
一种自动上料装置.pdf

英瑞****写意

1/10

2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种自锁调谐螺杆自动上料装置的供料机构.pdf
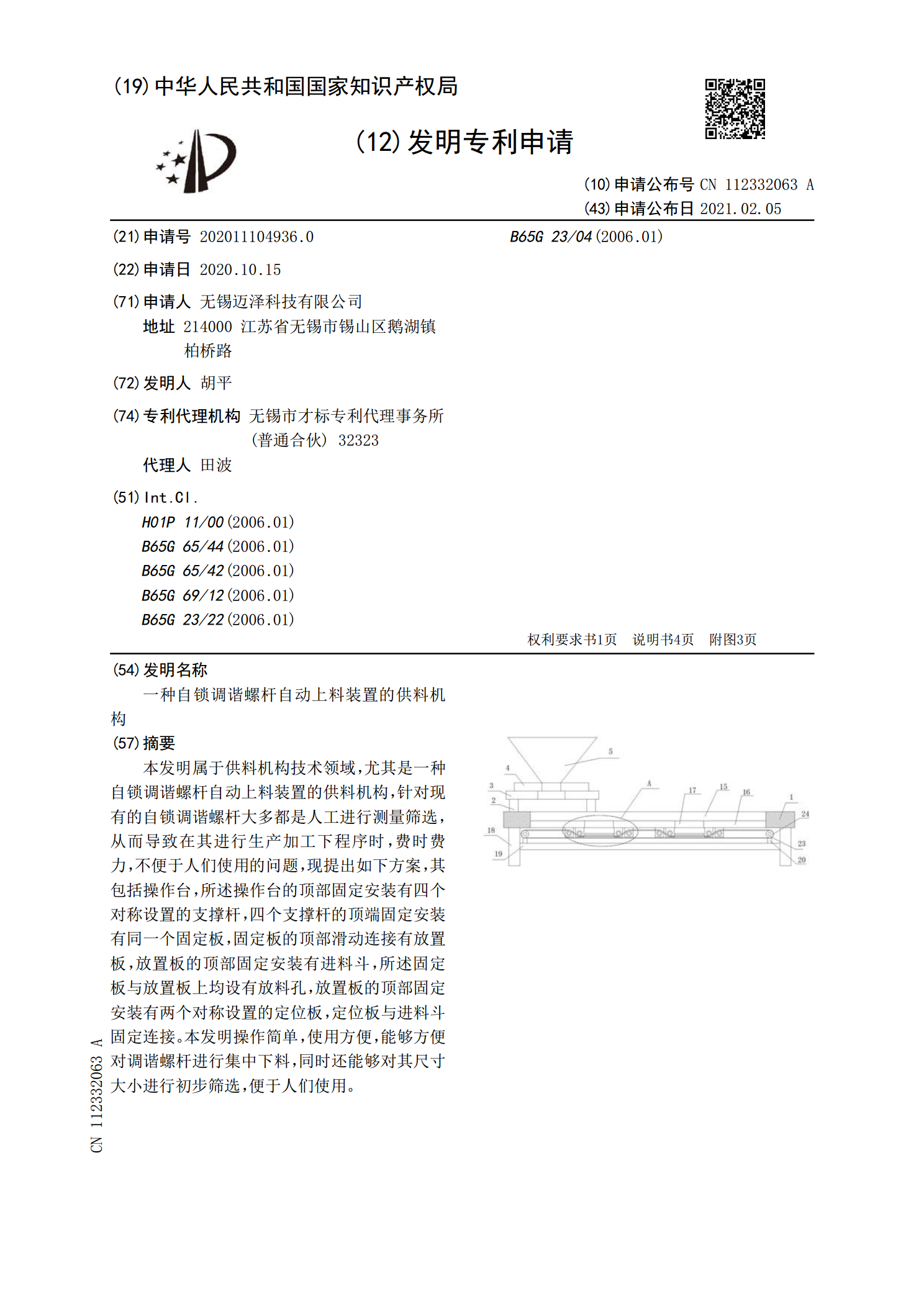
本发明属于供料机构技术领域,尤其是一种自锁调谐螺杆自动上料装置的供料机构,针对现有的自锁调谐螺杆大多都是人工进行测量筛选,从而导