
三辊孔型轧制棒材横断面面积计算方法.pdf

鹏飞****可爱


1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
三辊孔型轧制棒材横断面面积计算方法.pdf
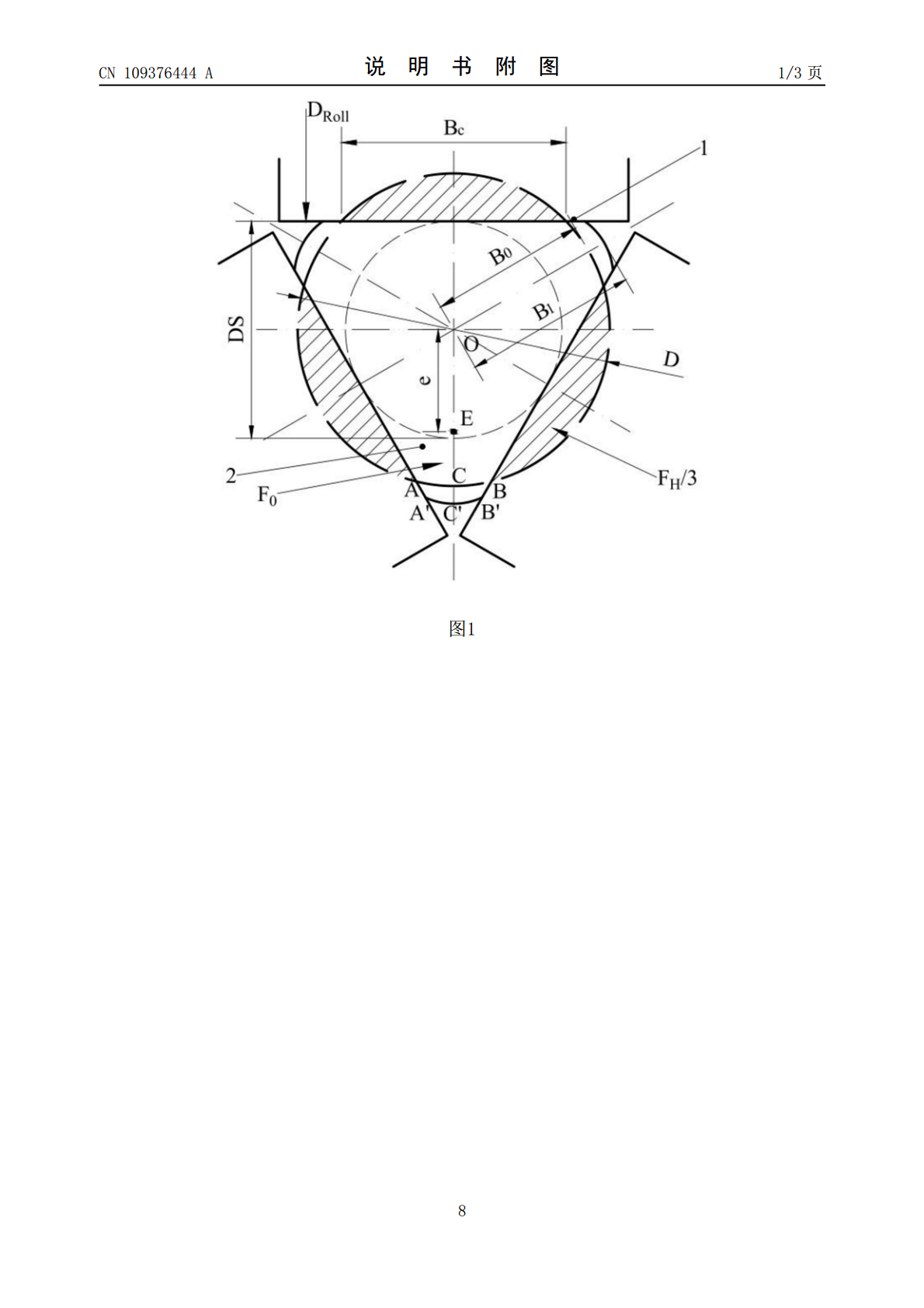
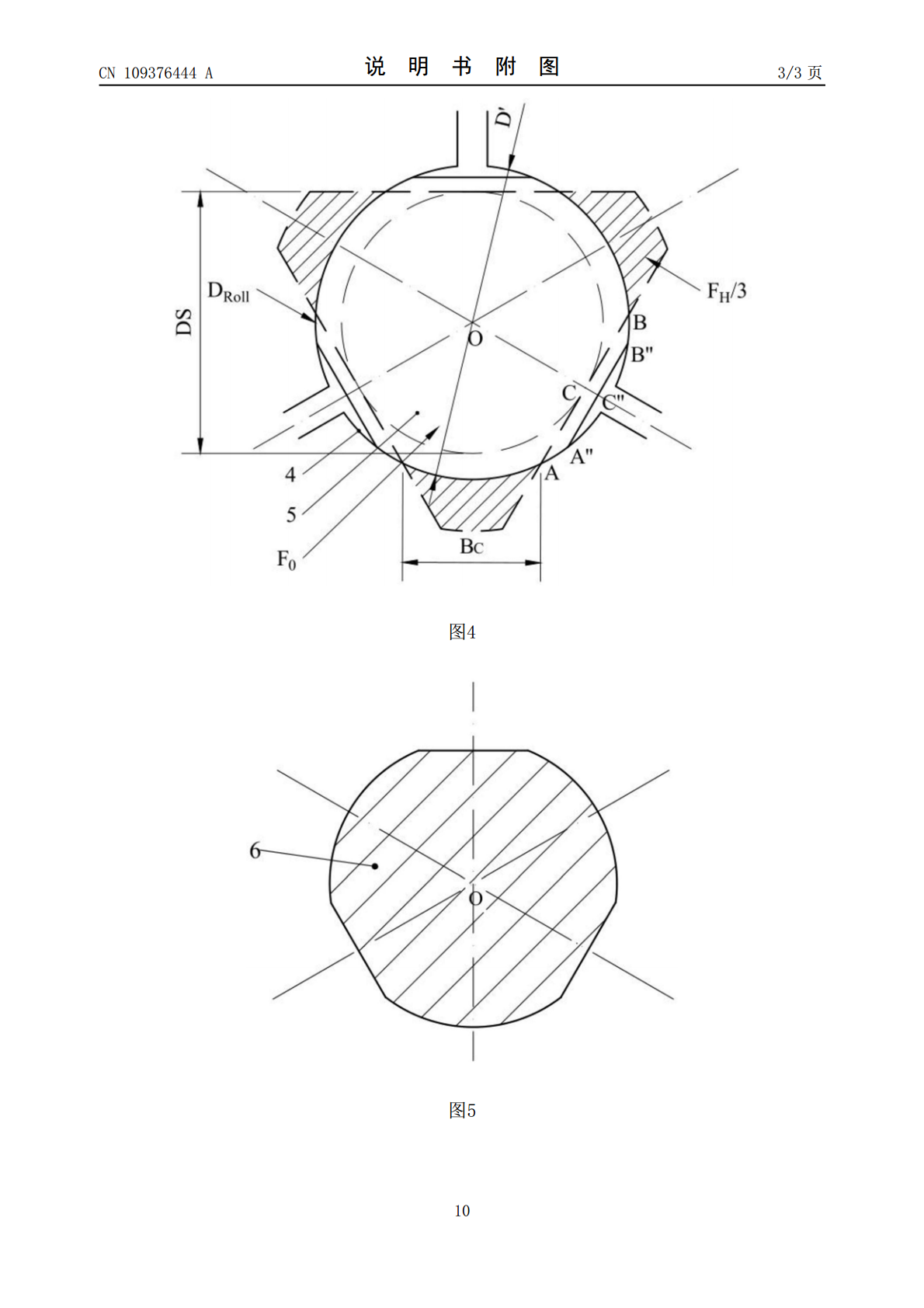
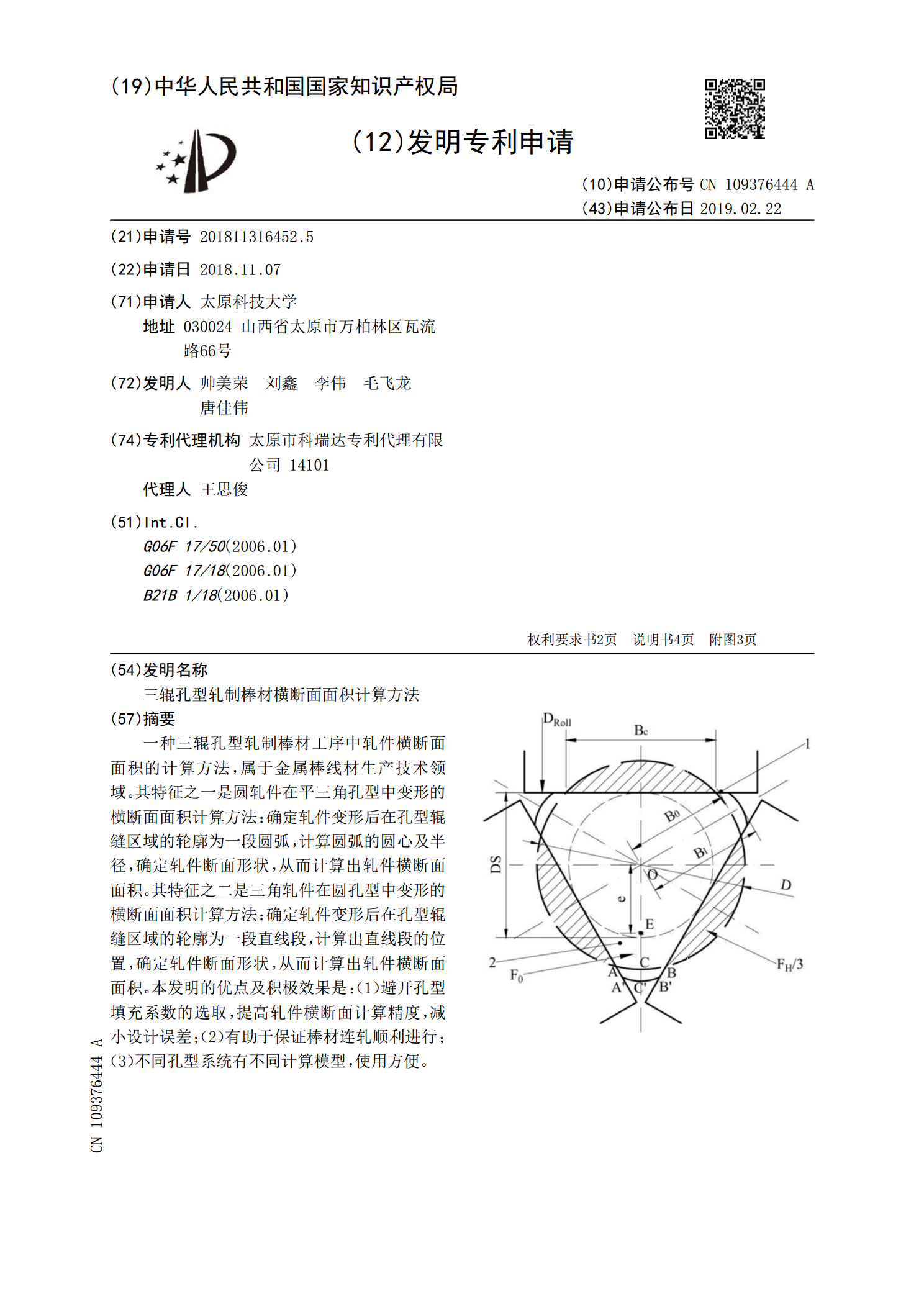
一种三辊孔型轧制棒材工序中轧件横断面面积的计算方法,属于金属棒线材生产技术领域。其特征之一是圆轧件在平三角孔型中变形的横断面面积计算方法:确定轧件变形后在孔型辊缝区域的轮廓为一段圆弧,计算圆弧的圆心及半径,确定轧件断面形状,从而计算出轧件横断面面积。