
推力调心滚子轴承磨削砂轮.pdf

冷霜****魔王

1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
推力调心滚子轴承磨削砂轮.pdf
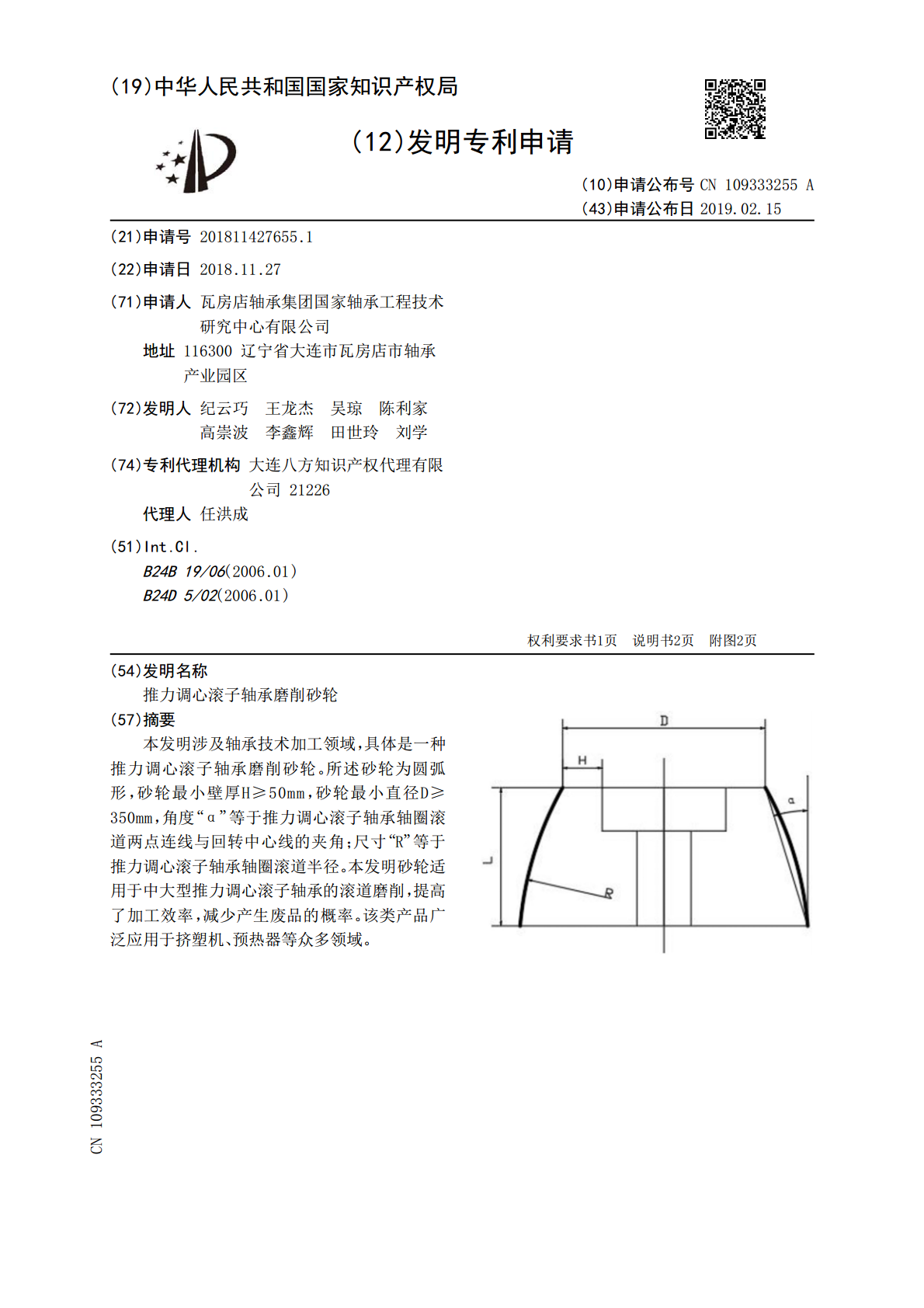
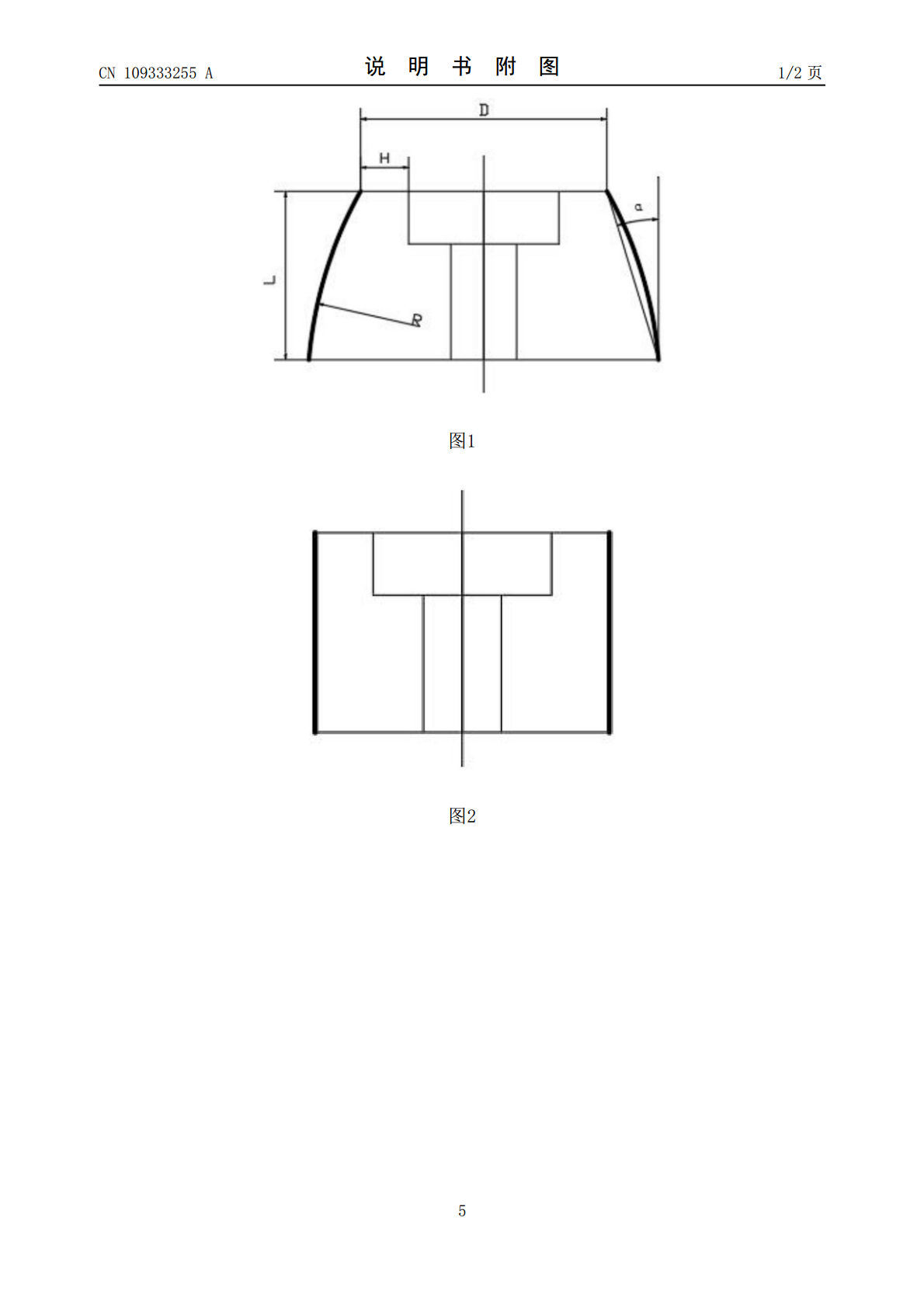
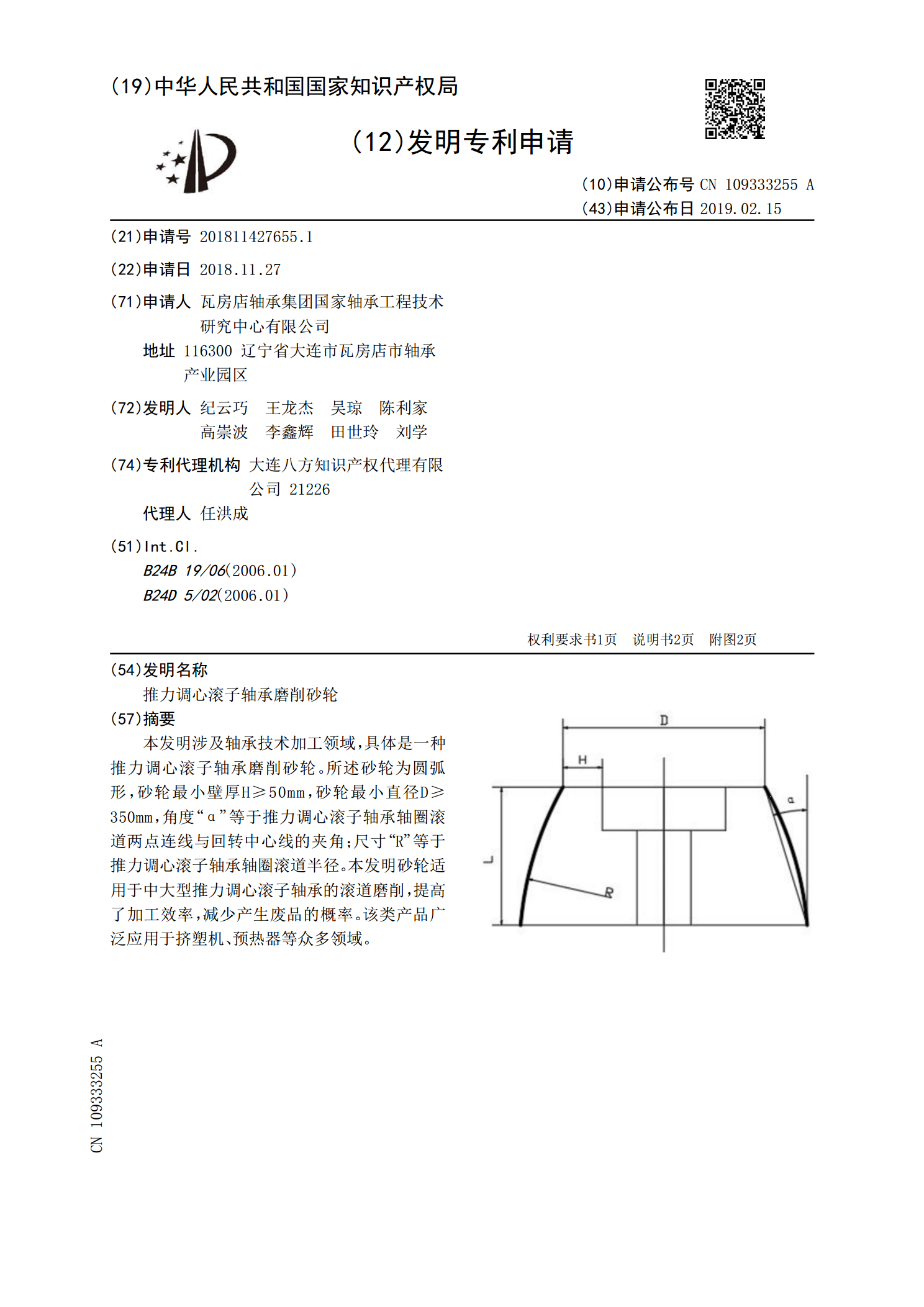
本发明涉及轴承技术加工领域,具体是一种推力调心滚子轴承磨削砂轮。所述砂轮为圆弧形,砂轮最小壁厚H≥50mm,砂轮最小直径D≥350mm,角度“α”等于推力调心滚子轴承轴圈滚道两点连线与回转中心线的夹角;尺寸“R”等于推力调心滚子轴承轴圈滚道半径。