致在其进行生产加工下程序时,费时费力,不便于人们使用的问题,现提出如下方案,其包括操作台,所述操作台的顶部固定安装有四个对称设置的支撑杆,四个支撑杆的顶端固定安装有同一个固定板,固定板的顶部滑动连接有放置板,放置板的顶部固定安装有进料斗,所述固定板与放置板上均设有放料孔,放置板的顶部固定安装有两个对称设置的定位板,定位板与进料斗固定连接。本发明操作简单,使用方便,能够方便对调谐螺
一种料框自动上料装置.pdf
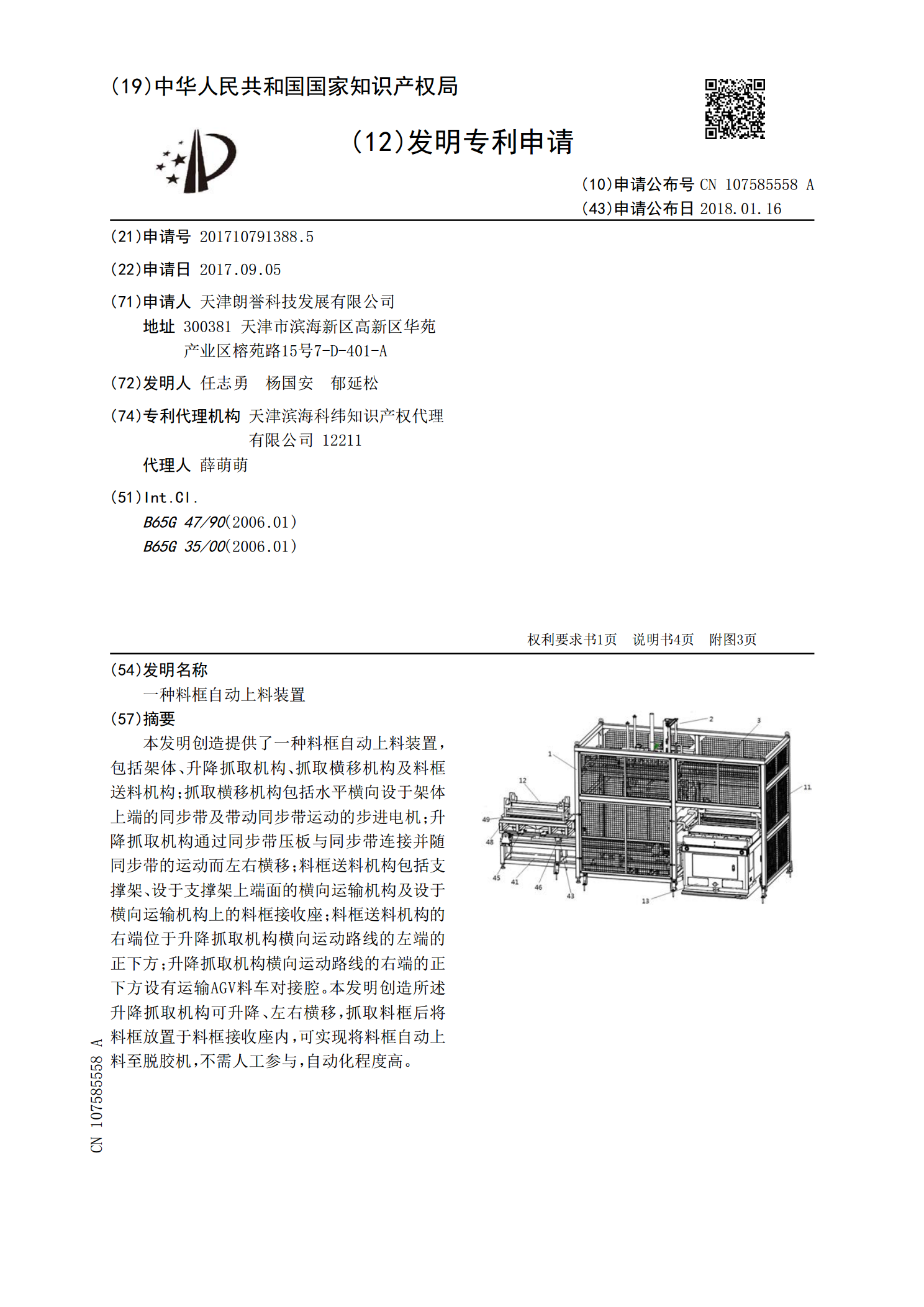
本发明创造提供了一种料框自动上料装置,包括架体、升降抓取机构、抓取横移机构及料框送料机构;抓取横移机构包括水平横向设于架体上端的同步带及带动同步带运动的步进电机;升降抓取机构通过同步带压板与同步带连接并随同步带的运动而左右横移;料框送料机构包括支撑架、设于支撑架上端面的横向运输机构及设于横向运输机构上的料框接收座;料框送料机构的右端位于升降抓取机构横向运