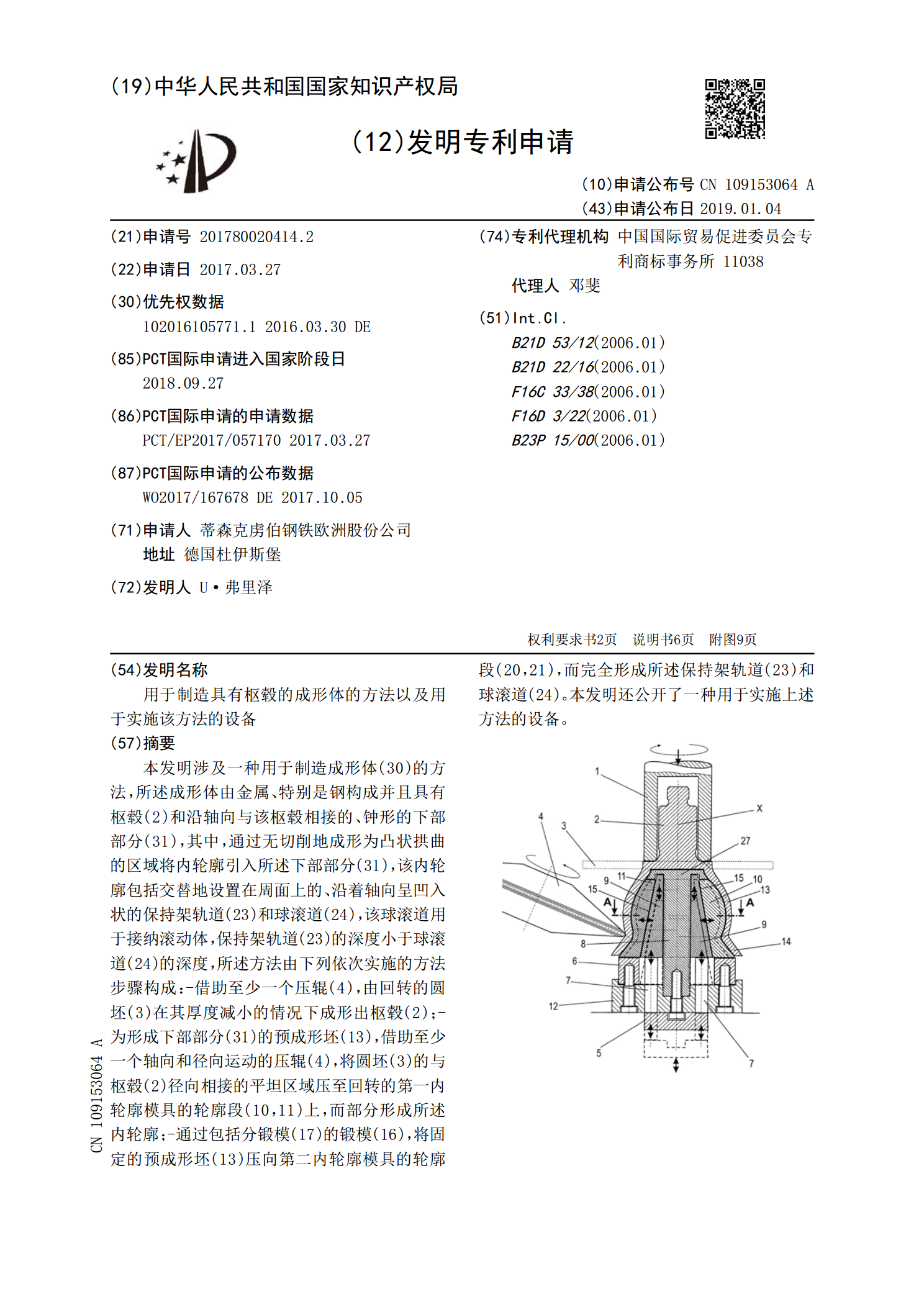
本发明涉及一种用于制造成形体(30)的方法,所述成形体由金属、特别是钢构成并且具有枢毂(2)和沿轴向与该枢毂相接的、钟形的下部部分(31),其中,通过无切削地成形为凸状拱曲的区域将内轮廓引入所述下部部分(31),该内轮廓包括交替地设置在周面上的、沿着轴向呈凹入状的保持架轨道(23)和球滚道(24),该球滚道用于接纳滚动体,保持架轨道(23)的深度小于球滚道(24)的深度,所述方法由下列依次实施的方法步骤构成:‑借助至少一个压辊(4),由回转的圆坯(3)在其厚度减小的情况下成形出枢毂(2);‑为形成下部部分

