
电子烟雾化器自动视觉检测装置及其检测方法.pdf

贤惠****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电子烟雾化器自动视觉检测装置及其检测方法.pdf
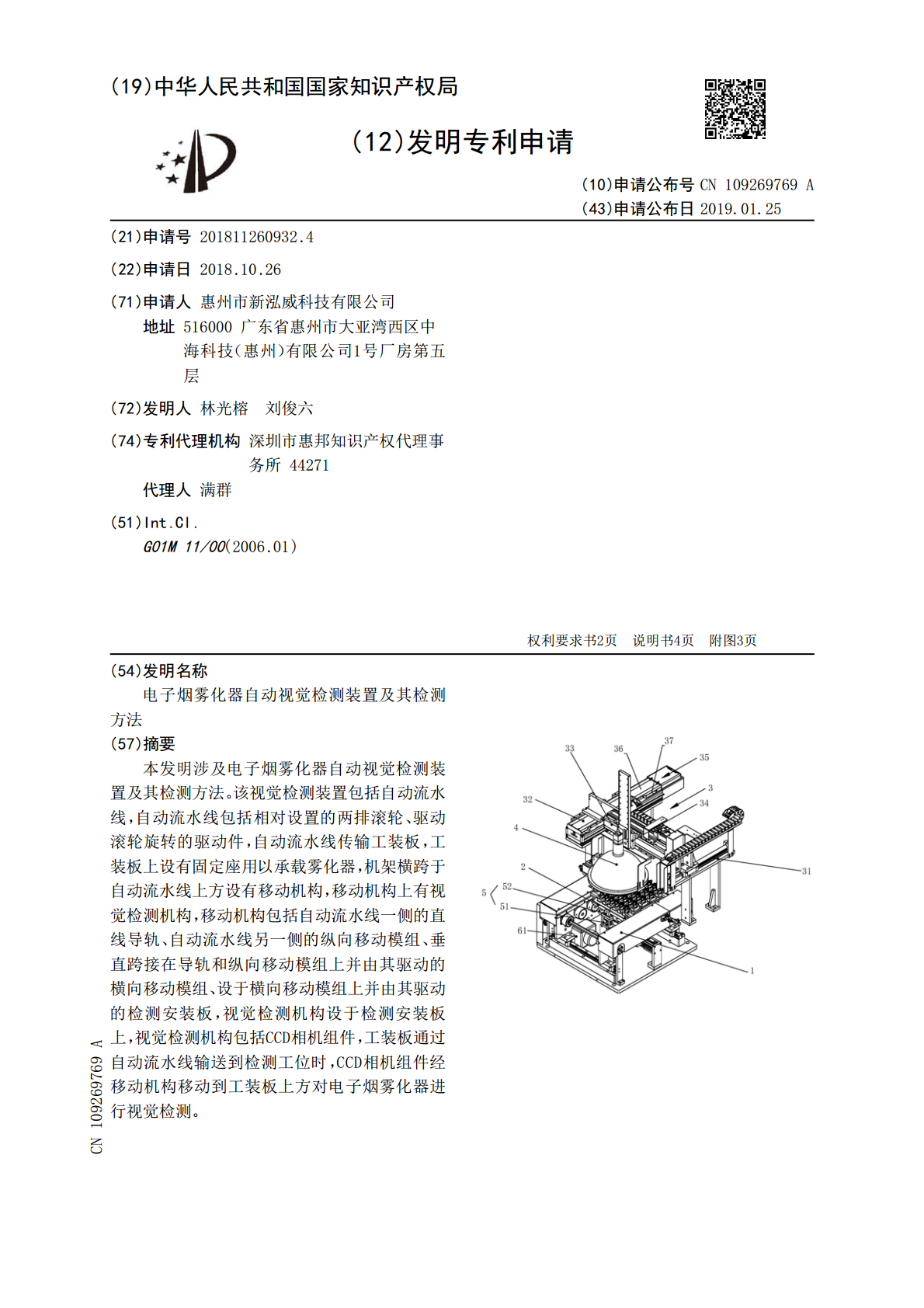
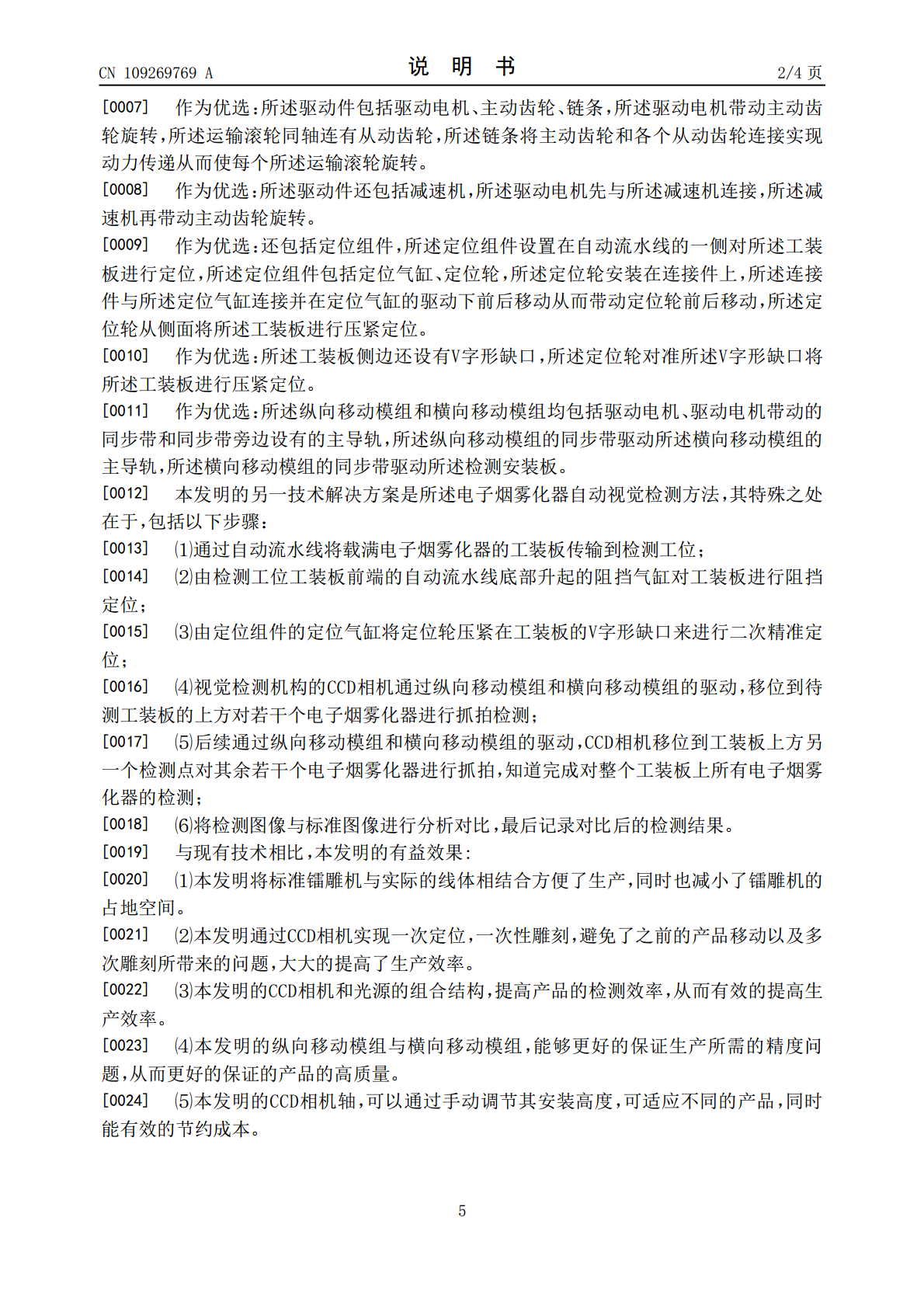
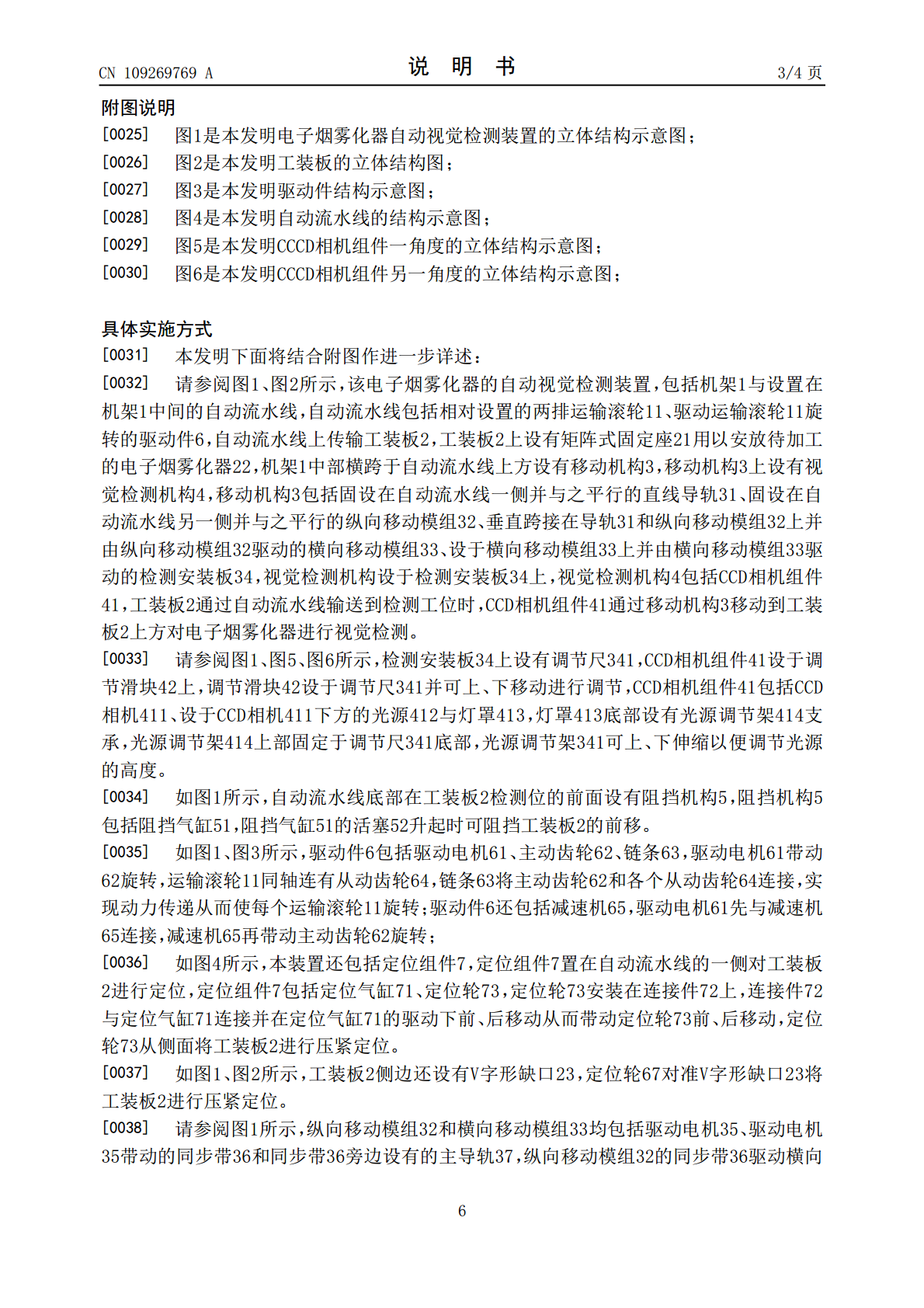
