
一种大型旋压机床同步旋压控制的方法.pdf

是你****芹呀


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型旋压机床同步旋压控制的方法.pdf
本发明提供了一种大型旋压机床同步旋压控制的方法,涉及旋压机床控制方法技术领域,其技术要点在于:在大型旋压机床的主轴芯模和旋压轮上分别设置有旋转编码器,根据主轴芯模加工零件的最小直径和旋压轮直径推导出旋压轮的转动速度,最终实现在加工过程中实时转速同步控制;本发明解决了由于大型旋压机床主轴芯模惯量大,导致旋轮接触工件表面启动慢,造成零件表面划伤和旋轮损坏的问题,显著提高大型旋压机床旋轮的耐用性,延长旋轮使用寿命;实现同步控制,以及外接压力反馈实现旋轮停止控制,有效地解决零件表面划伤和旋轮损坏的问题。
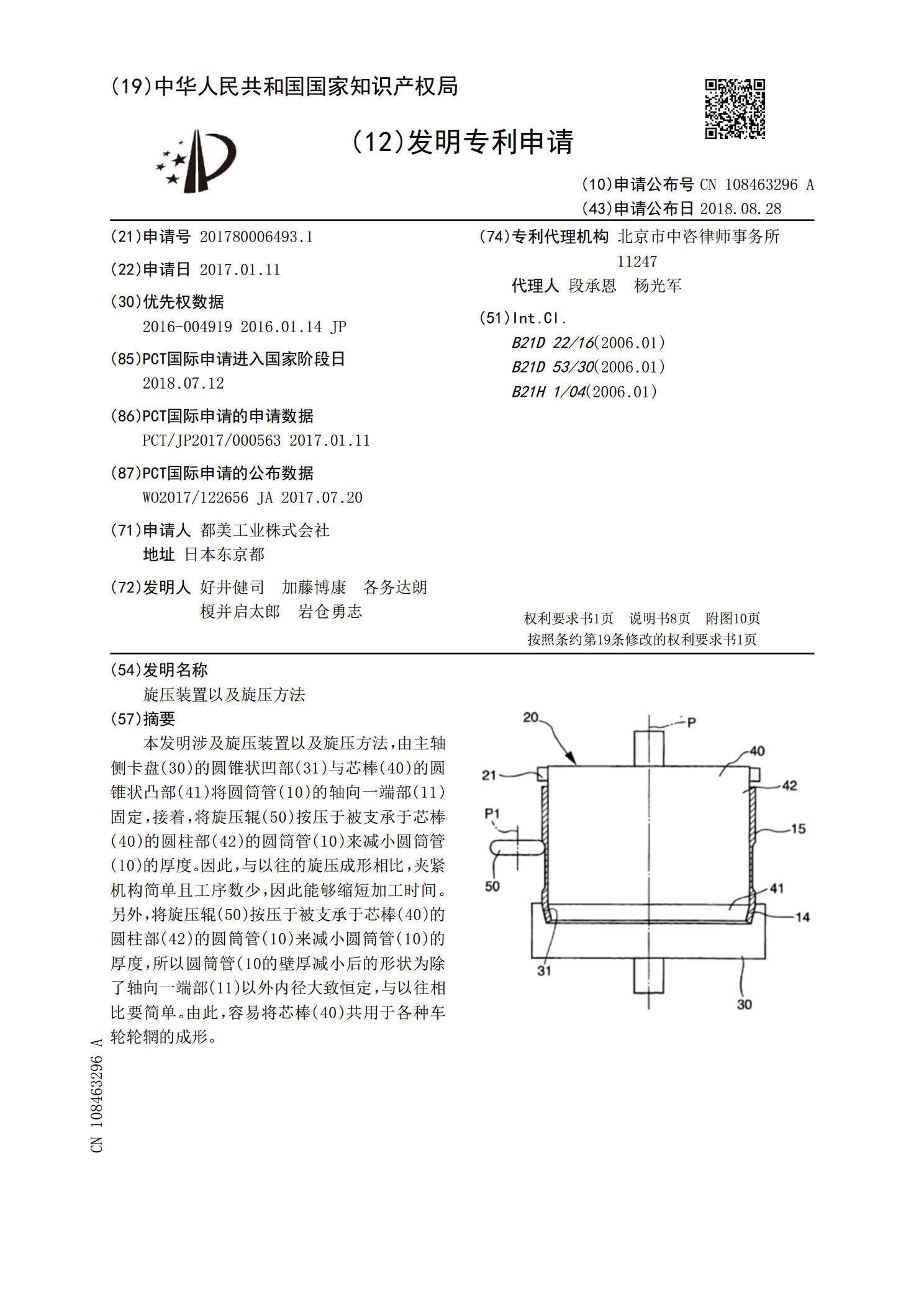
旋压装置以及旋压方法.pdf