用于保持物体的产品以及用于制造该产品的方法.pdf
本发明提供一种用于保持物体的产品。可以将围合外壳连接在一起来形成用于在打开时保持物体的V形表面。可以将支腿连接至围合外壳的侧部。支腿可被构造为在打开时支撑V形表面平台。
用于制造同步毂的方法.pdf
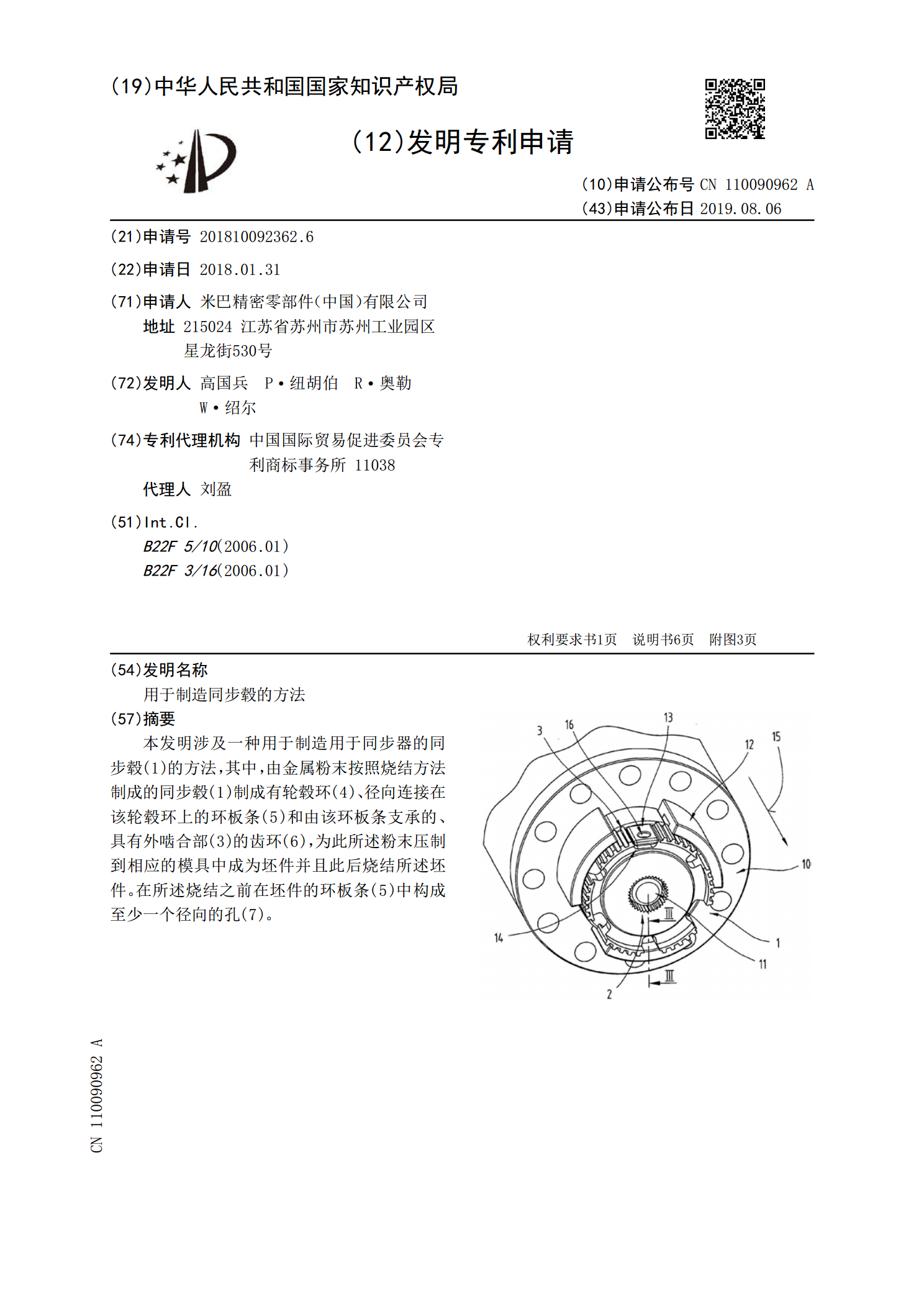
本发明涉及一种用于制造用于同步器的同步毂(1)的方法,其中,由金属粉末按照烧结方法制成的同步毂(1)制成有轮毂环(4)、径向连接在该轮毂环上的环板条(5)和由该环