动路线的左端的正下方;升降抓取机构横向运动路线的右端的正下方设有运输AGV料车对接腔。本发明创造所述升降抓取机构可升降、左右横移,抓取料框后将料框放置于料
一种料仓自动上料装置.pdf
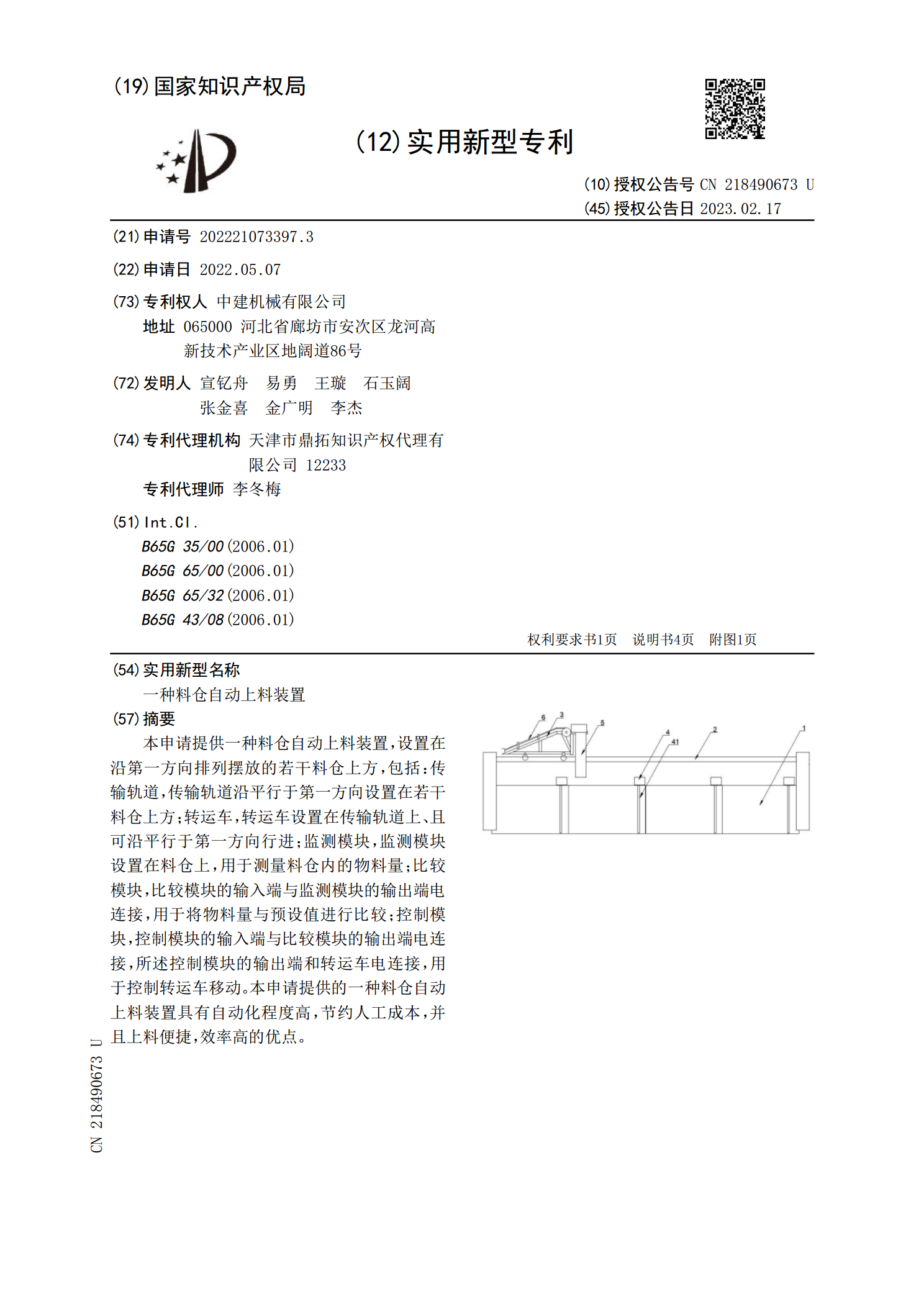
本申请提供一种料仓自动上料装置,设置在沿第一方向排列摆放的若干料仓上方,包括:传输轨道,传输轨道沿平行于第一方向设置在若干料仓上方;转运车,转运车设置在传输轨