其特征之二是三角轧件在圆孔型中变形的横断面面积计算方法:确定轧件变形后在孔型辊缝区域的轮廓为一段直线段,计算出直线段的位置,确定轧件断面形状,从而计算出轧件横断面面积。本发明的优点及积极效果是:(1)避开孔型填充系数的选取,提高轧件横断面计算精度,减小设计误差

棒材轧制孔型设计.pdf
孔型设计本设计以φ28mm圆钢为代表产品进行设计。1孔型系统的选择圆钢孔型系统一般由延伸孔型系统和精轧孔型系统两部分组成。延伸孔型的作用是压缩轧件断面,为成品孔型系统提供合适的红坯。它对钢材轧制的产量、质量有很大的影响,但对产品最后的形状尺寸影响不大。常用的延伸孔型系统一般有箱形、菱—方、菱—菱、椭—方、六角—方、椭圆—圆、椭圆—立椭圆等;精轧孔型系统一般是方—椭圆—螺或圆—椭圆—螺孔型。本设计采用无孔型和椭圆—圆孔型系统。1.1无孔型轧制法优点:(1)由于轧辊无孔型,改轧产品时,可通过调节辊缝改变压下规

平辊轧制棒材的探讨.docx
平辊轧制棒材的探讨平辊轧制棒材的探讨摘要:棒材是一种常见的金属材料,在工业生产中具有广泛的应用。而平辊轧制技术是一种常用的棒材生产工艺,本论文将对平辊轧制棒材的原理、过程及应用进行深入探讨。引言:棒材作为一种常见的金属材料,具有高强度、耐磨、耐腐蚀等优点,广泛应用于机械制造、建筑、航空航天等领域。平辊轧制是一种常用的棒材生产工艺,具有高效、灵活、成本低等优势,已被广泛应用于棒材的生产。