板条支承的、具有外啮合部(3)的齿环(6),为此所述粉末压制到相应的模具中成为坯件并且此后烧结所述坯件。在所述烧结之前在坯件的环板条(5)中构成至少一个径向的孔(7)。
用于制造毂单元的方法.pdf
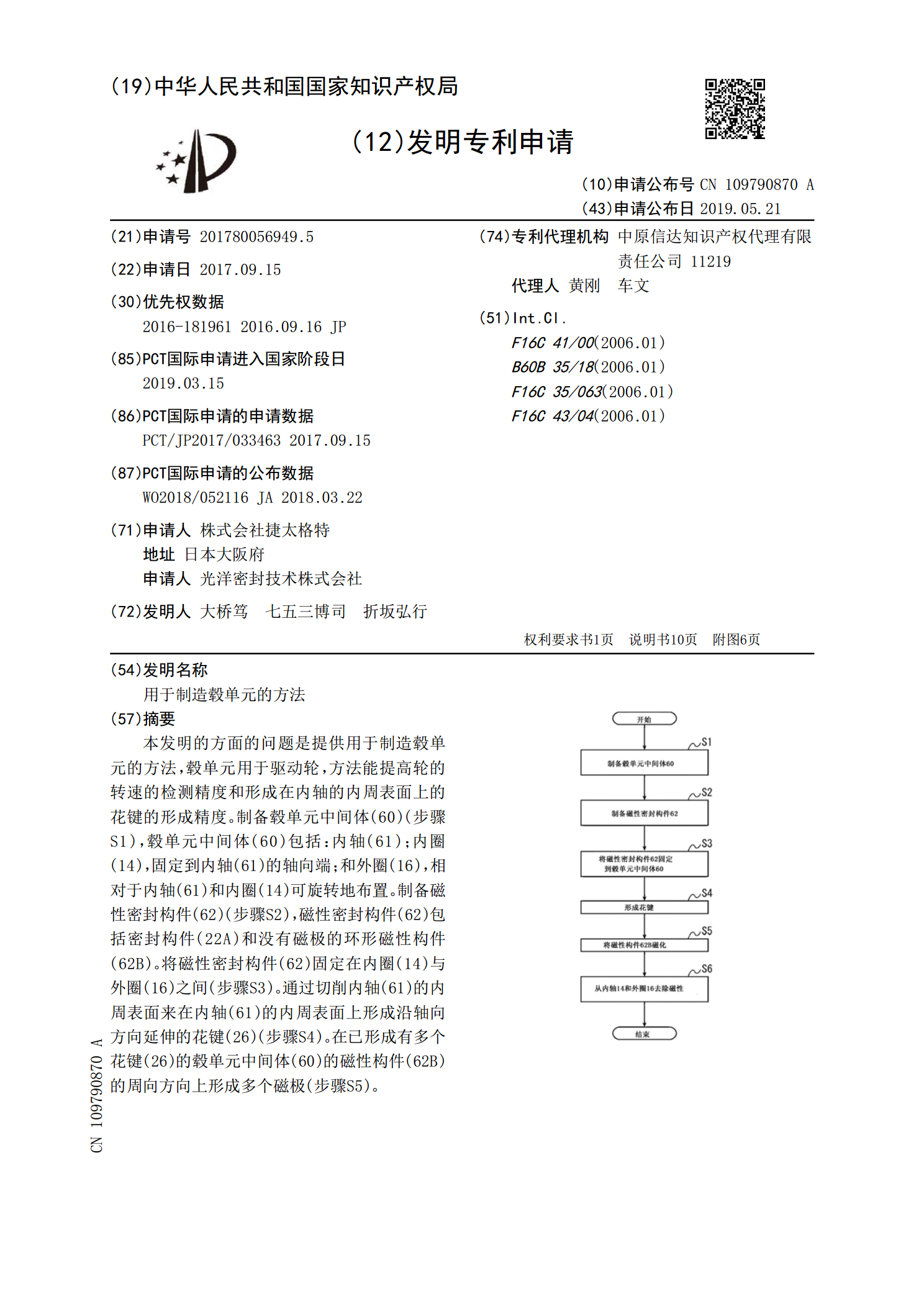
本发明的方面的问题是提供用于制造毂单元的方法,毂单元用于驱动轮,方法能提高轮的转速的检测精度和形成在内轴的内周表面上的花键的形成精度。制备毂单元中间体(60)(步骤S1),毂单元中间体(60)包括:内轴(61);内圈(14),固定到内轴(61)的轴向端;和外圈(16),相对于内轴(61)和内圈(14)可旋转地布置。