
一种混流式转轮叶片出水边裂纹处理方法.pdf

宏硕****mo

1/9

2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种混流式转轮叶片出水边裂纹处理方法.pdf
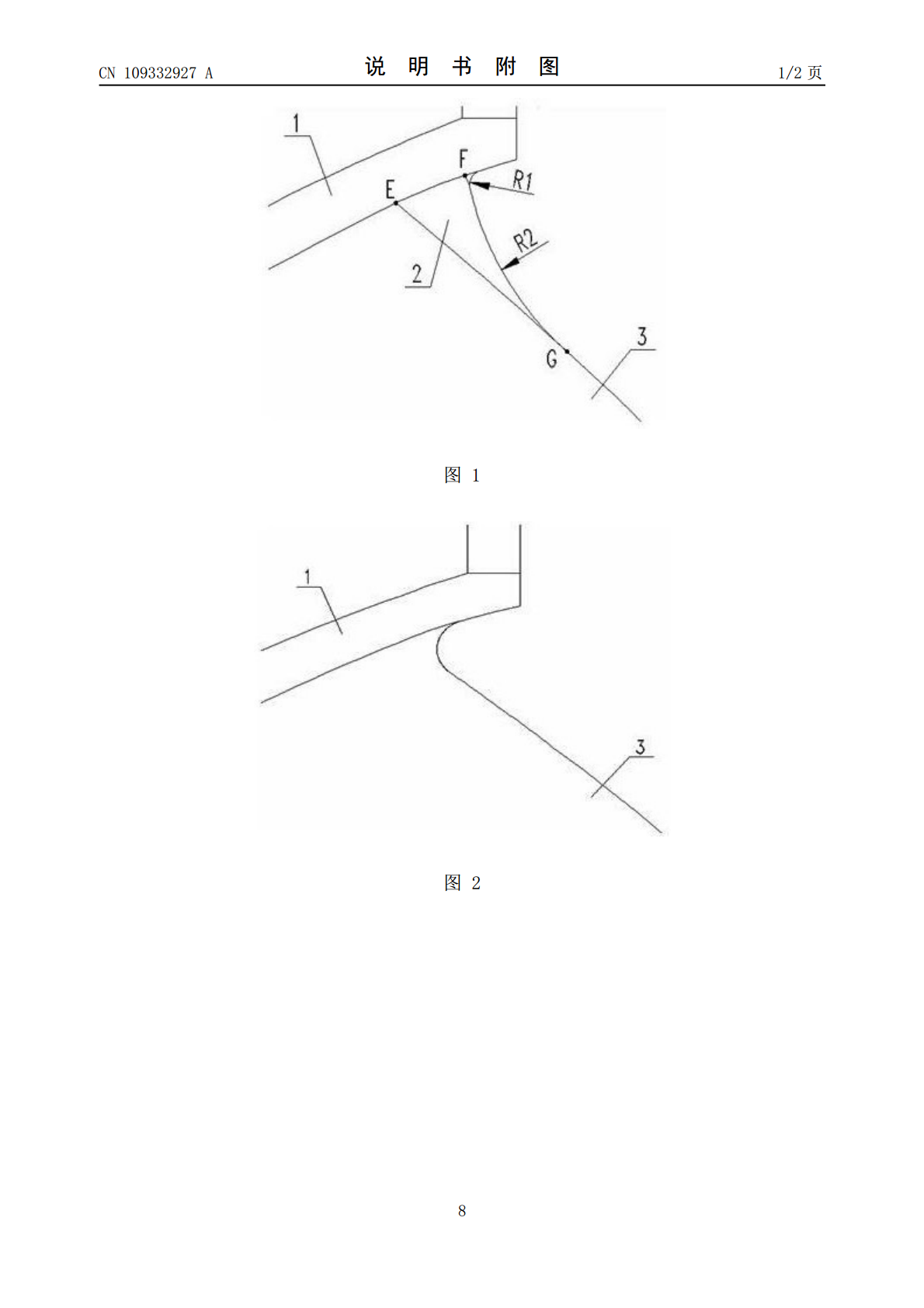
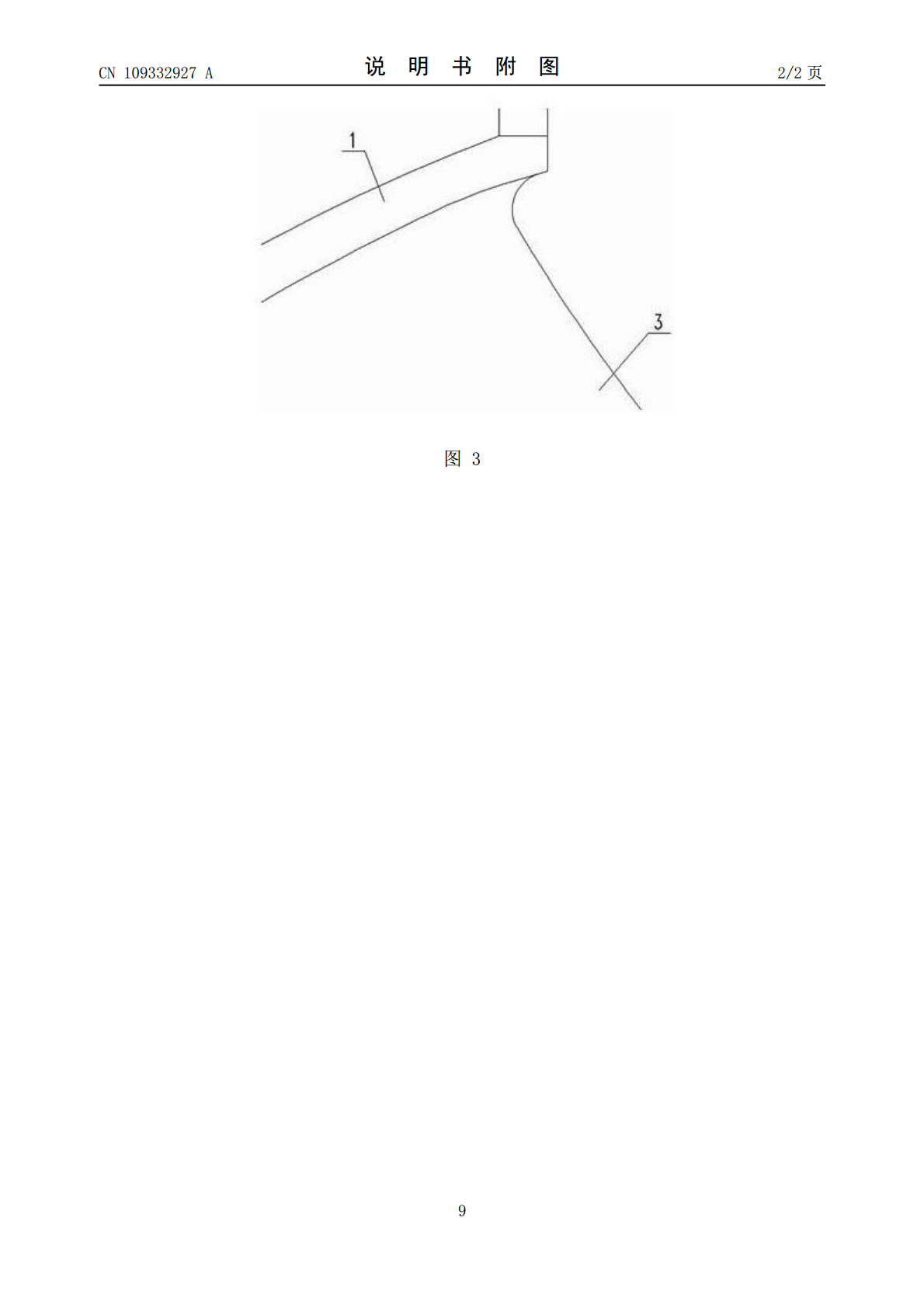
本发明公开了一种混流式转轮叶片出水边裂纹处理方法,属于水轮机领域,包括以下步骤:a、复原性修复,在发生裂纹部位按照叶片原状补焊复原;b、三角块补强,在叶片出水边靠近上冠处焊接三角块,将叶片和上冠间的夹角由锐角变为钝角;c、型线优化,在三角块和叶片连接过渡区沿厚度方向对叶片进行堆焊,使三角块与叶片连接的过渡区的厚度变化在空间任何方向均为光滑过渡。本发明通过对混流式水轮机转轮叶片出水边增加三角块补强后,对叶片进行局部型线优化,能够大幅度的降低该处叶片的动应力水平,消除混流式水轮机转轮叶片出水边规律性裂纹,从而

