
一种用于带式输送机的滚筒及其制造方法.pdf

文阁****23

1/7
2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于带式输送机的滚筒及其制造方法.pdf
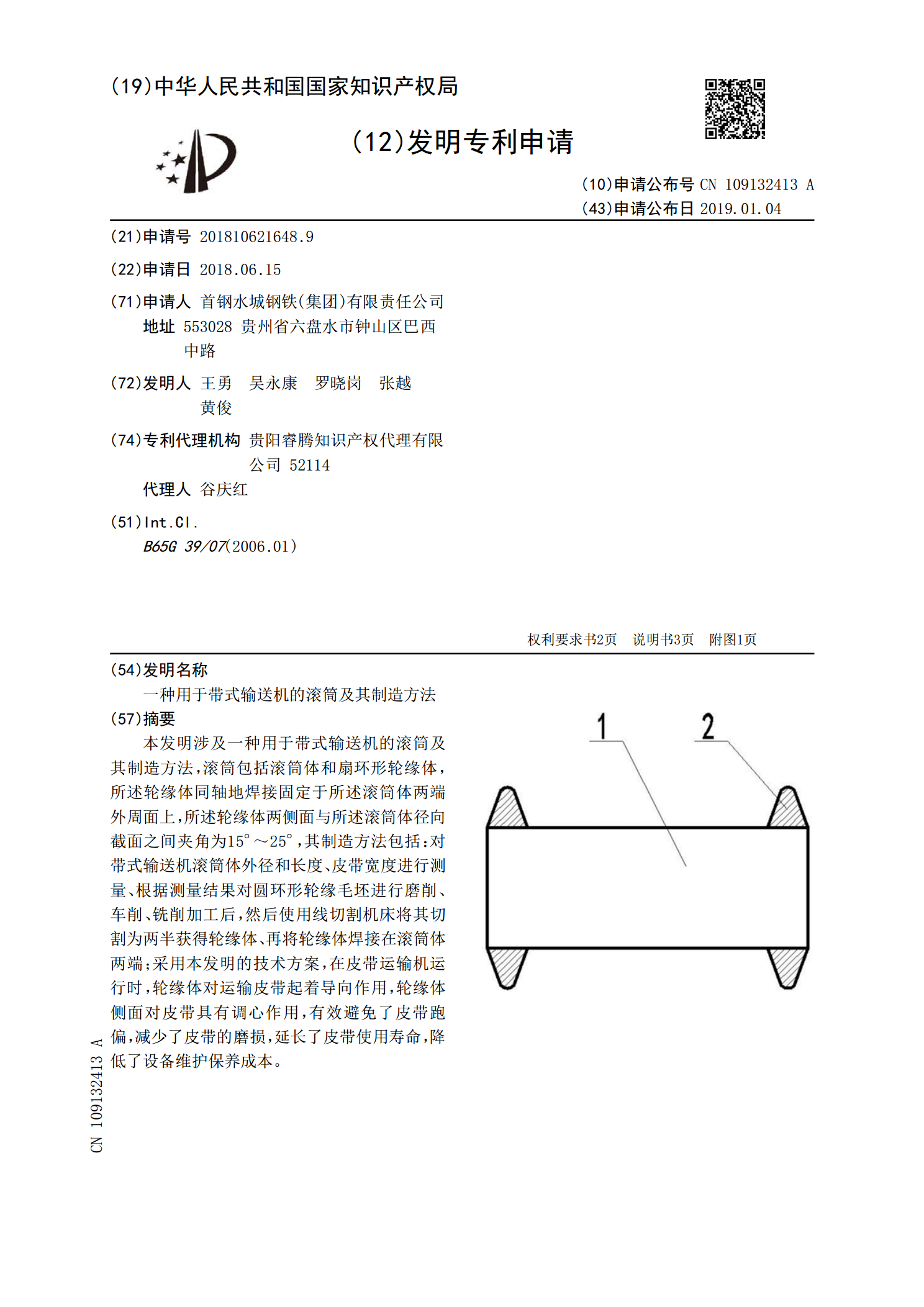
本发明涉及一种用于带式输送机的滚筒及其制造方法,滚筒包括滚筒体和扇环形轮缘体,所述轮缘体同轴地焊接固定于所述滚筒体两端外周面上,所述轮缘体两侧面与所述滚筒体径向截面之间夹角为15°~25°,其制造方法包括:对带式输送机滚筒体外径和长度、皮带宽度进行测量、根据测量结果对圆环形轮缘毛坯进行磨削、车削、铣削加工后,然后使用线切割机床将其切割为两半获得轮缘体、再将轮缘体焊接在滚筒体两端;采用本发明的技术方案,在皮带运输机运行时,轮缘体对运输皮带起着导向作用,轮缘体侧面对皮带具有调心作用,有效避免了皮带跑偏,减少了