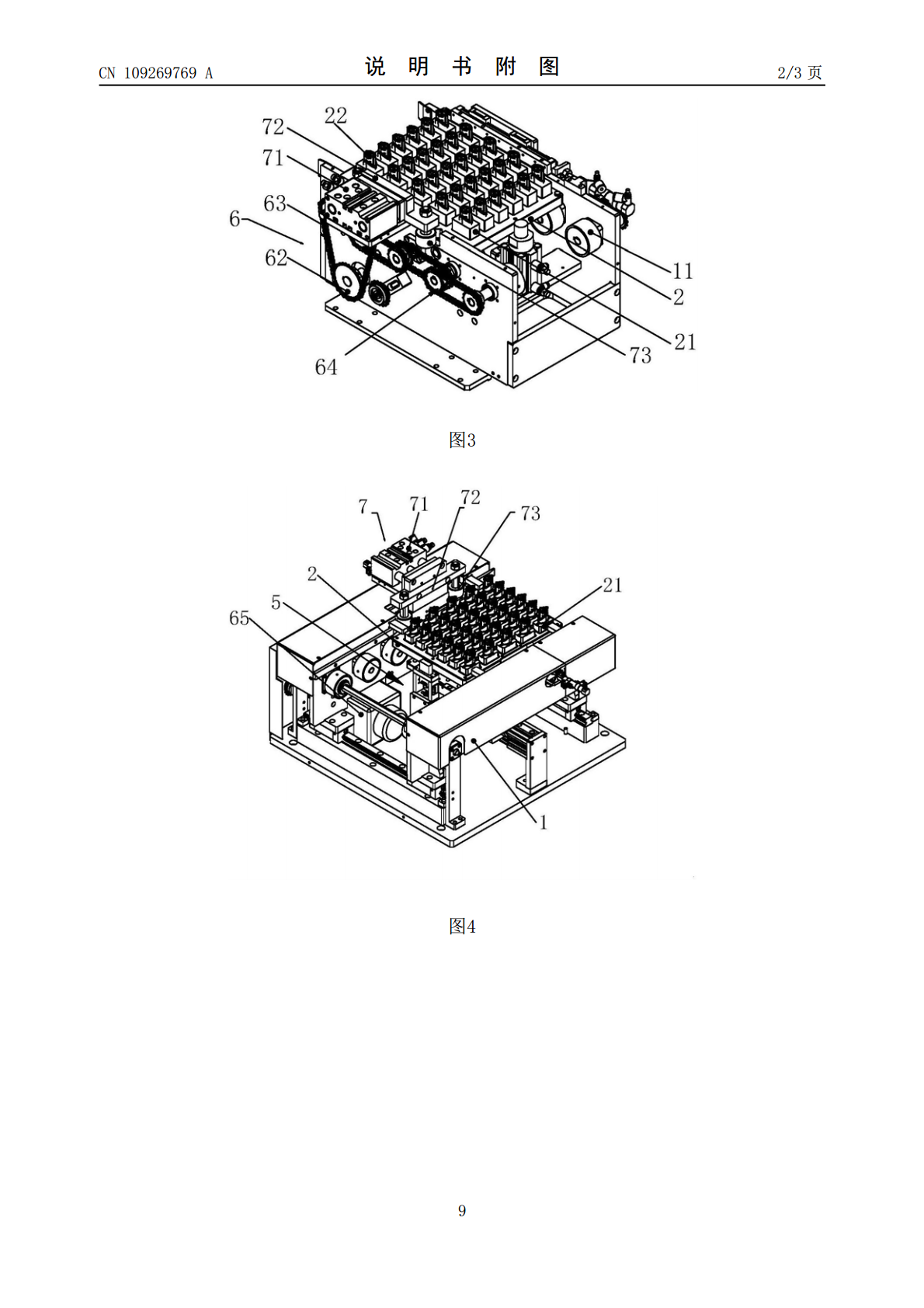
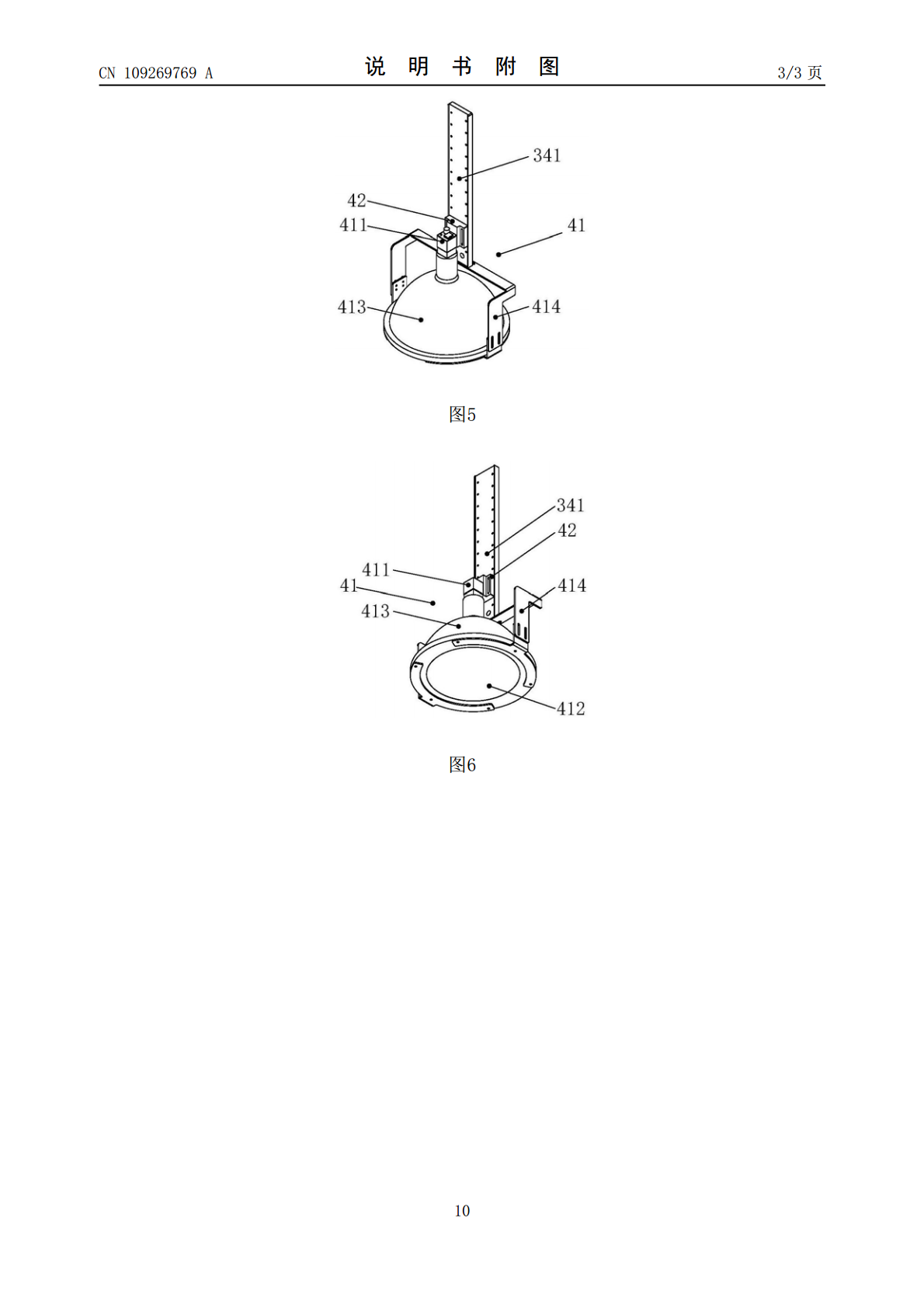
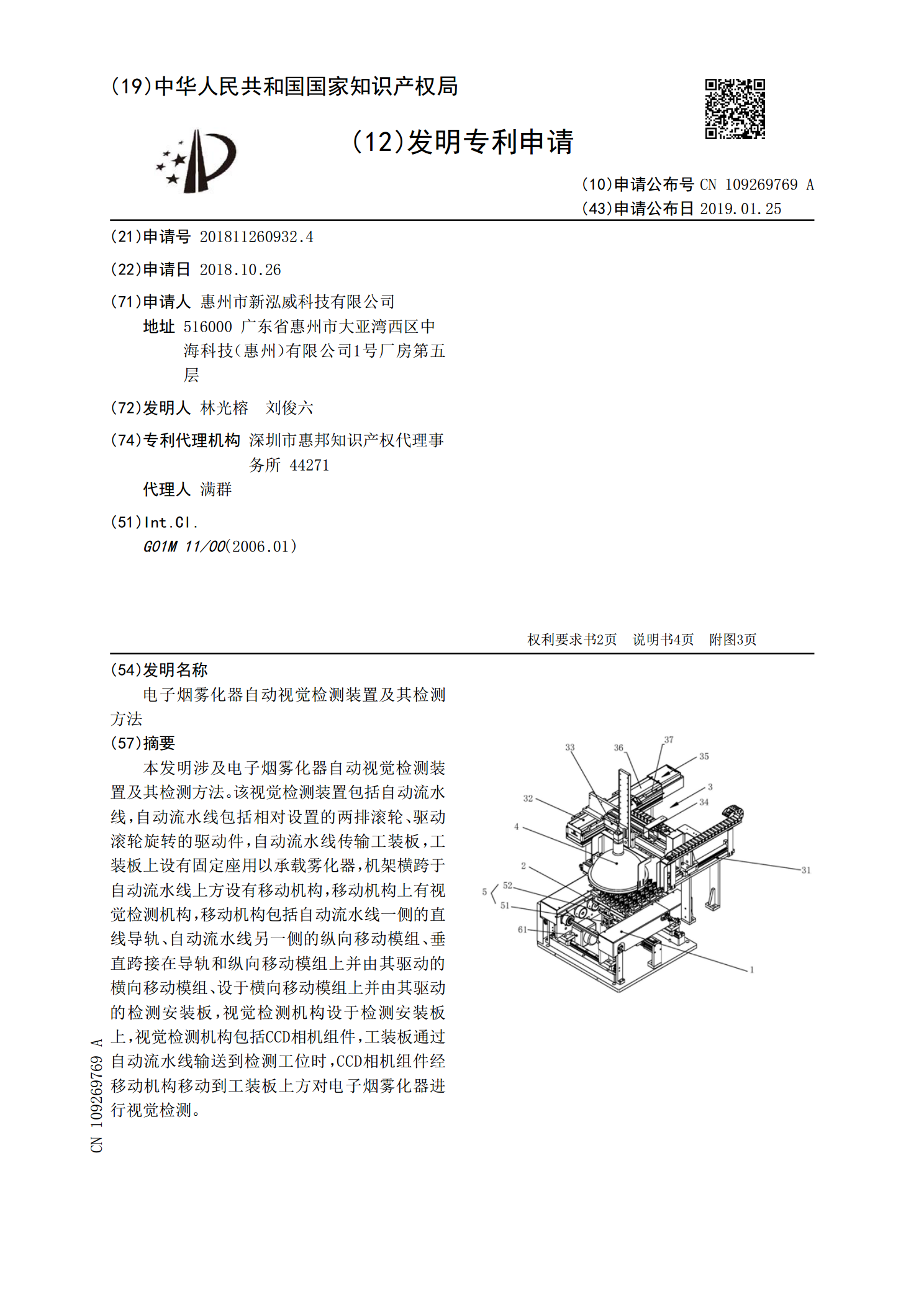
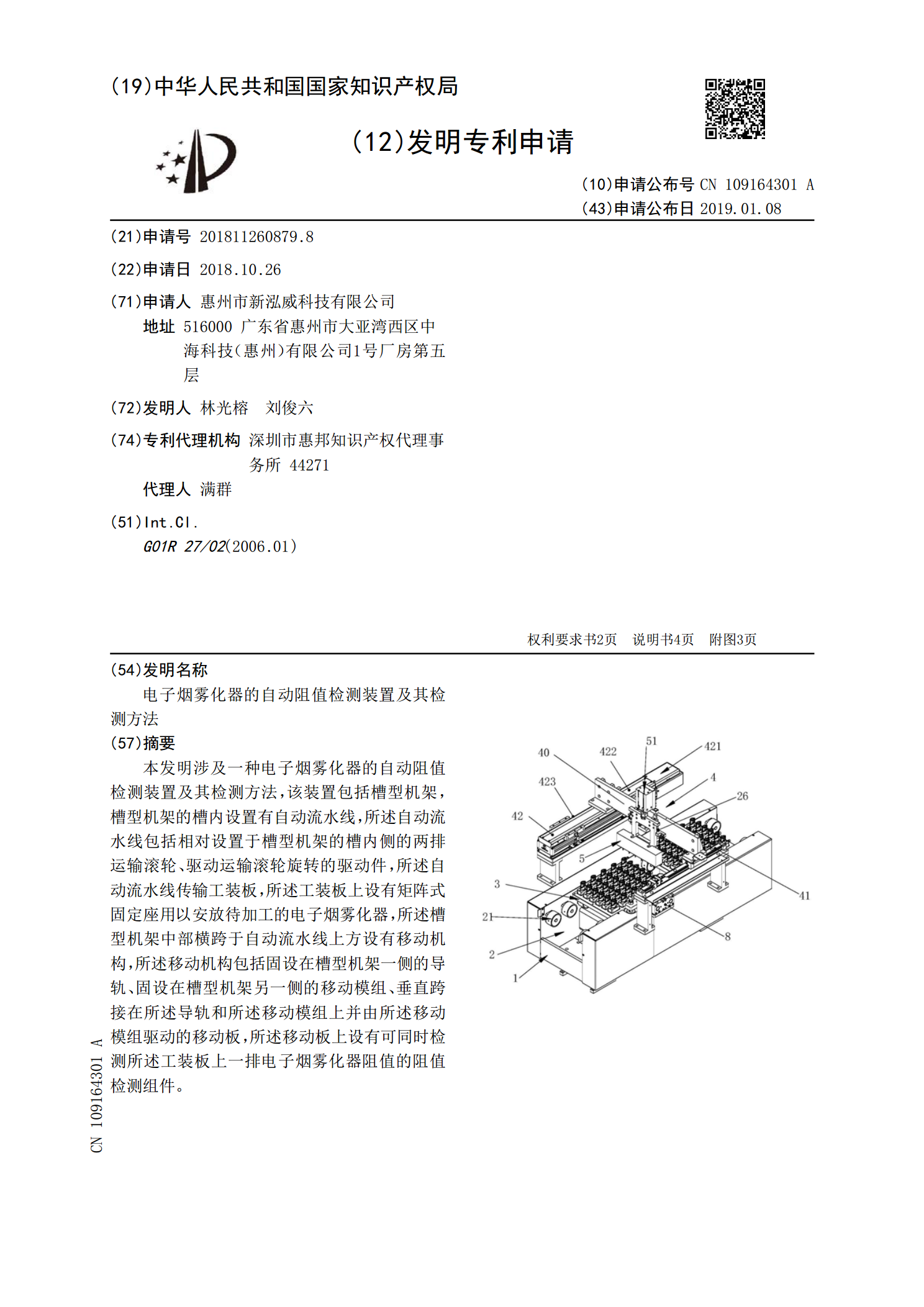
本发明涉及电子烟雾化器自动视觉检测装置及其检测方法。