道上、且可沿平行于第一方向行进;监测模块,监测模块设置在料仓上,用于测量料仓内的物料量;比较模块,比较模块的输入端与监测模块的输出端电连接,用于将物料量与预设值进行比较;控制模块,控制模块的输入端与比较模块的输出端电连接,所述控制模块的输出端和转运车电连接,用于控制转运车移动。本申请提供的一种料仓自动上料装置具有自动化程度高,节约人工成本,并且上料便
一种自动上料装置.pdf
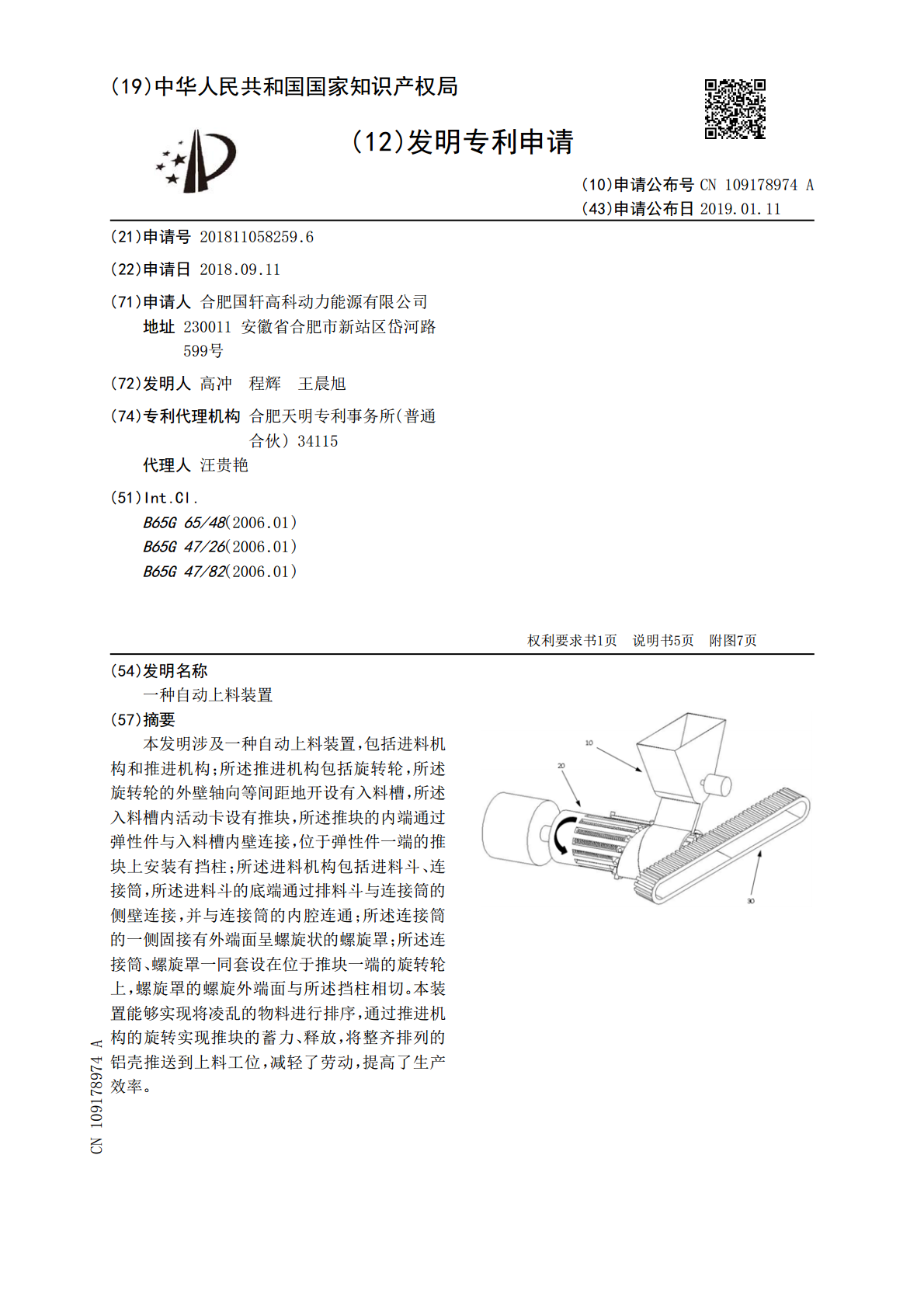
