
一种铝合金液冷板的加工方法.pdf

小寄****淑k

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金液冷板的加工方法.pdf
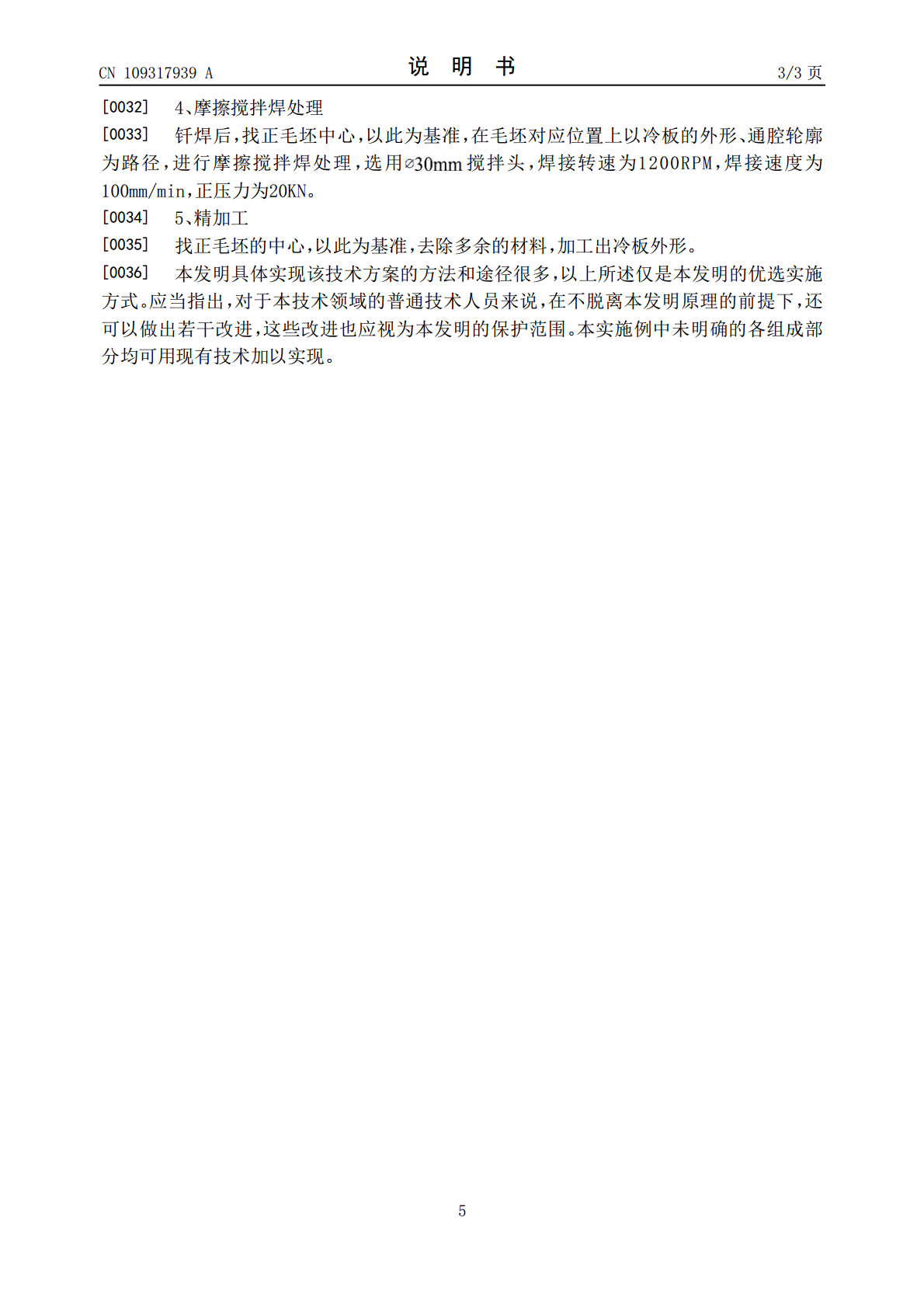
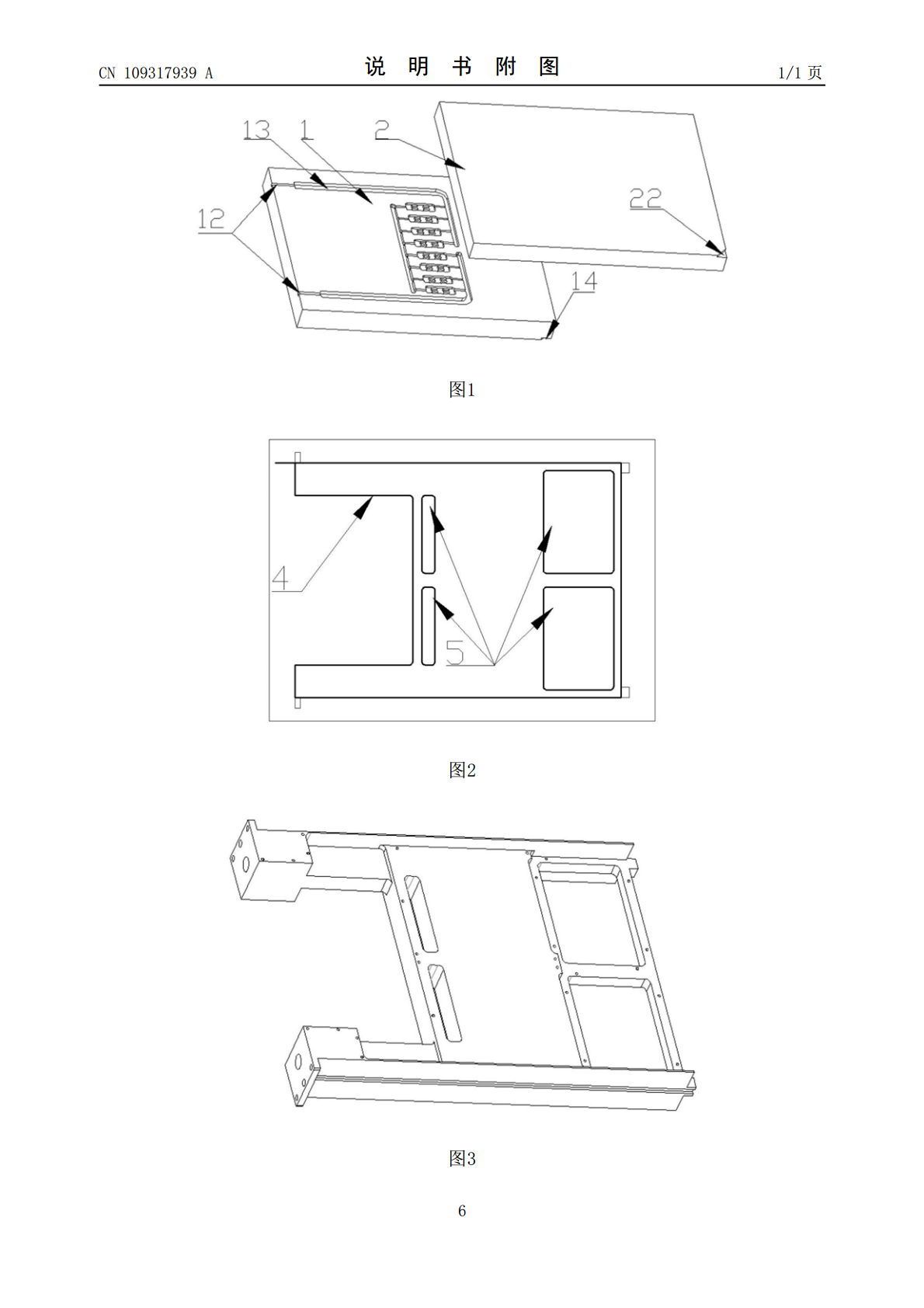
本发明公开了一种铝合金液冷板的加工方法。包括以下步骤:步骤1:根据冷板外形尺寸确定毛坯尺寸,分为上、下两个毛坯分别加工。步骤2:加工出冷板流道的外形特征,并且在流道的进出水口位置加工出气孔,出气孔位置与进出水口位置同心,且尺寸小于进出水孔。步骤3:在上、下毛坯的同一角上加工出标记后,进行真空钎焊。