该视觉检测装置包括自动流水线,自动流水线包括相对设置的两排滚轮、驱动滚轮旋转的驱动件,自动流水线传输工装板,工装板上设有固定座用以承载雾化器,机架横跨于自动流水线上方设有移动机构,移动机构上有视觉检测机构,移动机构包括自动流水线一侧的直线导轨、自动流水线另一侧的纵向移动模组、垂直跨接在导轨和纵向移动模组上并由其驱动的横向移动模组、设于横向移动模组上并由其驱动的检测安装板,视觉检测机构设于检测安装板上,视觉检测机构包括CCD相机组件,工装板通过自动流水线输
电子烟雾化器的自动阻值检测装置及其检测方法.pdf
本发明涉及一种电子烟雾化器的自动阻值检测装置及其检测方法,该装置包括槽型机架,槽型机架的槽内设置有自动流水线,所述自动流水线包括相对设置于槽型机架的槽内侧的两排运输滚轮、驱动运输滚轮旋转的驱动件,所述自动流水线传输工装板,所述工装板上设有矩阵式固定座用以安放待加工的电子烟雾化器,所述槽型机架中部横跨于自动流水线上方设有移动机构,所述移动机构包括固设在槽型机架一侧的导轨、固设在槽型机架另一侧的移动模组、垂直跨接在所述导轨和所述移动模组