
一种新型RH真空精炼装置及控制方法.pdf

俊凤****bb


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新型RH真空精炼装置及控制方法.pdf
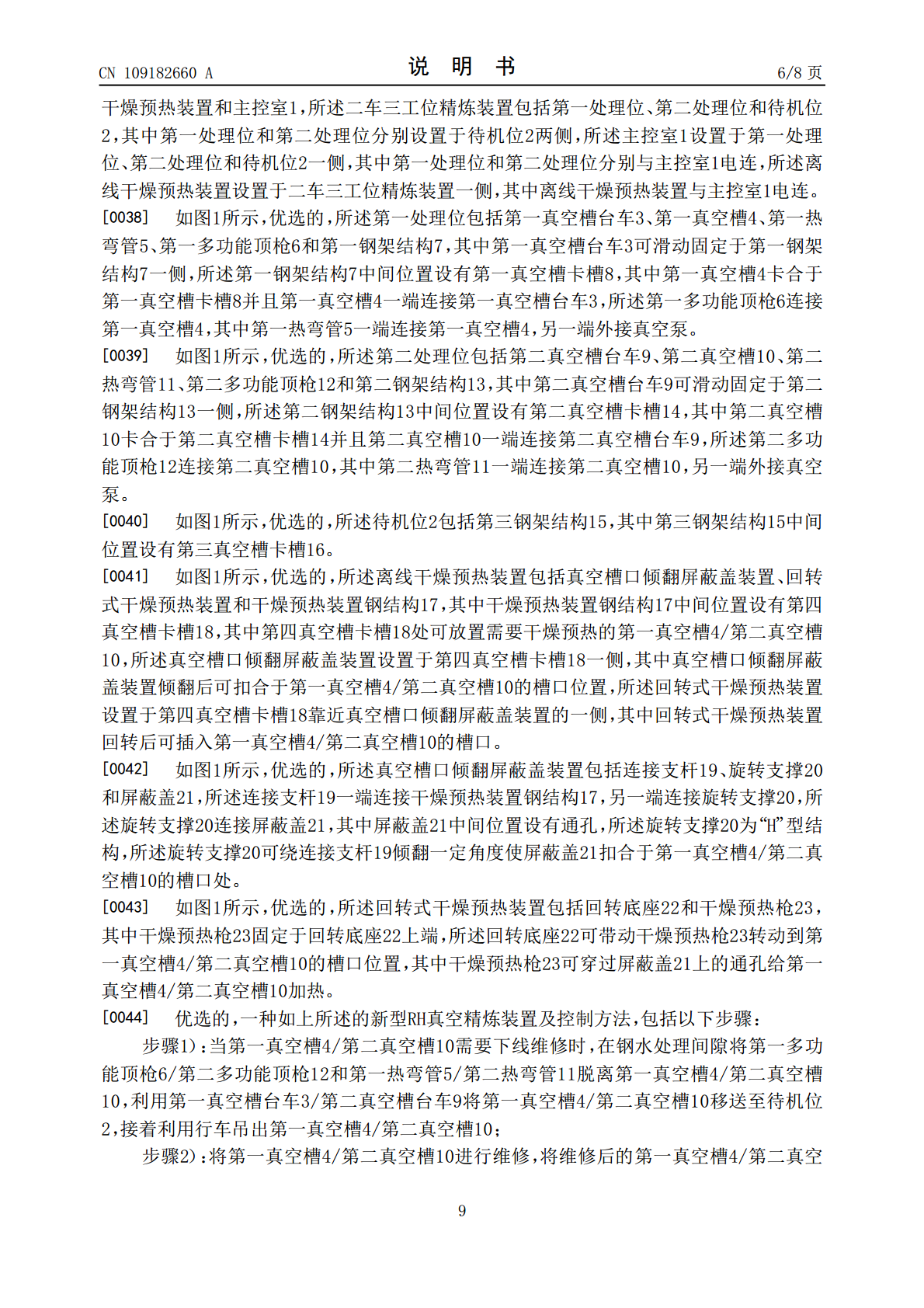
本发明公开了一种新型RH真空精炼装置及控制方法,包括二车三工位精炼装置、离线干燥预热装置和主控室,所述二车三工位精炼装置包括第一处理位、第二处理位和待机位,其中第一处理位和第二处理位分别设置于待机位两侧,所述主控室设置于第一处理位、第二处理位和待机位一侧,其中第一处理位和第二处理位分别与主控室电连,所述离线干燥预热装置设置于二车三工位精炼装置一侧,其中离线干燥预热装置与主控室电连。本发明节约了场地及相应的钢结构,二车三工位精炼装置的布置型式将处理位布置在两侧,中间位置为待机位,中间的待机位用于真空槽更换时

