
一种提升机头轮包胶插片的制作方法.pdf

邻家****mk


1/10

2/10
3/10
4/10

5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提升机头轮包胶插片的制作方法.pdf
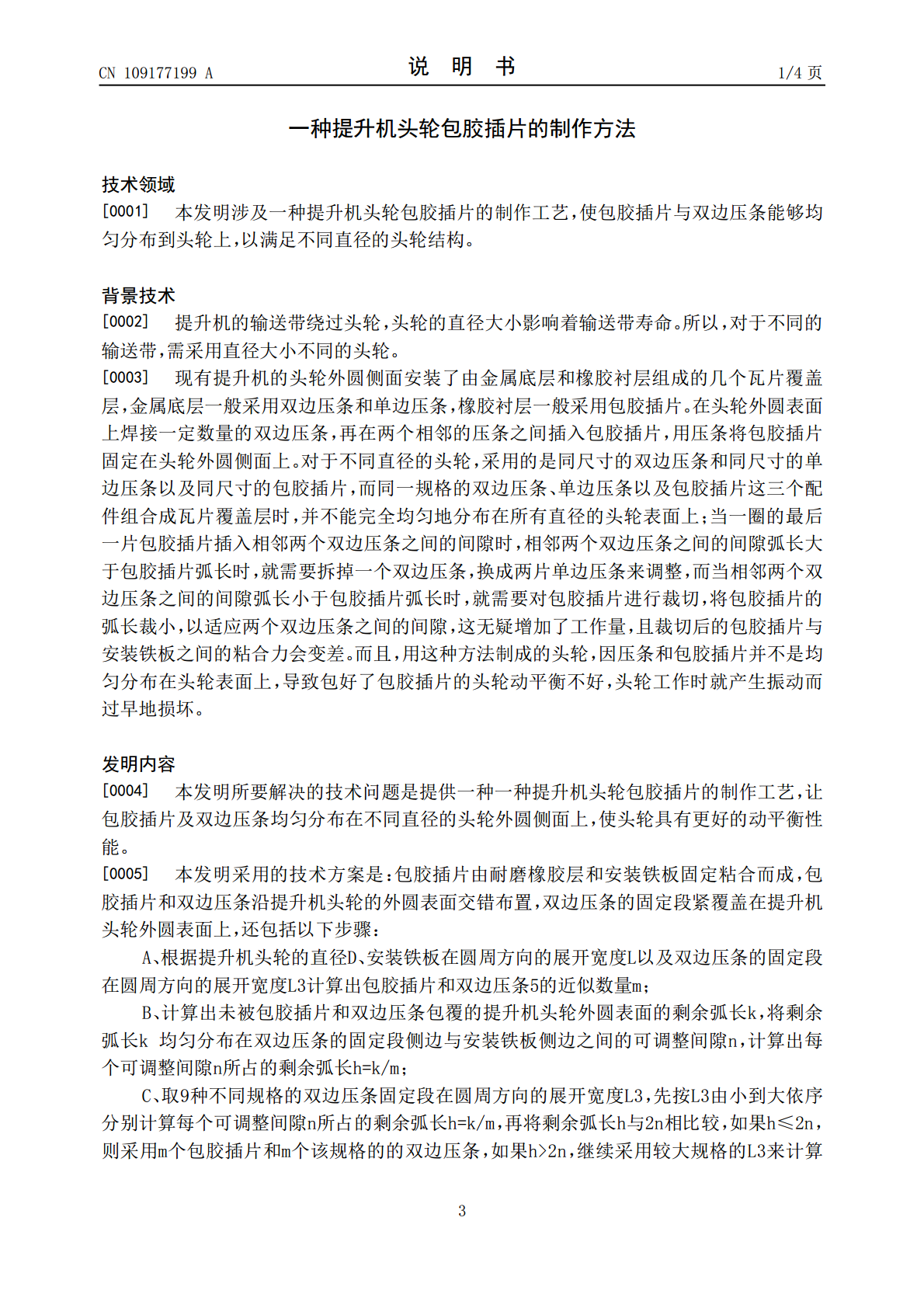
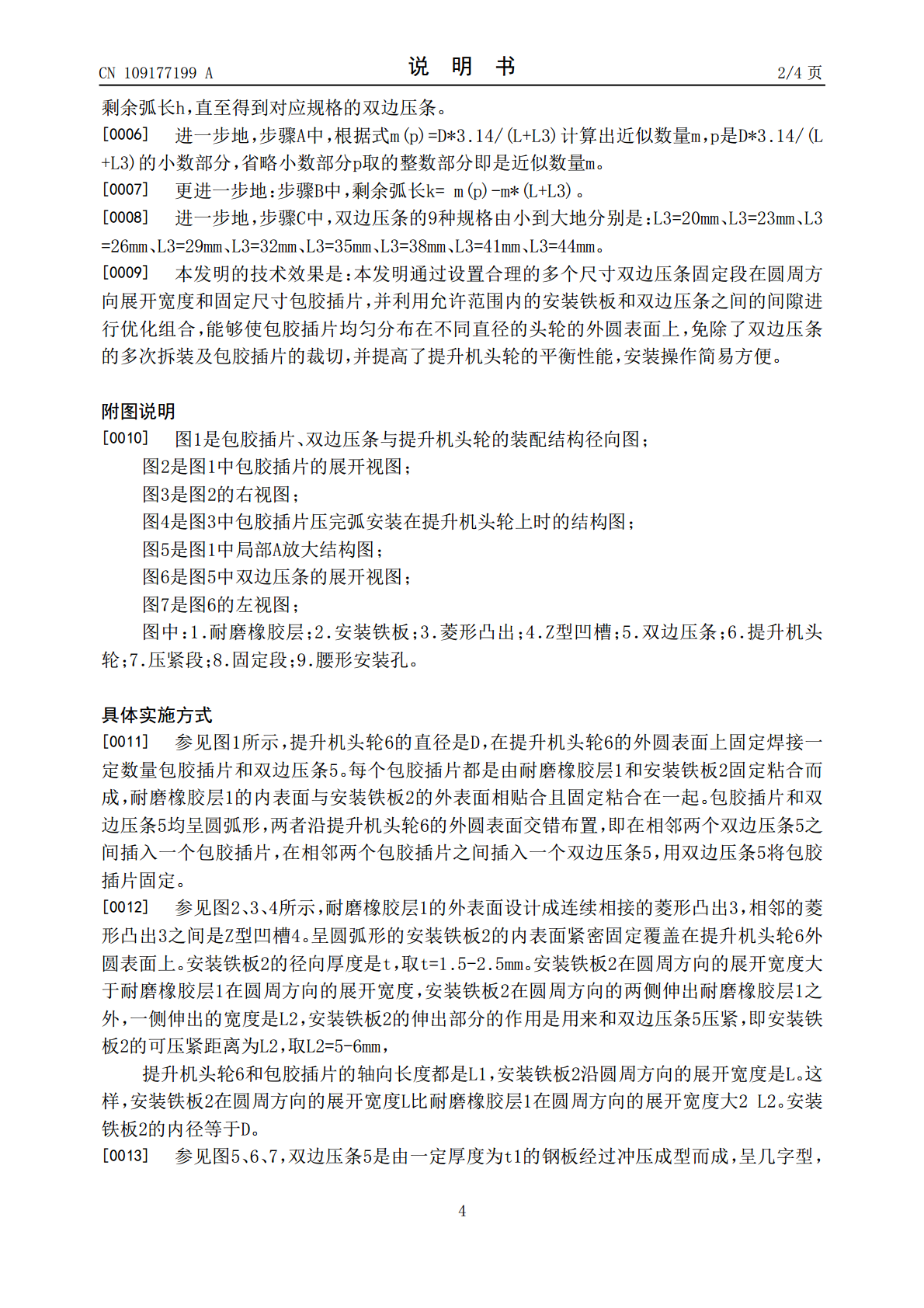