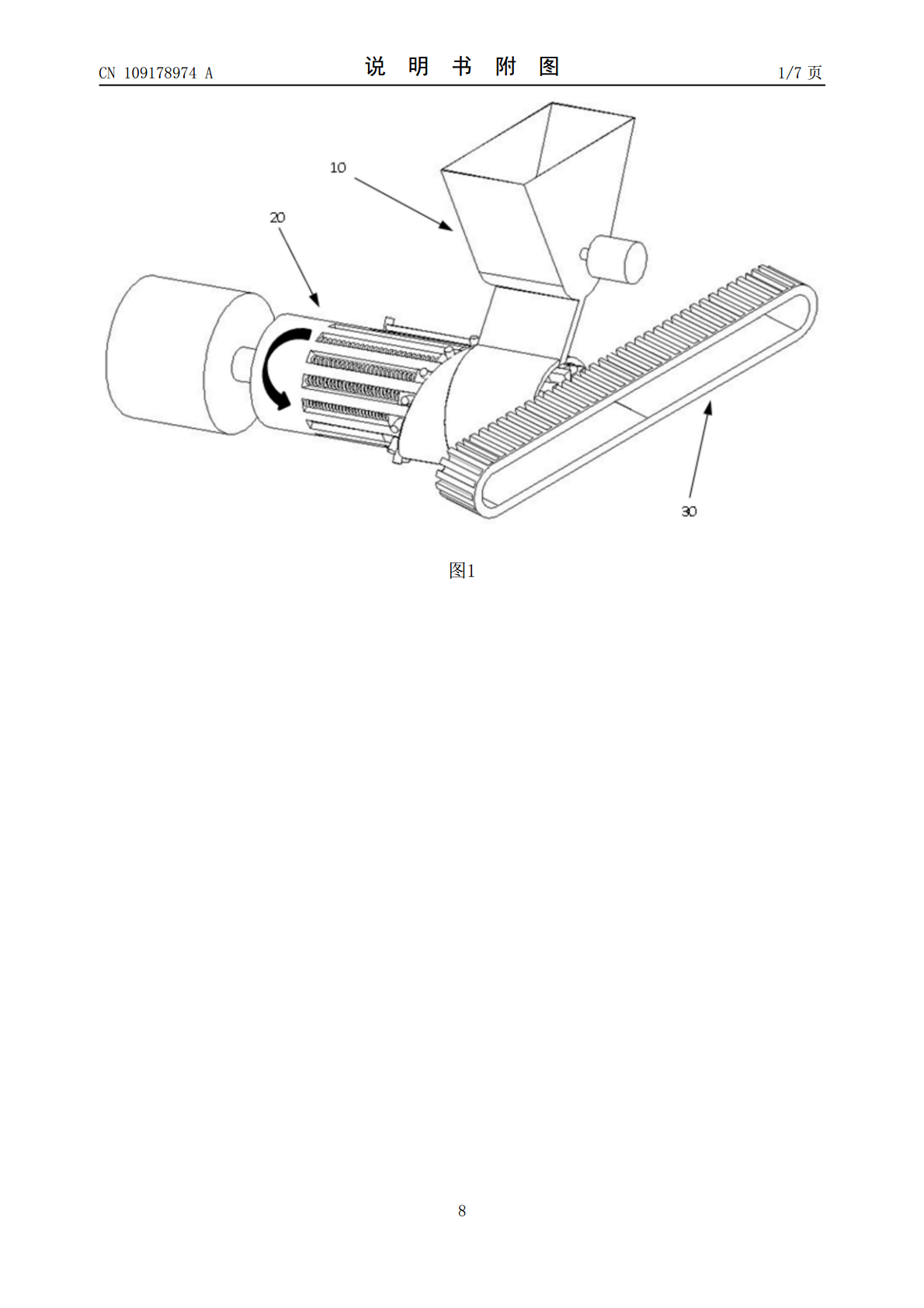
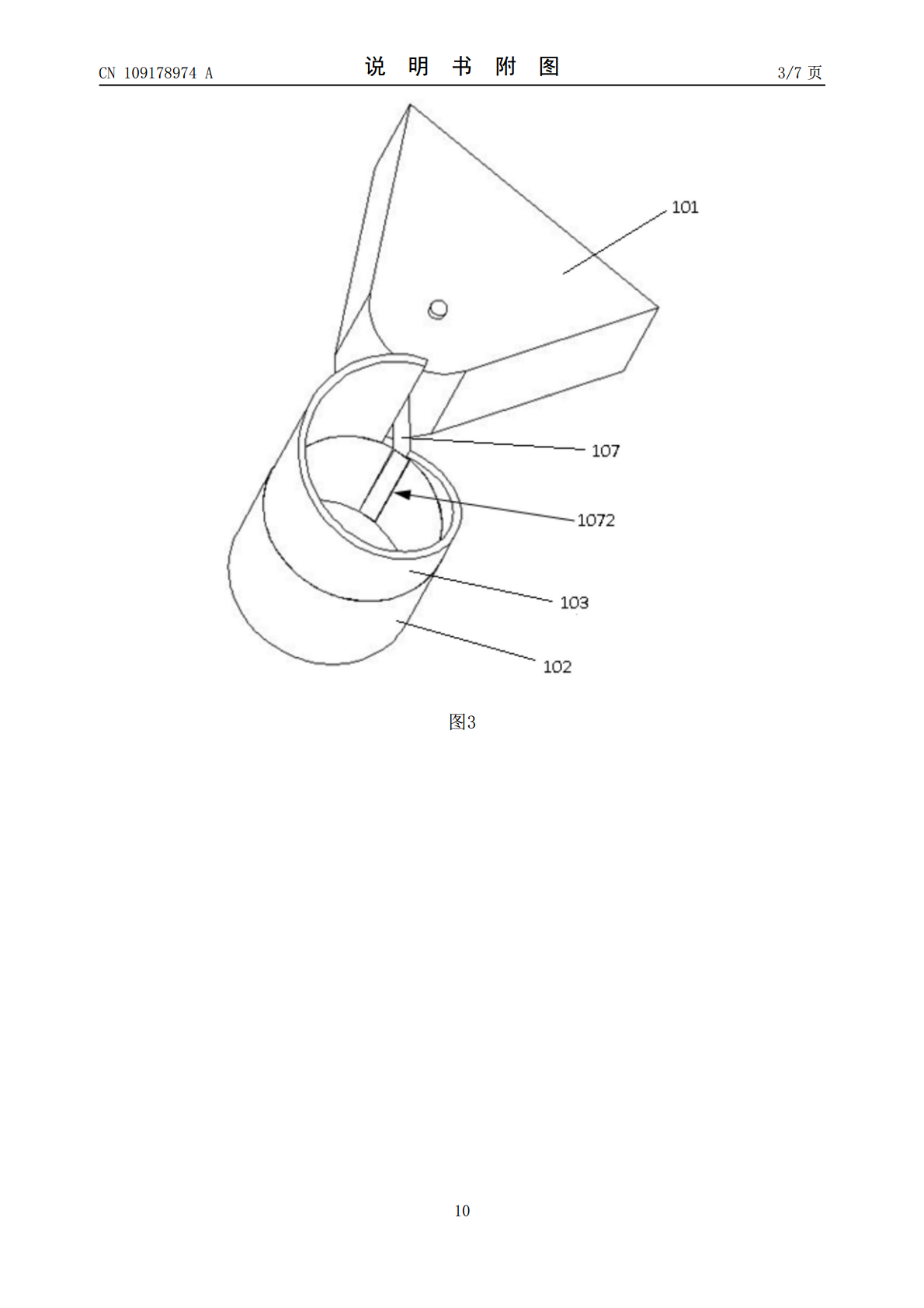
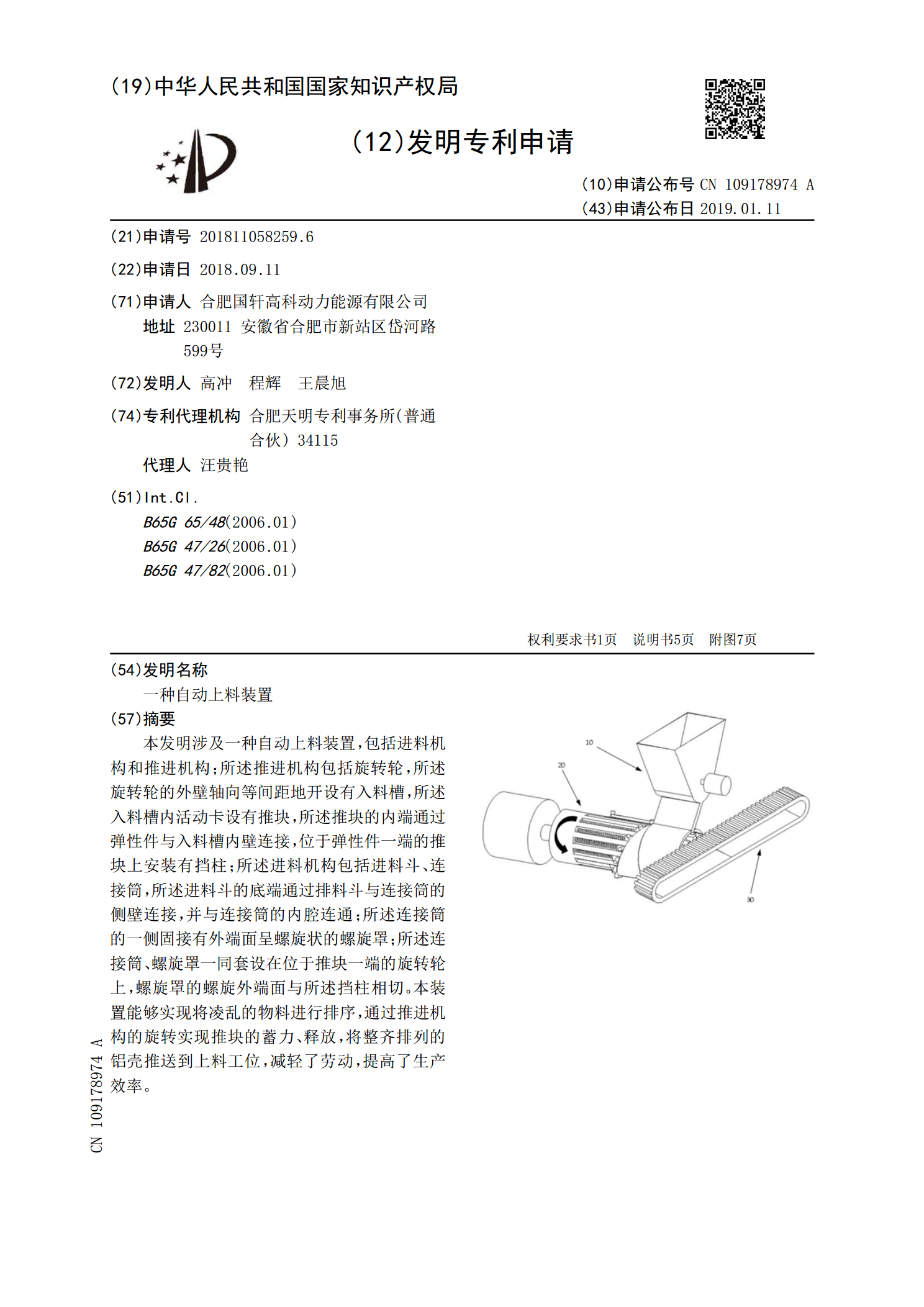
本发明涉及一种自动上料装置,包括进料机构和推进机构;所述推进机构包括旋转轮,所述旋转轮的外壁轴向等间距地开设有入料槽,所述入料槽内活动卡设有推块,