步骤4:钎焊后重新找正毛坯中心,以冷板的外轮廓为路径,使用摩擦搅拌焊进行焊接;冷板外形上所有的通腔,和超过分型面的凹腔的轮廓都需要摩擦搅拌焊处理。步骤5:去除多余的材料,加工出冷板外形。本发明的加工方法能够有效地

一种液冷板加工用焊接设备及加工方法.pdf
本发明公开了一种液冷板加工用焊接设备及加工方法,包括:撑脚,撑脚的上表面栓接有基座,基座的上表面固定连接有驱动机构,基座的上表面固定连接有导轨,导轨的上表面滑动连接有滑块,滑块与驱动机构的驱动端螺纹连接,滑块的上表面设置有辅助装置,辅助装置包括支撑机构,支撑机构设置在滑块的上表面,辅助装置包括夹持机构;利用机构中的结构部件,可在设备进行加工的过程中对焊头的方向进行调整,因焊头的方向在调整后可精准贴合焊缝,且焊料的角度可同步跟随焊头的方向进行调整,使得设备在加工过程中的精度提高,为设备的加工效率和精确性提供

一种液冷板接头钎焊方法.pdf
本发明涉及液冷板焊接领域,提供一种液冷板接头钎焊方法,将液冷板接头放在液冷板基板上,确保所述液冷板基板定位孔中心点与液冷板接头中心点重合;在中频点焊机工作下,用焊枪熔化焊料对在液冷板接头与液冷板基板第一连接处进行第一焊接点焊接;接着在中频点焊机工作下,用焊枪熔化焊料对在液冷板接头与液冷板基板的第二连接处进行第二焊接点焊接;最后焊接了液冷板接头的多个液冷板基板排列到钎焊炉的网带上,再入钎焊炉内钎焊。本发明结构工艺简单,无需附加物理接触的工件,生产效率好。预定位后采用点焊增加预定位可靠性,保证接头与基板精准、