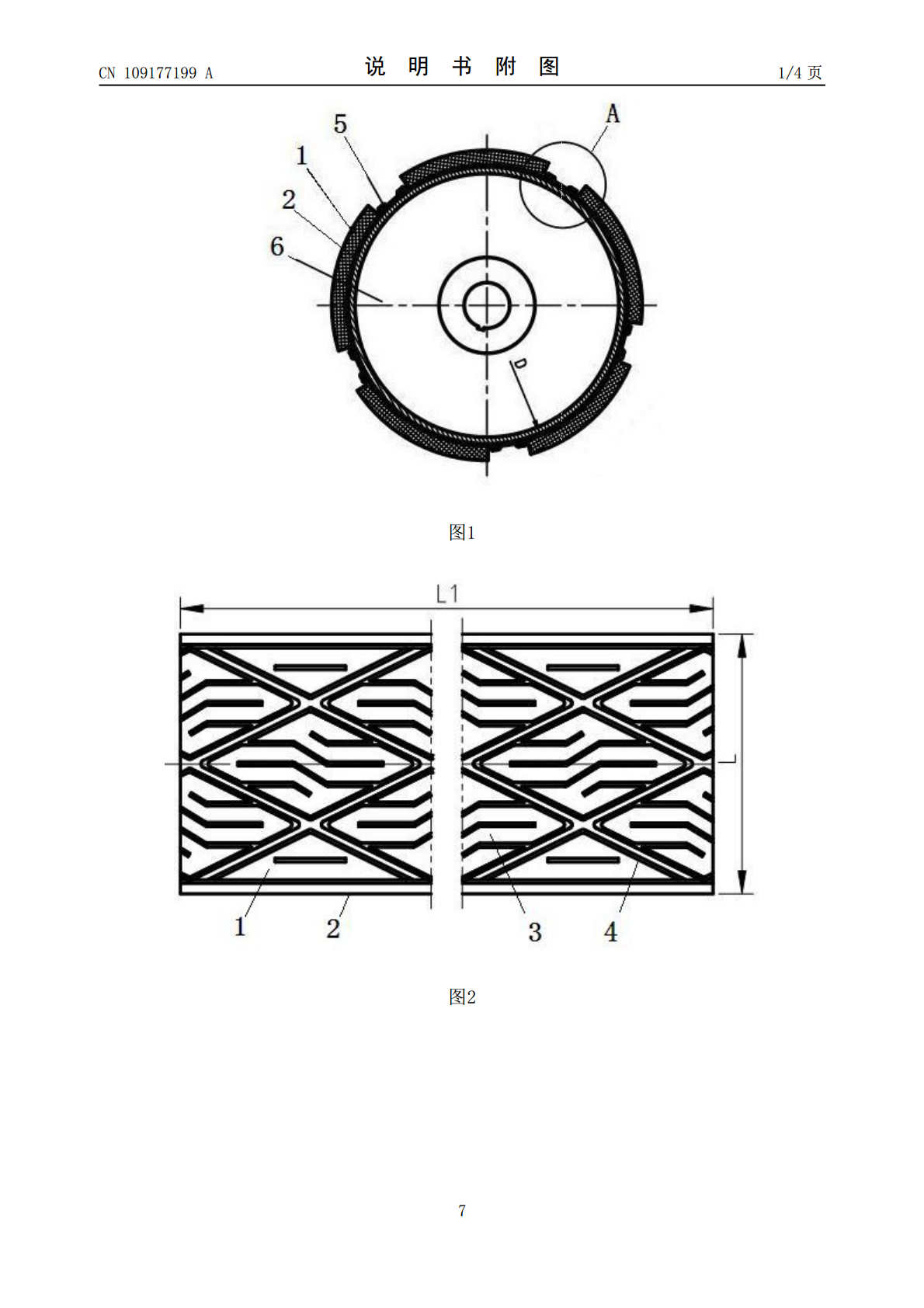
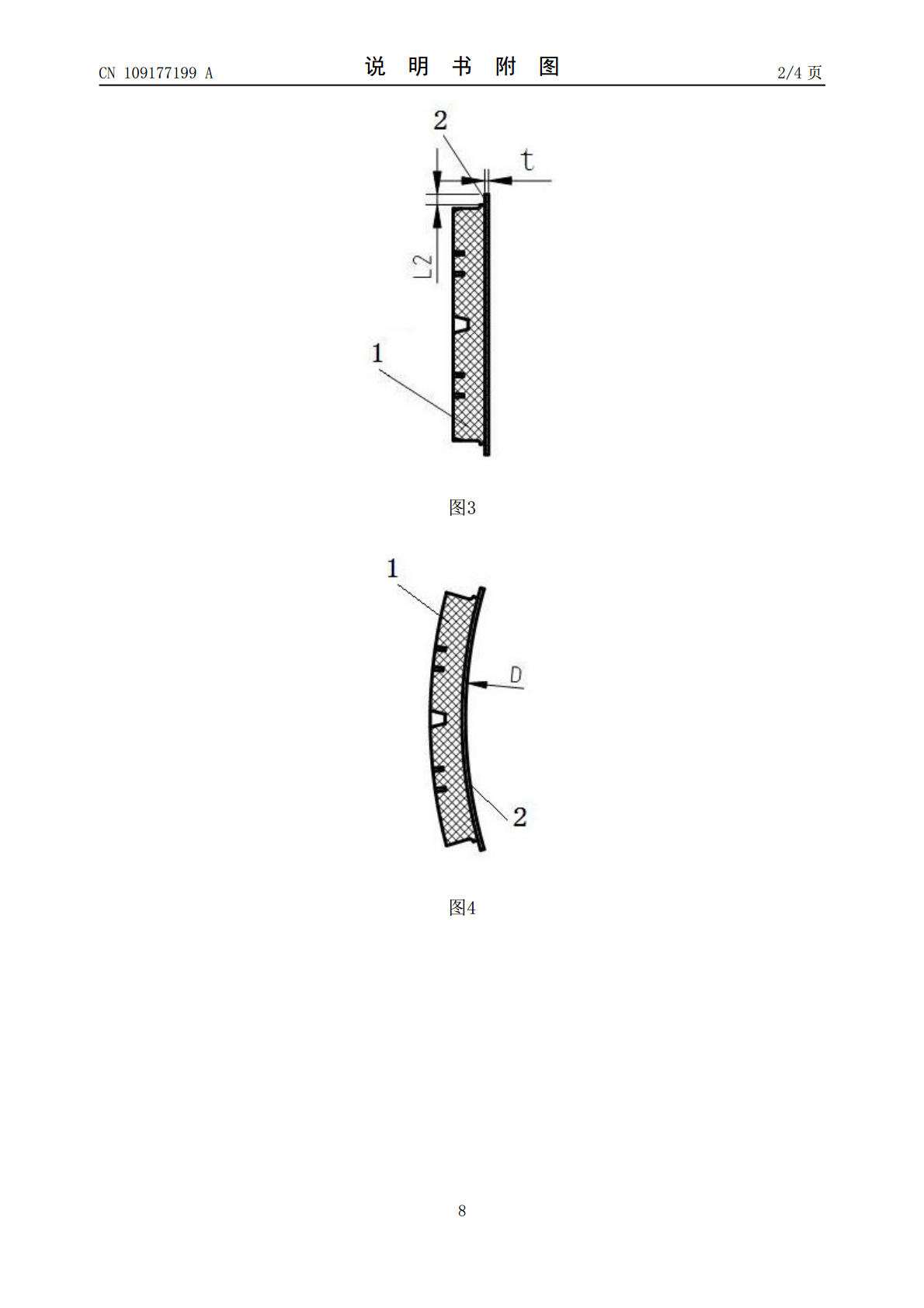
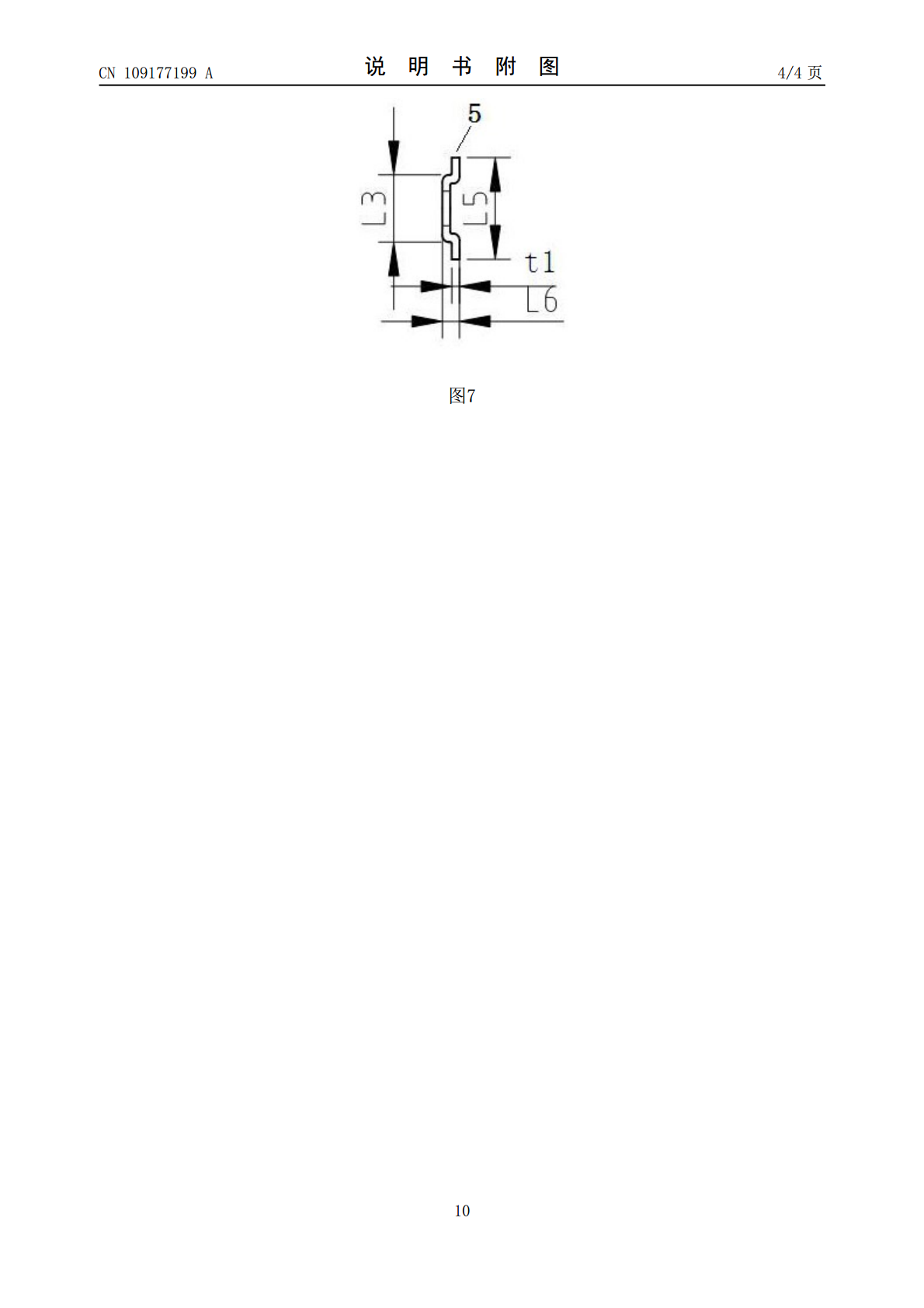
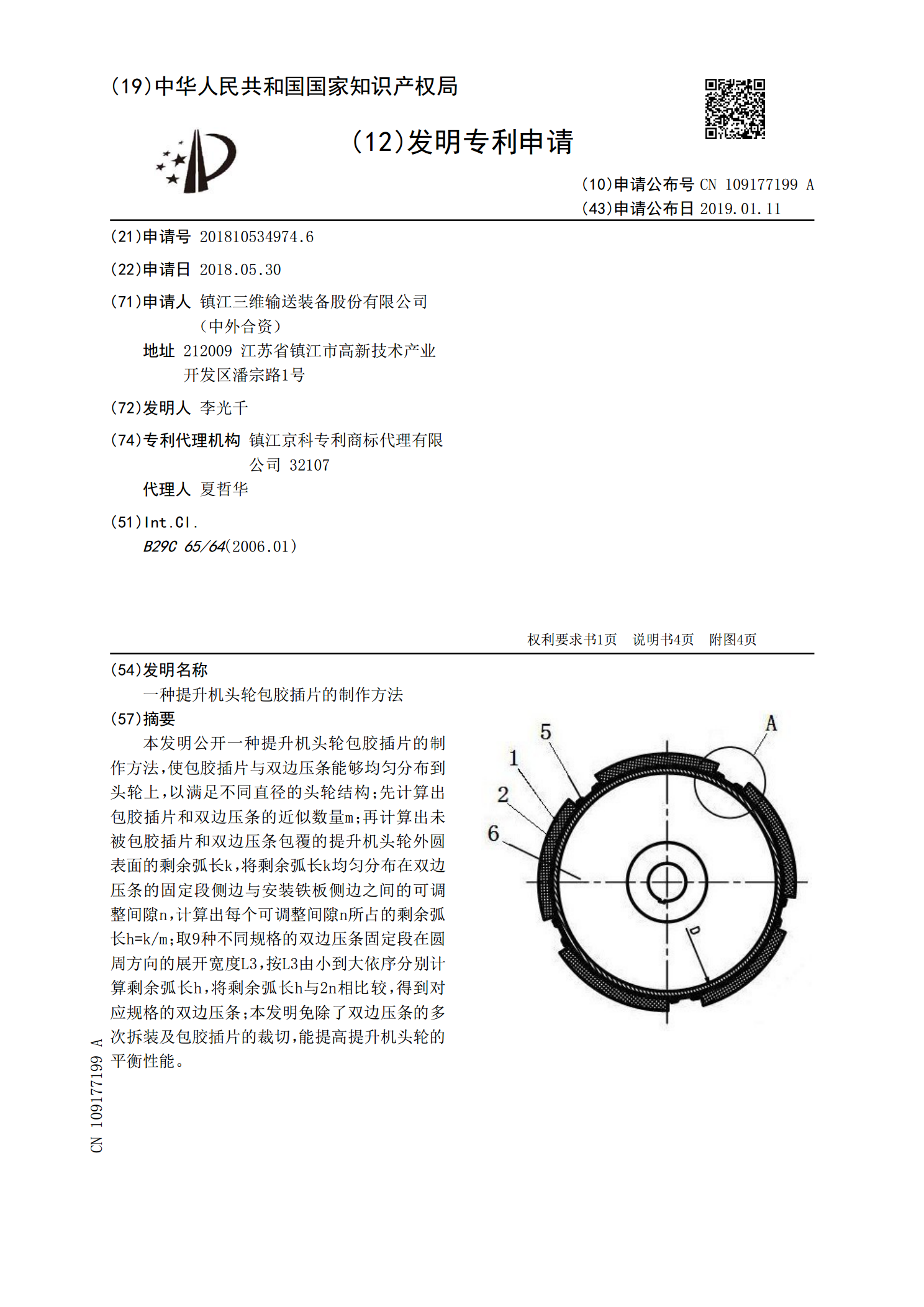
本发明公开一种提升机头轮包胶插片的制作方法,使包胶插片与双边压条能够均匀分布到头轮上,以满足不同直径的头轮结构;先计算出包胶插片和双边压条的