本发明砂轮适用于中大型推力调心滚子轴承的滚道磨削,提高了加工效率,减少产生废品的概率。该类产品广泛应用于挤塑机、预热器等众多领域。
新型推力调心滚子轴承磨削砂轮.pdf
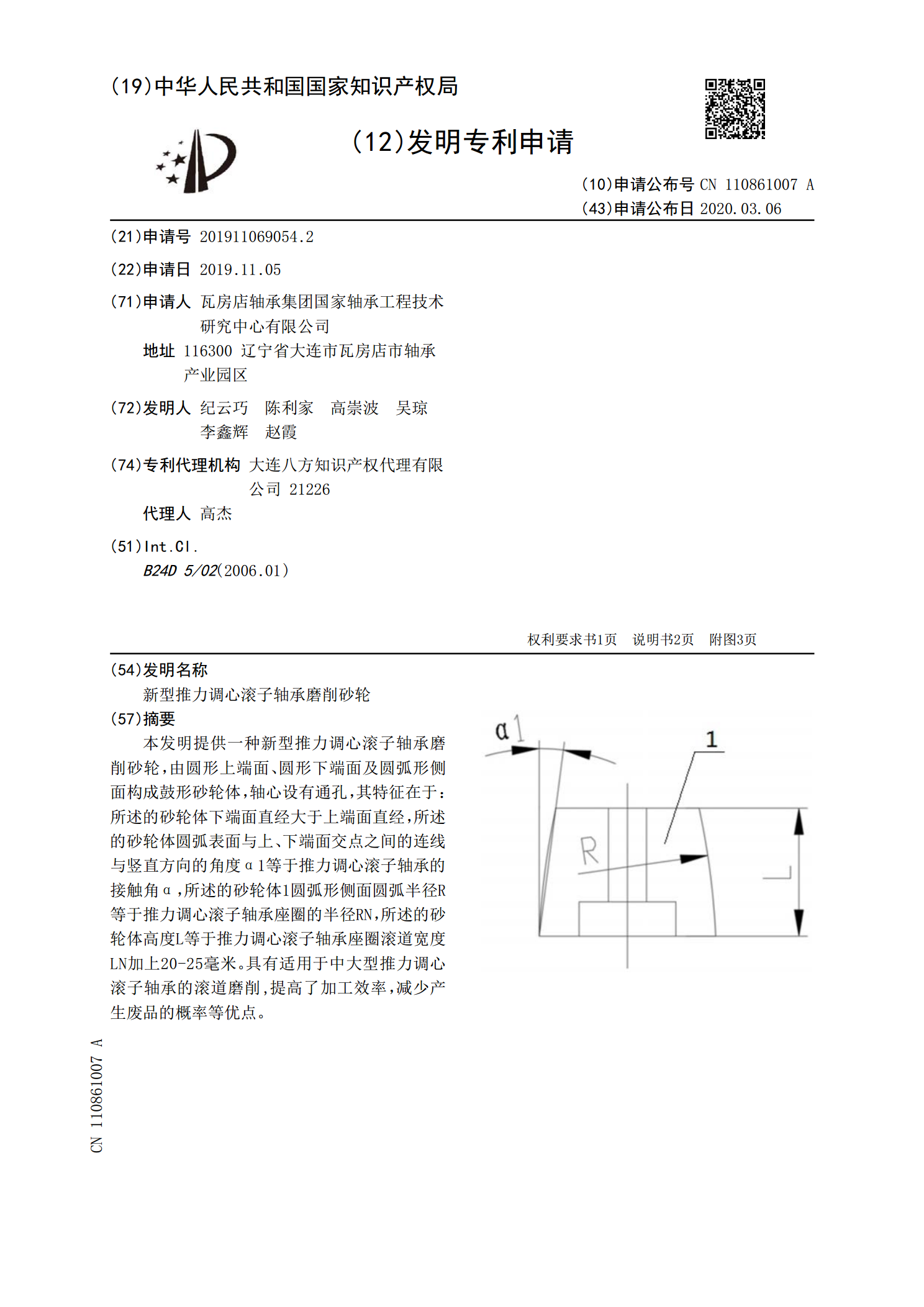
本发明提供一种新型推力调心滚子轴承磨削砂轮,由圆形上端面、圆形下端面及圆弧形侧面构成鼓形砂轮体,轴心设有通孔,其特征在于:所述的砂轮体下端面直经大于上端面直经,所述的砂轮体圆弧表面与上、下端面交点之间的连线与竖直方向的角度α1等于推力调心滚子轴承的接触角α,所述的砂