一种RH真空精炼防爆装置及其控制方法.pdf
本发明提供了一种RH真空精炼防爆装置及其控制方法,所述的装置包括:半球盖(8)、支撑架(7)、若干个气缸、气缸换向阀(96)、电磁换向阀(85)和气管(83);所述的半球盖(8)呈空心半球体结构,所述气管(83)的一端与电磁换向阀(85)连通,其另一端从半球盖(8)的凸面穿入至凹面,所述气缸换向阀(96)的一端通过管路与气缸连通,其另一端通过接通的压缩空气驱动气缸的活塞杆伸长;利用上述装置的控制方法,通过气缸的活塞杆推动空心半球体的半球盖紧靠至热弯管连接口,并采用输送填充氮气等惰性气体进入热弯管的方式,驱

一种RH真空喷粉精炼装置及其喷粉方法.pdf
一种RH真空喷粉精炼装置及其喷粉方法,属于钢水炉外精炼技术领域。RH真空精炼喷粉装置包括真空钢液循环装置和喷粉装置。其中,真空钢液循环装置包括真空室、浸渍管、钢包、提升气体管道。喷粉装置包括喷粉元件、供粉管、缓冲气室、快速连接部件。喷粉方法包括且不限于脱硫、脱氧、去夹杂、加入合金等精炼及合金化功能。优点在于,在RH常规结构基础上对真空槽底部进行改进,可对喷管安装参数进行调整,以适应不同钢种工艺需要;易于实施,方便维护,可提高生产效率,节约生产成本,具有很好的应用前景。

RH真空精炼脱硫的方法.pdf
本发明公开了一种RH真空精炼脱硫的方法,其包括下述步骤:(1)转炉出钢过程中加入石灰颗粒,出完钢后加入精炼渣,钢包停止吹氩后加入铝渣或铝粉;(2)上述钢包内的钢水进RH炉,开始抽真空进行RH真空处理;抽真空过程中,真空度达到3~30kpa时,关闭抽真空装置,然后加入0.5~4kg/t钢的预熔型精炼渣,再开启抽真空装置继续进行RH真空处理;(3)上述RH真空处理结束时,如果硫含量达到工艺要求且钢水其它条件均满足要求,则关闭抽真空装置,将钢包车开出处理位。本方法只是利用现有的常规RH真空精炼炉工艺装备,无需对

一种RH真空精炼炉钢水罐自动顶升装置及控制方法.pdf
本发明公开了一种RH真空精炼炉钢水罐自动顶升装置及控制方法,该装置可包括双目摄像头、顶升机构和位移传感器及与其电连接的控制系统,所述双目摄像头用于采集所述钢水罐液面到所述双目摄像头的距离,所述顶升机构用于将所述钢水罐顶升预设距离,所述位移传感器用于测量所述钢水罐的顶升距离,所述控制系统根据所述双目摄像头和所述位移传感器采集的数据控制所述顶升机构动作,以实现所述钢水罐的自动顶升,进而实现生产时始终保持浸渍管进入钢水中0.5米。本发明安装方便,自动化程度高,可以大大提高生产效率,降低成本,提高产品质量。