近似数量m;再计算出未被包胶插片和双边压条包覆的提升机头轮外圆表面的剩余弧长k,将剩余弧长k均匀分布在双边压条的固定段侧边与安装铁板侧边之间的可调整间隙n,计算出每个可调整间隙n所占的剩余弧长h=k/m;取9种不同规格的双边压条固定段在圆周方向的展开宽度L3,按L3由小到大依序分别计算剩余弧长h,将剩余弧长h与2n相比较,得到对应规格的双边压条;本发明免除了双边压条的

一种包胶拉片及其制作方法.pdf
本发明涉及一种包胶拉片及其制作方法,解决现有技术中的拉片触感不好且容易腐蚀的问题,公开了一种包胶拉片的制作方法,包括如下步骤:对金属拉片进行预处理;调整液体胶的水平面位置与金属拉片的包胶口位置一致;垂直悬挂金属拉片;均匀加热金属拉片至180‑200℃;把加热的金属拉片垂直匀速浸入液体胶内,直到液体胶溢到金属拉片的包胶口位置,停留一段时间使拉片包胶;匀速提起带胶的拉片,转到冷却区域;冷却拉片。按照本发明的包胶拉片的制作方法制作的包胶拉片触摸具有柔软感、温暖感。金属拉片包胶后减少手指直接接触减少汗液腐蚀,使产