本发明涉及旋压装置以及旋压方法,由主轴侧卡盘(30)的圆锥状凹部(31)与芯棒(40)的圆锥状凸部(41)将圆筒管(10)的轴向一端部(11)固定,接着,将旋压辊(50)按压于被支承于芯棒(40)的圆柱部(42)的圆筒管(10)来减小圆筒管(10)的厚度。因此,与以往的旋压成形相比,夹紧机构简单且工序数少,因此能够缩短加工时间。另外,将旋压辊(50)按压于被支承于芯棒(40)的圆柱部(42)的圆筒管(10)来减小圆筒管(10)的厚度,所以圆筒管(10的壁厚减小后的形状为除了轴向一端部(11)以外内径大致恒

一种电机轴壳体的旋压模具及旋压方法.pdf
本发明涉及旋压技术领域,公开一种电机轴壳体的旋压模具及旋压方法。其中,电机轴壳体的旋压模具包括上压头、下压头、分型轮和成型轮组,上压头上开设有上凹槽,下压头下部的侧壁上设置有外花键,通过分型轮能够将坯料的外周分型为两部分,而通过成型轮组与上压头以及上凹槽的配合能够成型电机轴壳体的上部和第一加强筋,通过成型轮组与下压头以及外花键的配合能够成型电机轴壳体的中部、下部和内花键。利用该电机轴壳体的旋压模具,能够通过旋压方法一体成型具有第一加强筋和内花键的电机轴壳体,从而不仅能够简化电机轴壳体的加工工艺,降低加工成