一种液冷板.pdf
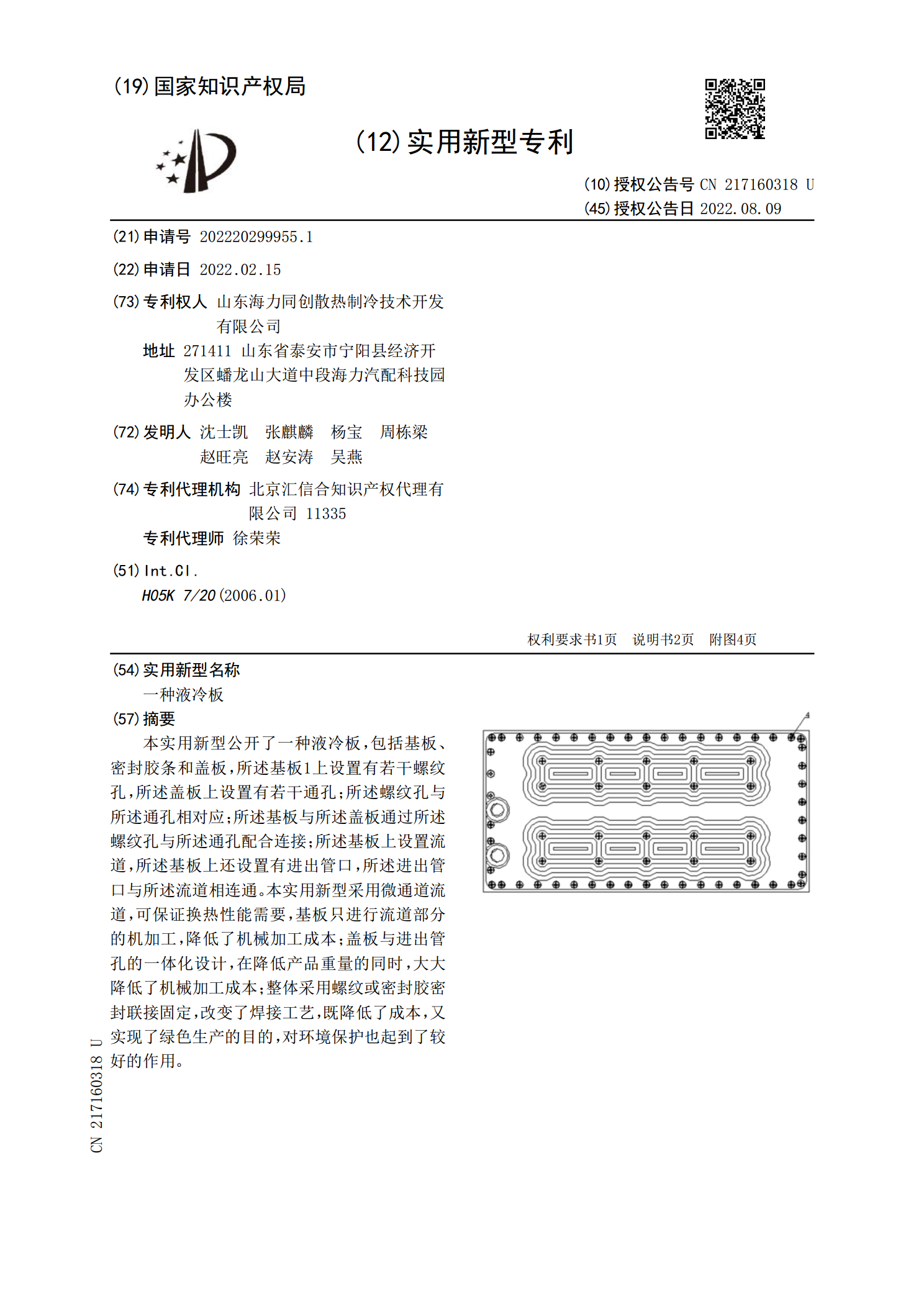
本实用新型公开了一种液冷板,包括基板、密封胶条和盖板,所述基板1上设置有若干螺纹孔,所述盖板上设置有若干通孔;所述螺纹孔与所述通孔相对应;所述基板与所述盖板通过所述螺纹孔与所述通孔配合连接;所述基板上设置流道,所述基板上还设置有进出管口,所述进出管口与所述流道相连通。本实用新型采用微通道流道,可保证换热性能需要,基板只进行流道部分的机加工,降低了机械加工成本;盖板与进出管孔的一体化设计,在降低产品重量的同时,大大降低了机械加工成本;整体采用螺纹或密封胶密封联接固定,改变了焊接工艺,既降低了成本,又实现了绿