取料机头部滚筒现场包胶及维护对策.docx
取料机头部滚筒现场包胶及维护对策一、背景介绍取料机头部滚筒是取料机重要部件之一,其工作性能的好坏直接影响取料机的工作效率和稳定性。在取料机的正常工作过程中,滚筒可能会因为接触到物料而产生磨损甚至包胶,影响取料机的正常工作。因此,对于取料机头部滚筒现场包胶及维护对策的研究具有重要意义。二、现场包胶的原因1.物料的特性:物料中含有大颗粒、硬质物料,会导致滚筒表面被划伤、损伤,进而形成包胶现象。2.磨损:取料机长时间使用会导致滚筒表面磨损,失去原有的粗糙度,减少与物料之间的摩擦力,也会出现包胶现象。3.维护不当
一种搓纸轮包胶材料的制备方法及其包胶材料.pdf
本发明涉及高分子材料技术领域,公开了一种搓纸轮包胶材料的制备方法及其包胶材料,方法包括:将聚醚二元醇、复合交联剂及染料加入至反应釜中,混合,得到混合物a;将异氰酸酯加入至混合物a中,混合均匀,真空脱泡,得到混合物b;将混合物b常压浇注至搓纸轮模具空腔中,在80‑100℃温度下固化成型0.5‑1h,得到前驱体c;将前驱体c在100‑110℃温度下固化10‑14h,得到前驱体d;将前驱体在70‑80℃温度下再固化10‑14h,得到搓纸轮包胶材料。本方法采用一步法常压浇注成型,制备时间短、操作简单等优点,具有工
一种自动贴胶机机头及贴胶机.pdf
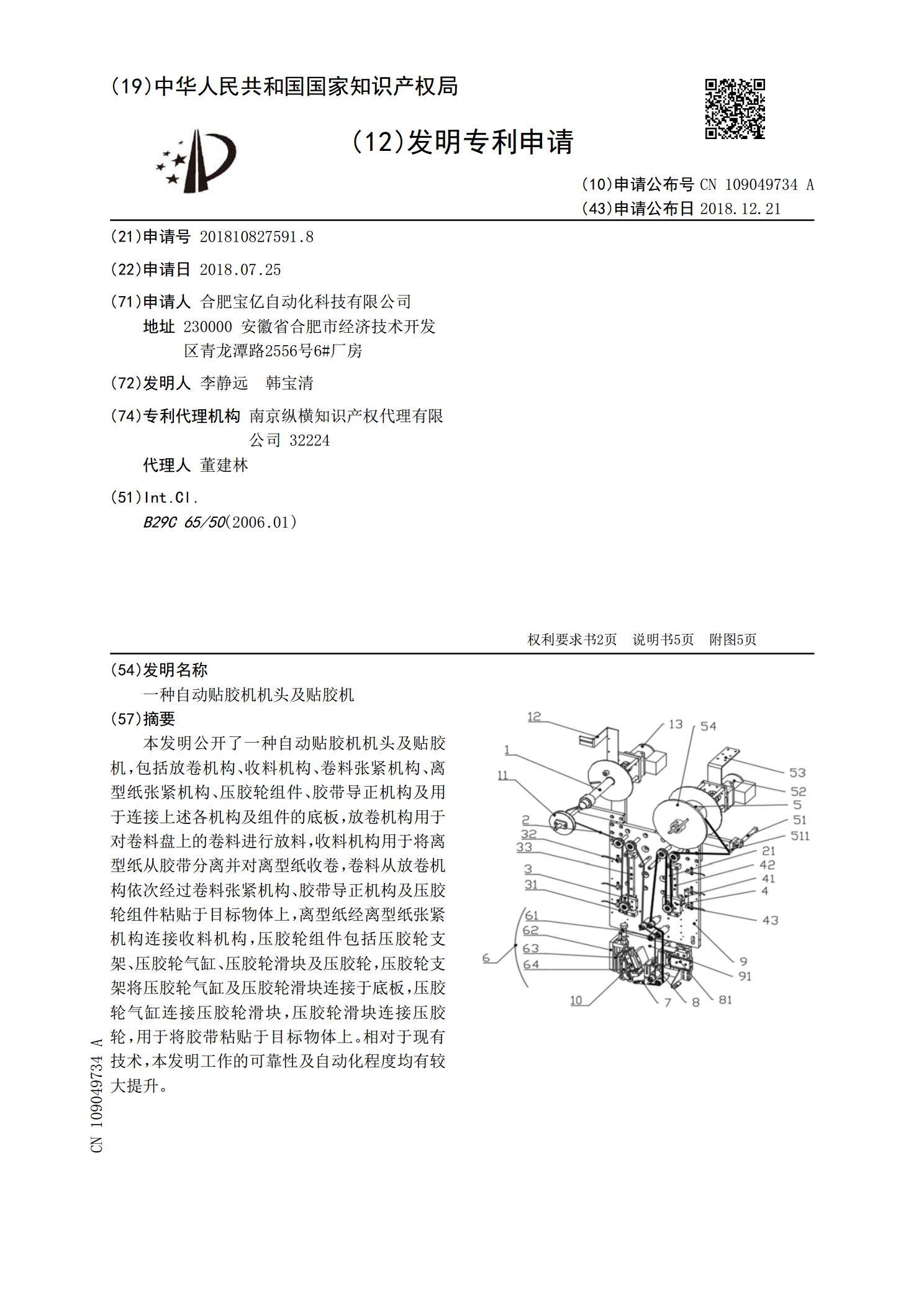
本发明公开了一种自动贴胶机机头及贴胶机,包括放卷机构、收料机构、卷料张紧机构、离型纸张紧机构、压胶轮组件、胶带导正机构及用于连接上述各机构及组件的底板,放卷机构用于对卷料盘上的卷料进行放料,收料机构用于将离型纸从胶带分离并对离型纸收卷,卷料从放卷机构依次经过卷料张紧机构、胶带导正机构及压胶轮组件粘贴于目标物体上,离型纸经离型纸张紧机构连接收料机构,压胶轮组件包括压胶轮支架、压胶轮气缸、压胶轮滑块及压胶轮,压胶轮支架将压胶轮气缸及压胶轮滑块连接于底板,压胶轮气缸连接压胶轮滑块,压胶轮滑块连接压胶轮,用于将胶