带式输送机滚筒的结构优化与再制造.docx
带式输送机滚筒的结构优化与再制造带式输送机(BeltConveyor)是一种常用的物料输送设备,广泛应用于工矿企业中,具有输送距离长、输送量大、结构简单、操作方便等优点。然而,传统的带式输送机滚筒结构存在一些问题,如运行时的振动、噪音和能耗较高等,因此需要进行结构优化和再制造的研究。1.带式输送机滚筒的结构分析带式输送机滚筒主要由滚筒筒体、轴承座、轴承、密封件等组成。在物料输送过程中,滚筒需要承受较大的运载力和冲击力。传统的滚筒结构存在以下问题:1.1振动噪音问题:由于滚筒高速旋转时容易产生振动,导致整个

用于带式输送机转弯装置的转角滚筒.pdf
本发明公开了一种用于带式输送机转弯装置的转角滚筒,包括:轴架、固定心轴、转动筒体、导轨、输送带支承件、空心圆柱凸轮,固定心轴由两端轴架固定,转动简体同轴心支承在固定心轴上,在转动筒体和固定心轴之间设置有空心圆柱凸轮,空心圆柱凸轮同心固定在固定心轴中部,在空心圆柱凸轮上设置有一斜向闭环凸轮槽,转动简体表面周围沿轴向均布间隔安装若干导轨,在导轨上设置有相配合的输送带支承件,输送带支承件的下部固定有推动件,推动件位于凸轮槽内,具有应力均匀、摩擦磨损较小和较好的多转弯角度适应性等特点。

一种用于带式输送机的进料装置及其进料方法.pdf
本发明公开了一种用于带式输送机的进料装置及其进料方法,涉及一种用于带式输送机的进料装置,包括壳体、输送带、调节机构、束紧机构、进料机构、筛分机构和分散机构,所述壳体包括前壳体、后壳体和底座,所述底座的上表面固定连接有前壳体,并且前壳体与后壳体转动连接,本发明通过进料机构从而方便对物料进行进料操作,并且通过筛分机构可以对物料进行初步筛选操作,减少了后续的筛分步骤,提升了整体的输送效率,在进行进料时,我们通过进料斗添加物料,落下的物料会落入筛网中,通过筛网对物料进行初步的筛选,并且物料中的杂物残留在筛网上,并

一种滚筒输送机及其输送方法.pdf
本发明公开了一种滚筒输送机及其输送方法,包括两个机架和多个滚筒,相邻两个滚筒的端部均套设有传动皮条,多个滚筒端部均间隔开设有两个卡槽,卡槽的内腔环形开设有多个第一卡齿,传动皮条的内侧间隔开设有多个第二卡齿,第一卡齿与第二卡齿啮合连接,传动皮条的端部设有锁紧机构,两个机架的顶端设有防护机构,两个机架的底部设有固定机构,机架的外部设有驱动机构,机架的底端设有多个行走机构。本发明利用传动皮带条和滚筒之间设置的第一卡齿和第二卡齿能够消除添加润滑油的繁琐及污染,同时又能够实现齿条传动的稳定及低噪音,避免传动皮条与滚