上并由所述移动模组驱动的移动板,所述移动板上设有可同时检测所述工装板上一排
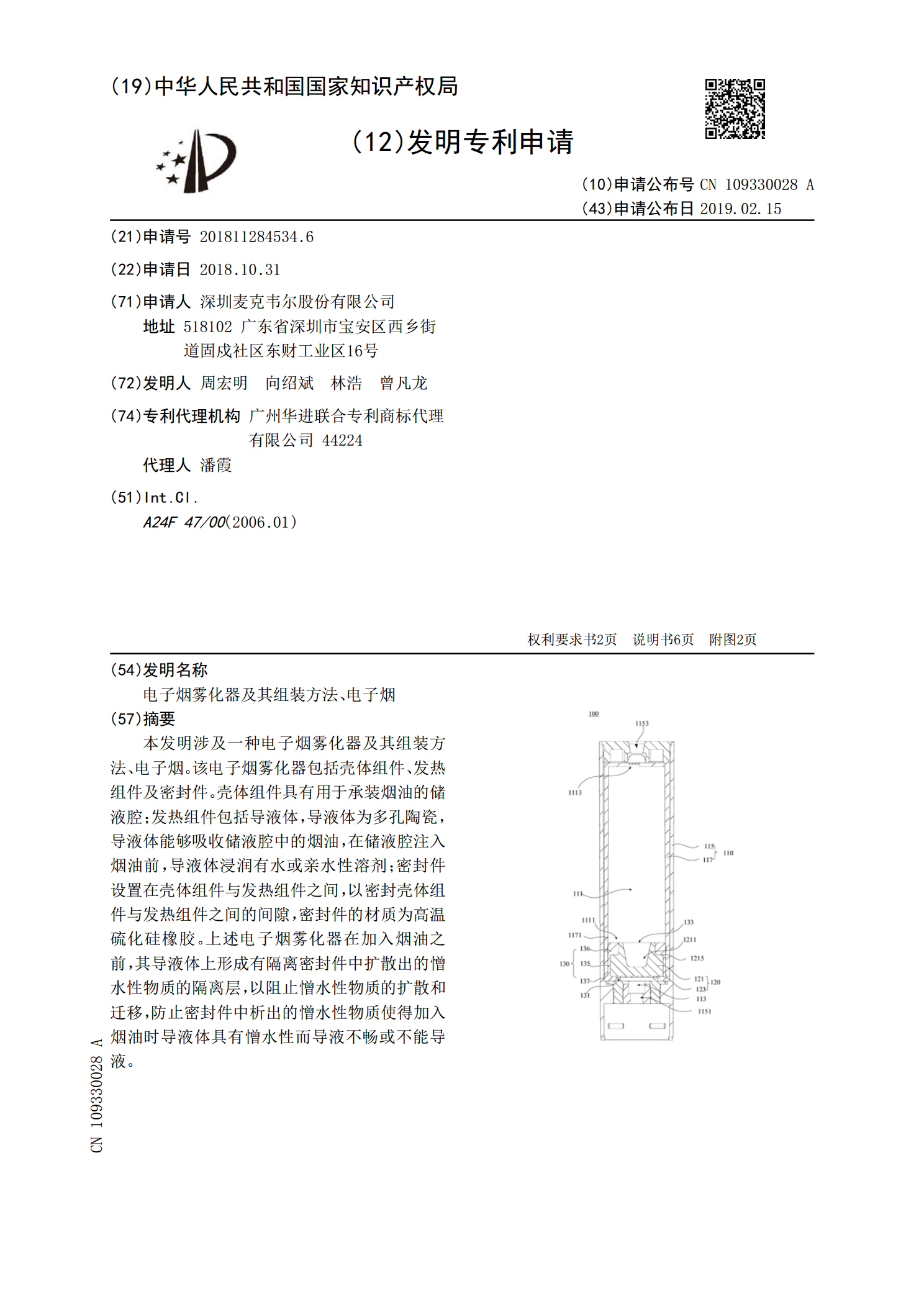
电子烟雾化器及其组装方法、电子烟.pdf
本发明涉及一种电子烟雾化器及其组装方法、电子烟。该电子烟雾化器包括壳体组件、发热组件及密封件。壳体组件具有用于承装烟油的储液腔;发热组件包括导液体,导液体为多孔陶瓷,导液体能够吸收储液腔中的烟油,在储液腔注入烟油前,导液体浸润有水或亲水性溶剂;密封