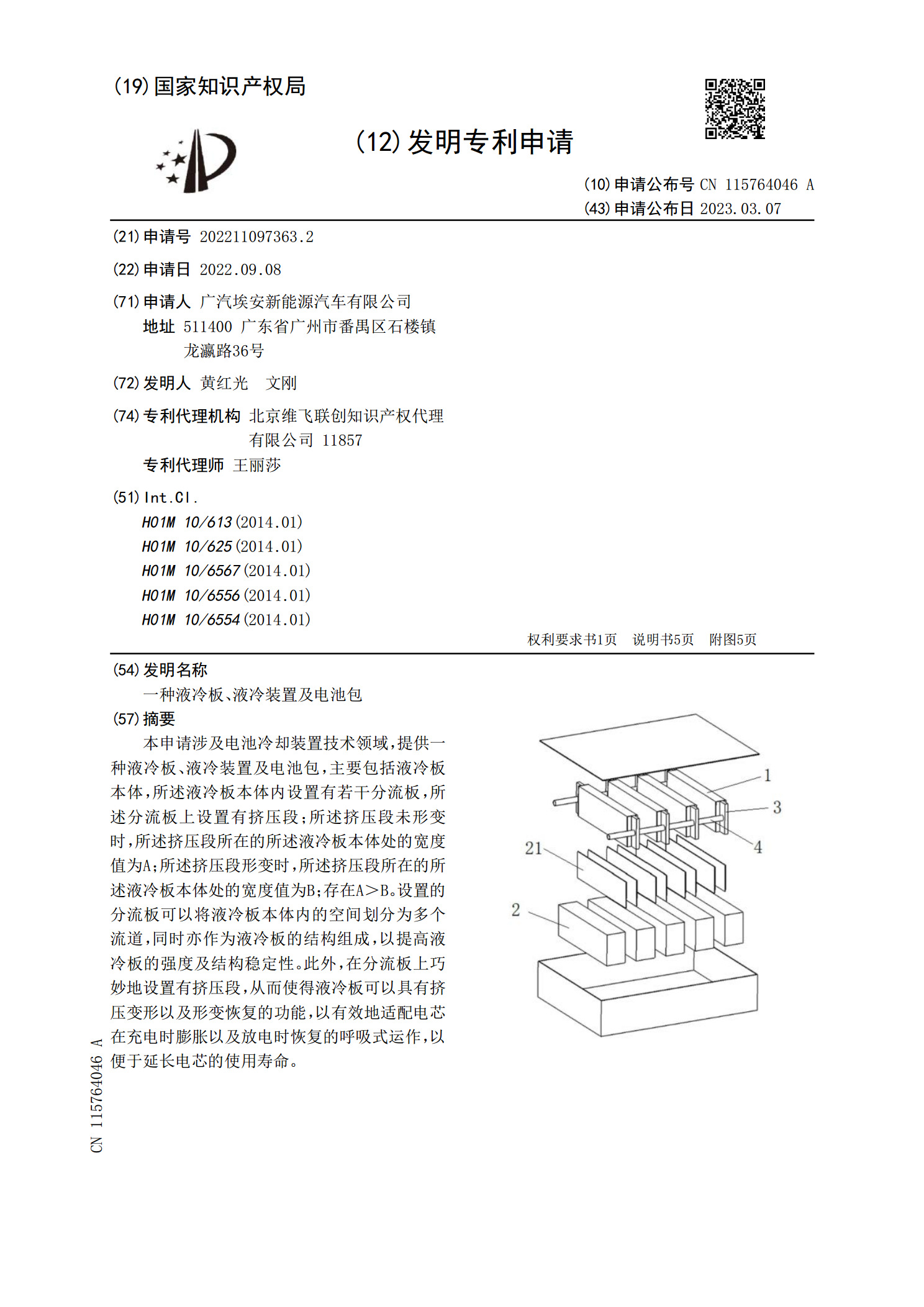
一种液冷板、液冷装置及电池包.pdf
本申请涉及电池冷却装置技术领域,提供一种液冷板、液冷装置及电池包,主要包括液冷板本体,所述液冷板本体内设置有若干分流板,所述分流板上设置有挤压段;所述挤压段未形变时,所述挤压段所在的所述液冷板本体处的宽度值为A;所述挤压段形变时,所述挤压段所在的所述液冷板本体处的宽度值为B;存在A>B。设置的分流板可以将液冷板本体内的空间划分为多个流道,同时亦作为液冷板的结构组成,以提高液冷板的强度及结构稳定性。此外,在分流板上巧妙地设置有挤压段,从而使得液冷板可以具有挤压变形以及形变恢复的功能,以有效地适配电芯在充电时