混流式水轮机转轮叶片的出水边.pdf
本发明涉及一种混流式水轮机转轮叶片的出水边,叶片包括叶片本体、上冠处降应力三角块和下环处降应力三角块,在叶片靠近上冠和下环处带有附加三角形;中三角块、三角块的尺寸确定:P1至P2的空间距离为D1/40~D1/20且不小于75mm;D1为混流式转轮进口公称直径。本发明能够减小叶片出口与上冠、下环处的应力,而且有效降低出口的绕流能量,从而防止叶片裂纹和出口卡门涡振动的混流式水轮机转轮叶片的出水边。本发明可提高该位置的刚度,减小数控加工及运输过程中的变形,并提高该位置的可焊性能。焊接后还可提高三角区的刚度。

避免混流式水轮机转轮叶片出现裂纹的方法.pdf
本发明公开了一种避免混流式水轮机转轮叶片出现裂纹的方法,包括以下步骤:A.针对表面开口缺陷和内部缺陷在不同的动应力下的情况,绘制出最大允许当量缺陷尺寸与静应力的关系曲线;B.根据应力水平,将转轮叶片的出水边划分为几个不同的区域;根据每个区域的最大静应力和动应力,在步骤A的关系曲线中查出最大允许当量缺陷尺寸;C.对转轮叶片出水边的各个区域分别进行无损探伤,找出大于本区域最大允许当量缺陷尺寸的表面开口缺陷或内部缺陷,并进行修复。本发明根据断裂力学和失效分析,结合目标转轮的工作应力确定叶片关键区域允许缺陷的大小
一种中小混流式转轮叶片剖口制作方法.pdf
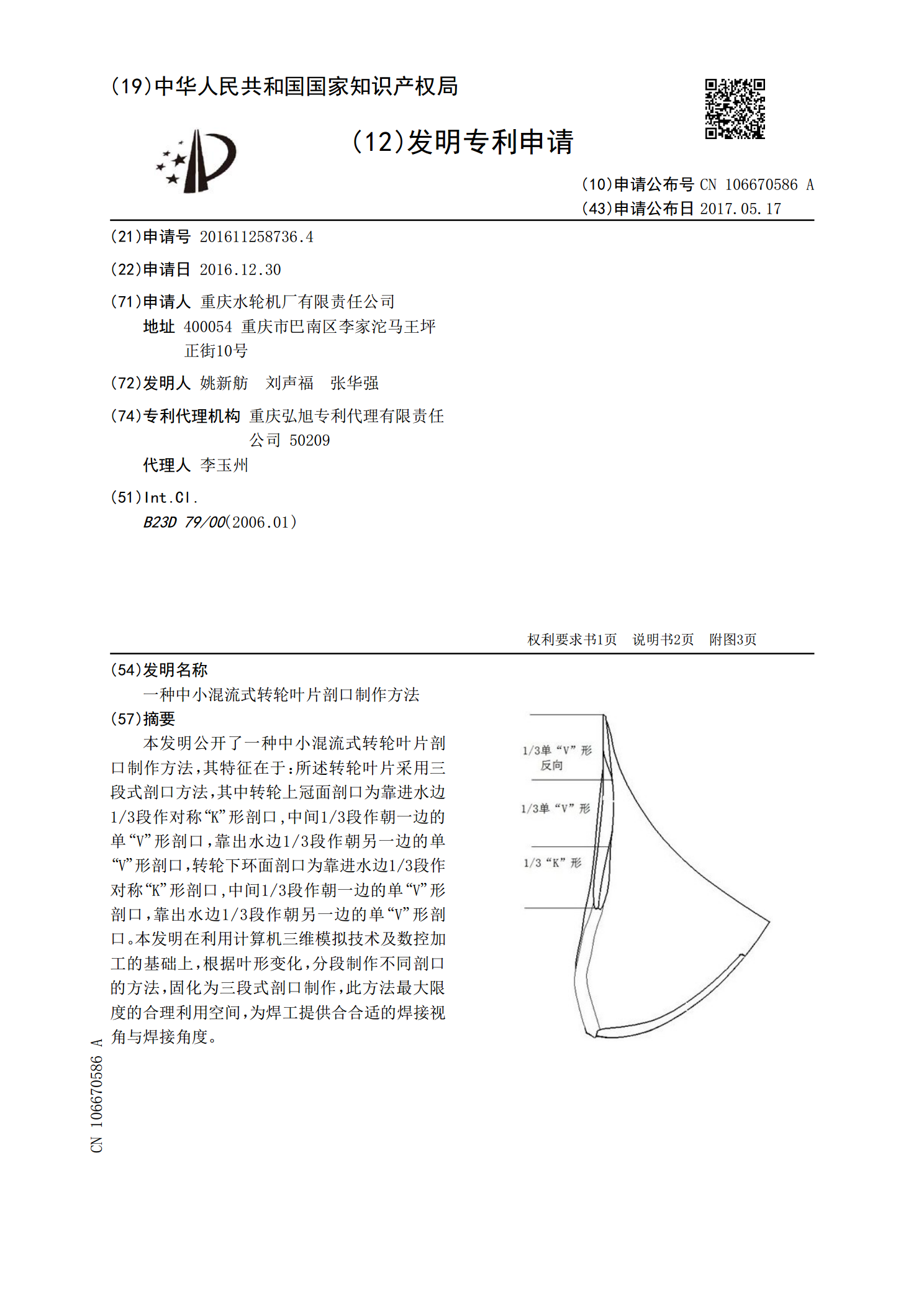
本发明公开了一种中小混流式转轮叶片剖口制作方法,其特征在于:所述转轮叶片采用三段式剖口方法,其中转轮上冠面剖口为靠进水边1/3段作对称“K”形剖口,中间1/3段作朝一边的单“V”形剖口,靠出水边1/3段作朝另一边的单“V”形剖口,转轮下环面剖口为靠进水边1/3段作对称“K”形剖口,中间1/3段作朝一边的单“V”形剖口,靠出水边1/3段作朝另一边的单“V”形剖口。本发明在利用计算机三维模拟技术及数控加工的基础上,根据叶形变化,分段制作不同剖口的方法,固化为三段式剖口制作,此方法最大限度的合理利用空间,为焊工

混流式转轮铸造叶片的数控加工难点及解决方法.docx
混流式转轮铸造叶片的数控加工难点及解决方法一、绪论混流式转轮铸造叶片广泛应用于航空、航天、能源等重要领域。由于其复杂的形状和高精度要求,混流式转轮铸造叶片的数控加工需要克服一些难点。本文将对混流式转轮铸造叶片的数控加工难点及解决方法展开讨论。二、混流式转轮铸造叶片的数控加工难点2.1叶片形状复杂混流式转轮铸造叶片作为航空、航天、能源等领域的重要部件,其形状设计十分复杂,存在大量的曲面和变化。2.2数量庞大混流式转轮铸造叶片数目众多,批量生产,但是每个叶片都需要高精度的加工,所以生产效率是一个挑战。2.3具