件设置在壳体组件与发热组件之间,以密封壳体组件与发热组件之间的间隙,密封件的材质为高温硫化硅橡胶。上述电子烟雾化器在加入烟油之前,其导液体上形成有隔离密封件中扩散出的憎水性物质的隔离层,以阻止憎水性物质的扩散和迁移,防止密封件中析出的憎水性物质使得加入烟油时导液

雾化器及其电子烟.pdf
本发明提供一种雾化器及其电子烟,所述雾化器包括储液组件和雾化组件,雾化组件包括雾化头和调液组件,雾化头具有第一进液孔,储液组件或调液组件具有第二进液孔,其特征在于,调液组件与储液组件叠加设置形成雾化器的外轮廓,转动调液组件可调节第二进液孔与第一进液孔的连通面积。本发明通过转动雾化器外部的调液组件或储液组件,使得第一进液孔与第二进液孔连通或交错开,从而来调节烟液流往雾化头内的流入量,无需将雾化器拆开来调节,操作极为方便。
自动音速检测装置及其检测方法.pdf
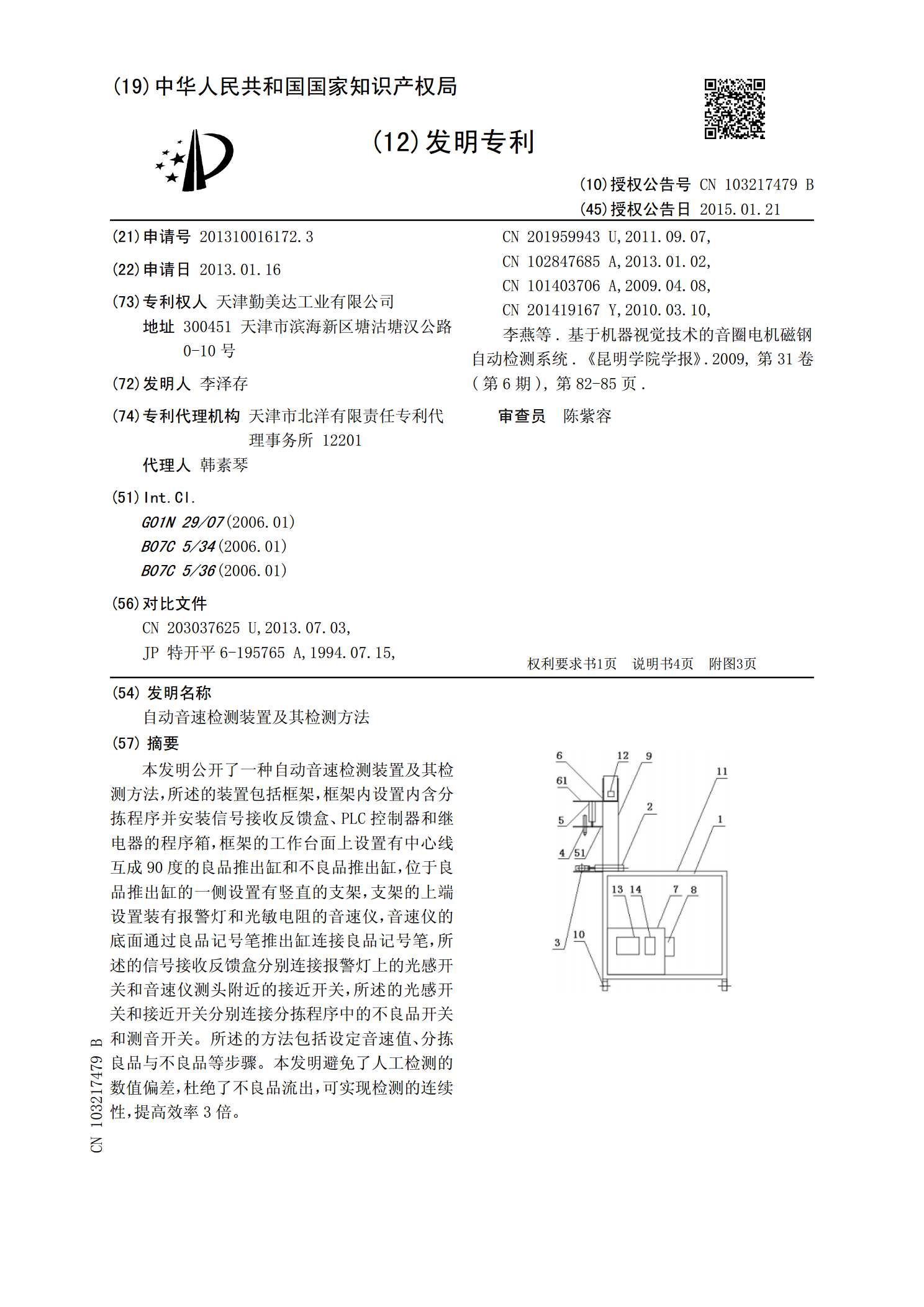
本发明公开了一种自动音速检测装置及其检测方法,所述的装置包括框架,框架内设置内含分拣程序并安装信号接收反馈盒、PLC控制器和继电器的程序箱,框架的工作台面上设置有中心线互成90度的良品推出缸和不良品推出缸,位于良品推出缸的一侧设置有竖直的支架,支架的上端设置装有报警灯和光敏电阻的音速仪,音速仪的底面通过良品记号笔推出缸连接良品记号笔,所述的信号接收反馈盒分别连接报警灯上的光感开关和音速仪测头附近的接近开关,所述的光感开关和接近开关分别连接分拣程序中的不良品开关和测音开关。所述的方法包括设定音速值、分拣良品