所述推块的内端通过弹性件与入料槽内壁连接,位于弹性件一端的推块上安装有挡柱;所述进料机构包括进料斗、连接筒,所述进料斗的底端通过排料斗与连接筒的侧壁连接,并与连接筒的内腔连通;所述连接筒的一侧固接有外端面呈螺旋状的螺旋罩;所述连接筒、螺旋罩一同套设在位于推块一端的旋转轮上,螺旋罩的螺旋外端面与所述挡柱相切。本装置能够实现将凌乱的物料进行排序,通过推进机构的旋转实
一种自动上料装置.pdf
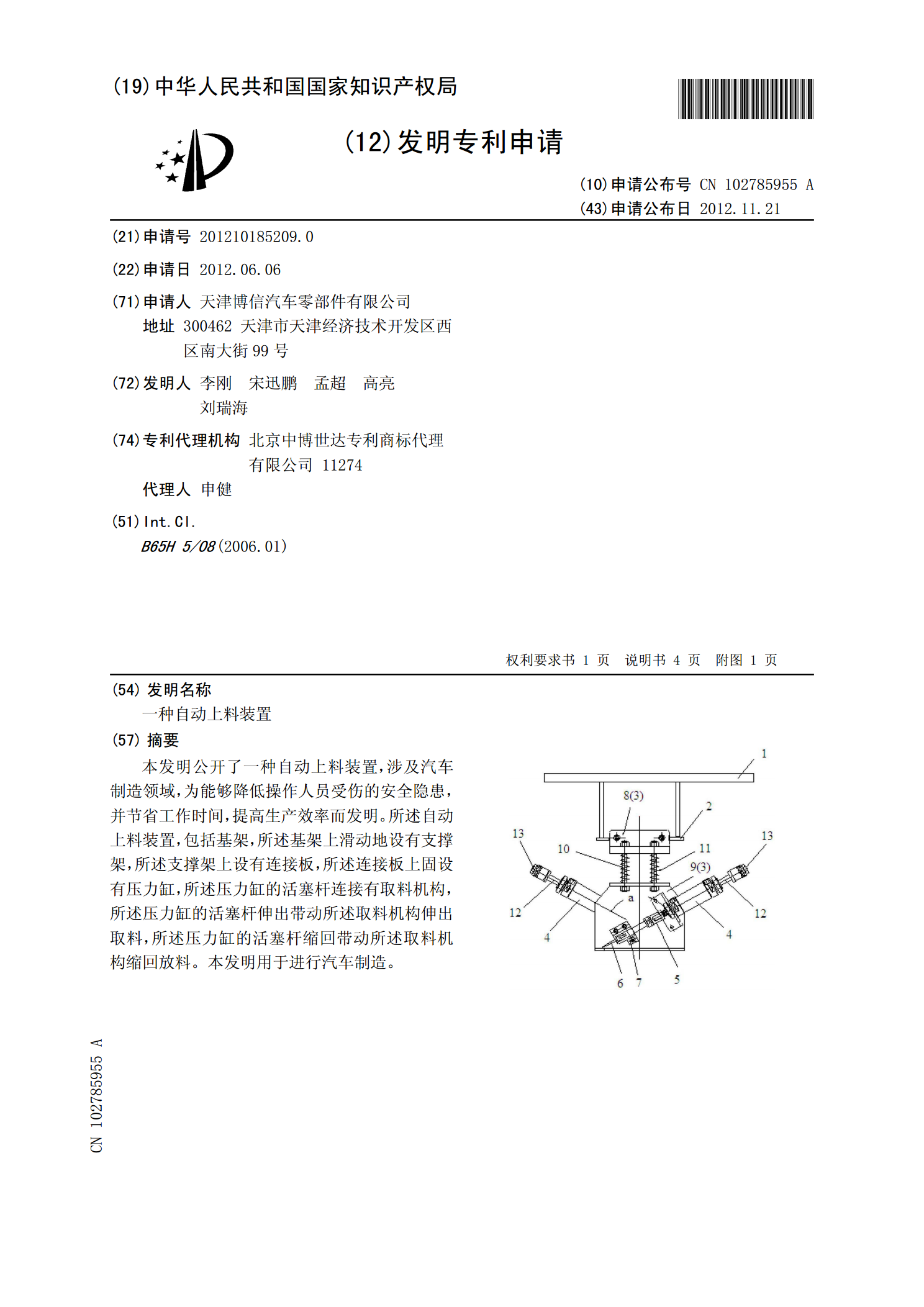
本发明公开了一种自动上料装置,涉及汽车制造领域,为能够降低操作人员受伤的安全隐患,并节省工作时间,提高生产效率而发明。所述自动上料装置,包括基架,所述基架上滑动地设有支撑架,所述支撑架上设有连接板,所述连接板上固设有压力缸,所述压力缸的活塞杆连接有取料机构,所述压力缸的活塞杆伸出带动所述取料机构伸出取料,所述压力缸的活塞杆缩回带动所述取料机构缩回放料。本发明用于进行汽车制造。