轮体1圆弧形侧面圆弧半径R等于推力调心滚子轴承座圈的半径RN,所述的砂轮体高度L等于推力调心滚子轴承座圈滚道宽度LN加上20‑25毫米。具有适用于中大型推力调心滚子轴承的滚道磨削,提高了加工效率,减少产生废品的概率等优点。

一种调心滚子轴承外球面磨削砂轮修整器.pdf
本发明涉及一种调心滚子轴承外球面磨削砂轮修整器,属于轴承磨削加工设备领域。机座与磨床工作台相连接,摆杆座安装在机座上,通过螺栓固定,摆杆轴由两套轴承安装在摆杆座上,油缸有缸体、活塞杆和活塞构成,活塞杆和活塞位于缸体内部,活塞杆两侧装有活塞,活塞杆前端设有接头,接头前端上设有圆孔,摆臂杆穿过接头上的圆孔,通过销固定,其结构简单,使用方便,并且可以消除人为因素的影响,提高产品精度和生产效率,降低工人的劳动强度,并能节约砂轮和金刚笔的消耗。

推力调心滚子轴承轴圈滚道与挡边复合磨削专用机床.pdf
本发明公开一种推力调心滚子轴承轴圈滚道与挡边复合磨削专用机床,以实现对挡边和滚道一次完成加工,确保加工精度。技术方案如下:在机体床面上设置床头轴箱滑道,床头轴箱安放在床头轴箱滑道上,可以前后滑动;电磁无心夹具固定在床头轴箱输出轴上,工件夹装在电磁无心夹具上;砂轮轴箱固定在托板上,托板安放在托板滑道上,可以左右滑动;砂轮固定在砂轮轴箱输出轴上,砂轮工作面轮廓线由直线和曲线构成;工件轴线与砂轮轴线垂直。本发明具有以下优点:垂直磨削,只进行单方向进给,精度高;即适合对单表面磨削,又适合复合磨削轴圈滚道和挡边两个

调心滚子轴承.pdf
本发明实施例提供一种调心滚子轴承,包括:内圈,其外环面具有第一滚道和第二滚道;第一组滚子,位于第一保持架的兜孔内且位于所述第一滚道;第二组滚子,位于第二保持架的兜孔内且位于所述第二滚道;导向环,套设于所述内圈的外环面与所述内圈同轴设置,所述导向环包括可相对转动且同轴设置的第一半导向环和第二半导向环,所述第一半导向环设置于所述第一组滚子、所述第一保持架以及所述内圈之间,所述第二半导向环设置于所述第二组滚子、所述第二保持架以及所述内圈之间。本发明实施例所提供的调心滚子轴承可以降低轴承的摩擦,延长轴承的使用寿命