制备磁性密封构件(62)(步骤S2),磁性密封构件(62)包括密封构件(22A)和没有磁极的环形磁性构件(62B)。将磁性密封构件(62)固定在内圈(14)与外圈(16)之间(步骤S3)。通过切
用于制造构件的设备以及制造方法.pdf
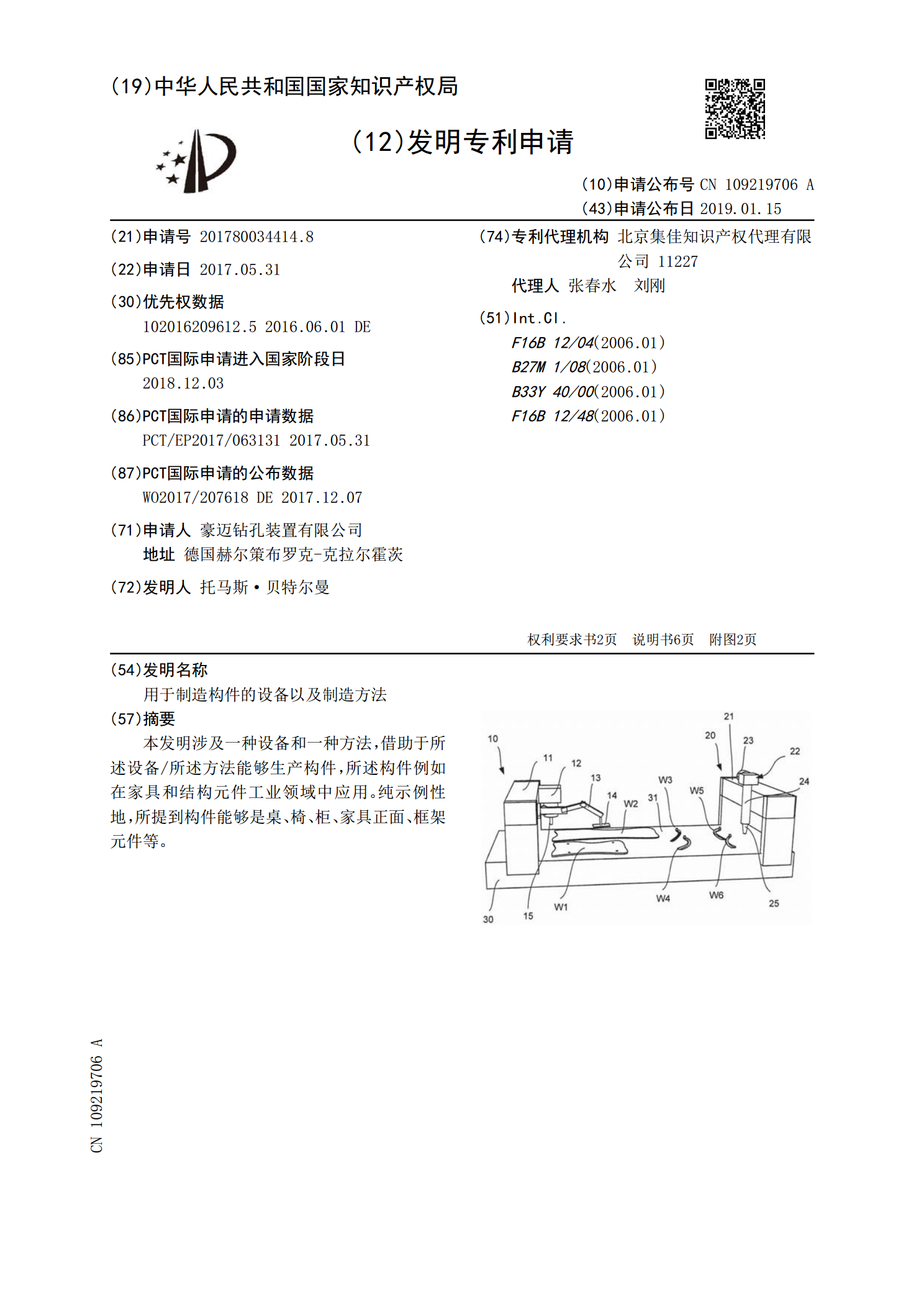
本发明涉及一种设备和一种方法,借助于所述设备/所述方法能够生产构件,所述构件例如在家具和结构元件工业领域中应用。纯示例性地,所提到构件能够是桌、椅、柜、家具正面、框架元件等。