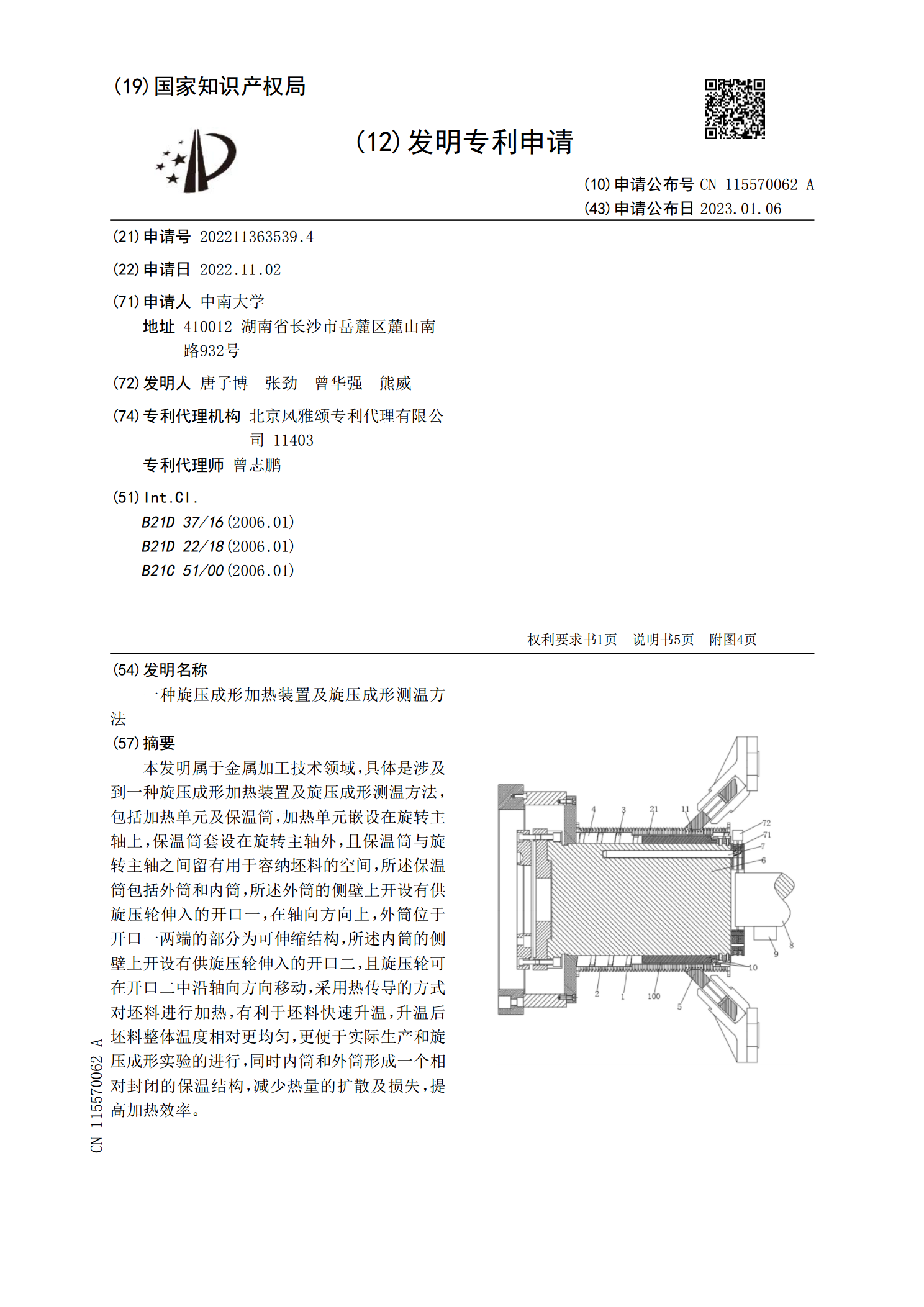
一种旋压成形加热装置及旋压成形测温方法.pdf
本发明属于金属加工技术领域,具体是涉及到一种旋压成形加热装置及旋压成形测温方法,包括加热单元及保温筒,加热单元嵌设在旋转主轴上,保温筒套设在旋转主轴外,且保温筒与旋转主轴之间留有用于容纳坯料的空间,所述保温筒包括外筒和内筒,所述外筒的侧壁上开设有供旋压轮伸入的开口一,在轴向方向上,外筒位于开口一两端的部分为可伸缩结构,所述内筒的侧壁上开设有供旋压轮伸入的开口二,且旋压轮可在开口二中沿轴向方向移动,采用热传导的方式对坯料进行加热,有利于坯料快速升温,升温后坯料整体温度相对更均匀,更便于实际生产和旋压成形实验
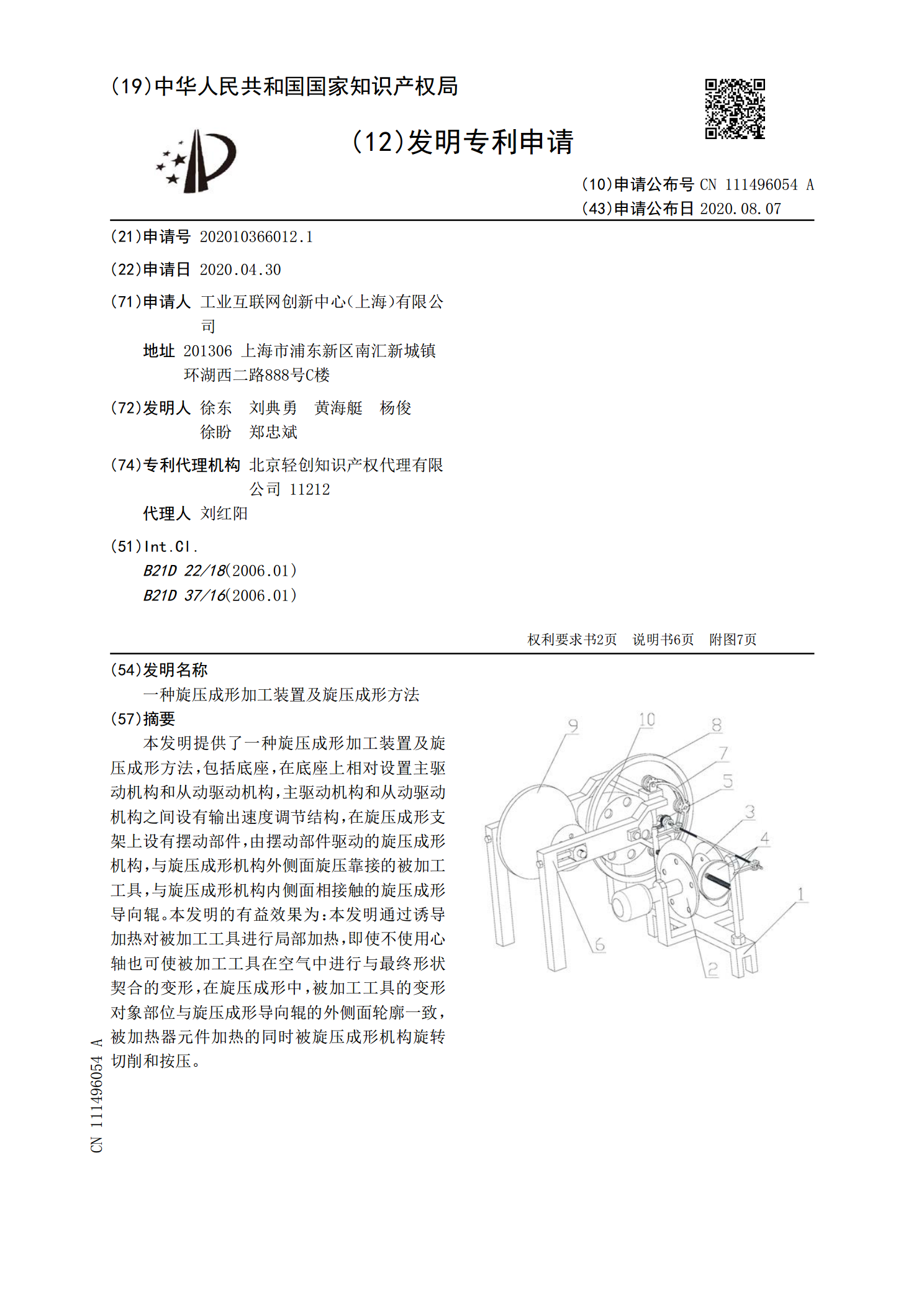
一种旋压成形加工装置及旋压成形方法.pdf
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加