本论文将对平辊轧制棒材的原理、过程及应用进行探讨。一、平辊轧制棒材的原理平辊轧制棒材是利用辊轧机进行加工的一种工艺。其原理

介绍一种棒材轧制滚动导卫立辊孔型的设计方法.docx
介绍一种棒材轧制滚动导卫立辊孔型的设计方法随着工业化进程的不断发展,各种金属材料加工技术也不断地得到更新与升级,其中棒材轧制技术已经成为现代金属加工领域的重要方法之一,其应用范围越来越广泛。为了保证棒材轧制过程的顺利进行及产品质量的提高,需要设计出高质量的滚动导卫立辊孔型。本文将介绍一种棒材轧制滚动导卫立辊孔型的设计方法。一、棒材轧制滚动导卫立辊的基本概念棒材轧制滚动导卫立辊是用于支承和导向棒材在轧制过程中的辊子,主要是为了保证棒材的截面形状和尺寸的准确性,以及产品表面的光洁度和质量的稳定性。滚动导卫立辊
一种棒材共用切分孔型轧制方法及孔型系统.pdf
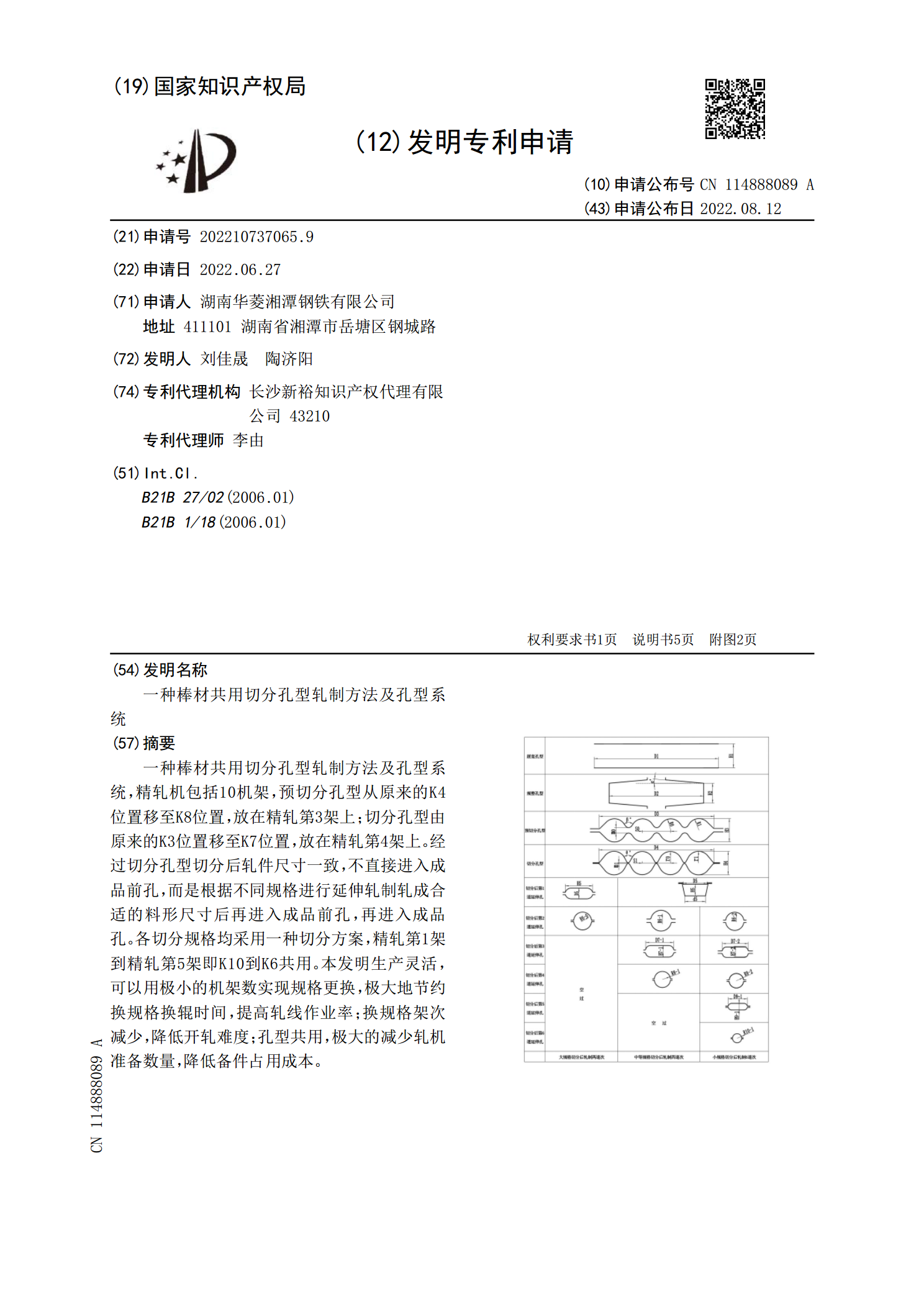
一种棒材共用切分孔型轧制方法及孔型系统,精轧机包括10机架,预切分孔型从原来的K4位置移至K8位置,放在精轧第3架上;切分孔型由原来的K3位置移至K7位置,放在精轧第4架上。经过切分孔型切分后轧件尺寸一致,不直接进入成品前孔,而是根据不同规格进行延伸轧制轧成合适的料形尺寸后再进入成品前孔,再进入成品孔。各切分规格均采用一种切分方案,精轧第1架到精轧第5架即K10到K6共用。本发明生产灵活,可以用极小的机架数实现规格更换,极大地节约换规格换辊时间,提高轧线作业率;换规格架次减少,降低开轧难度;孔型共用,极大