
高压涡轮的连续增材制造.pdf

茂学****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高压涡轮的连续增材制造.pdf
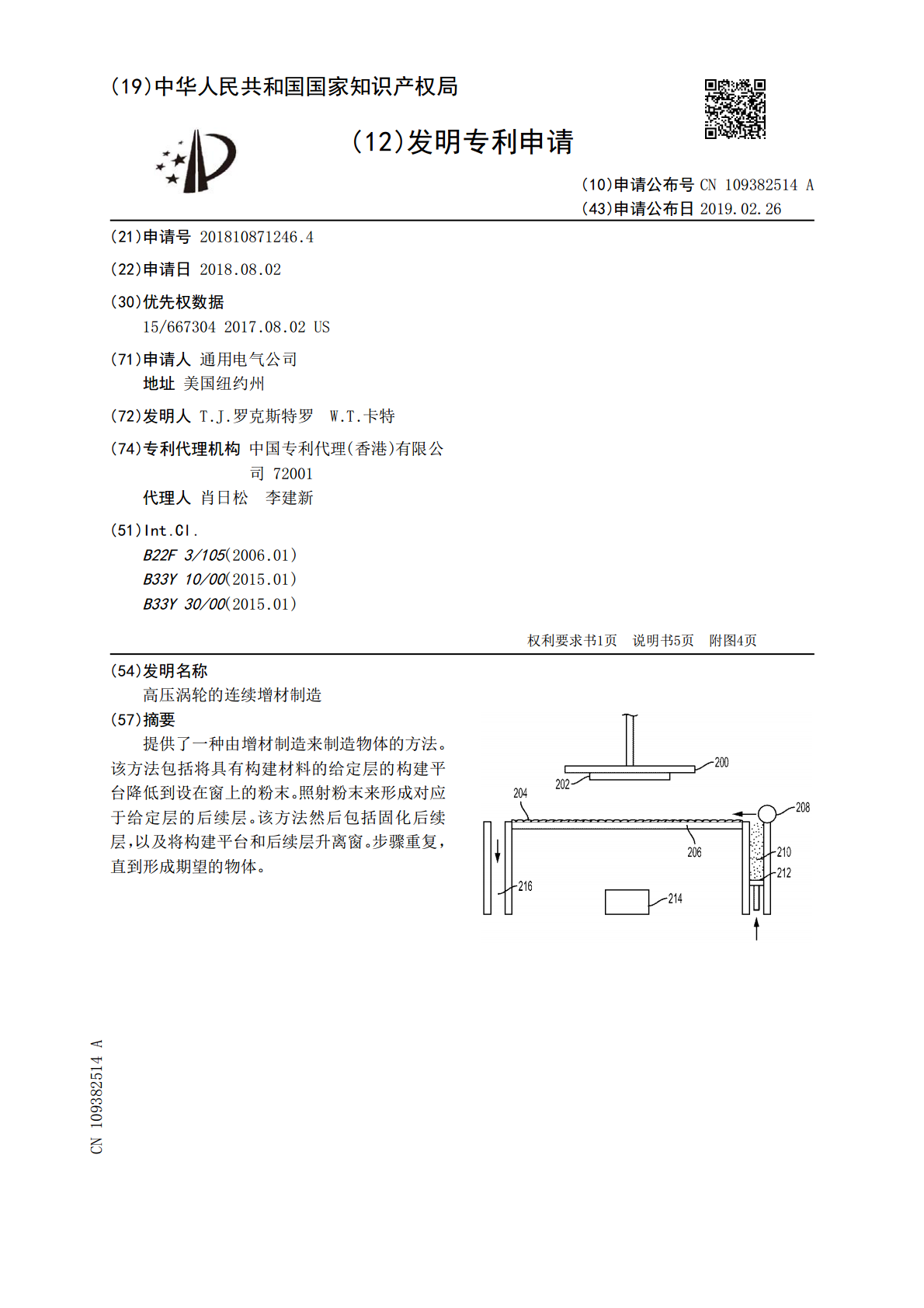
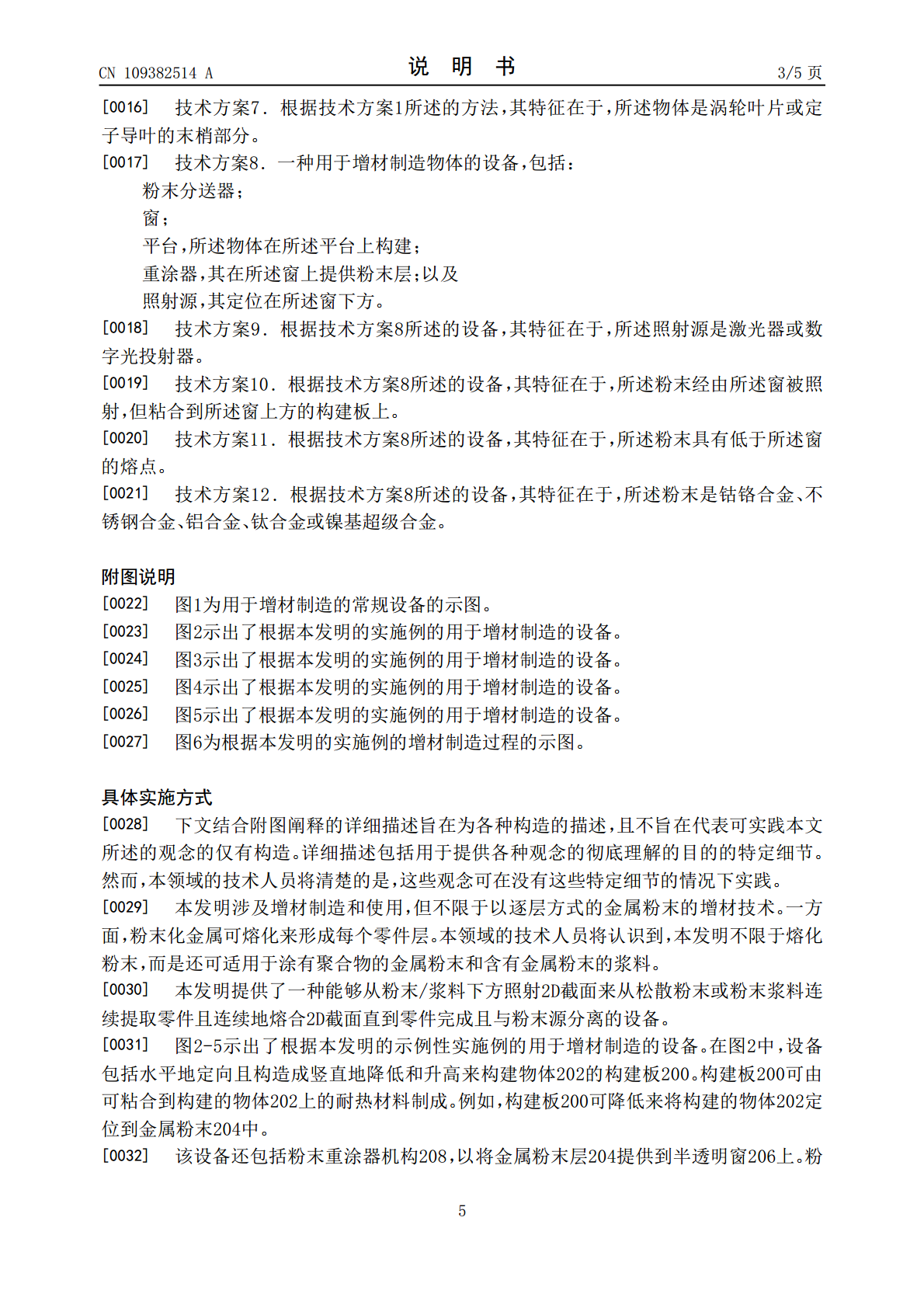
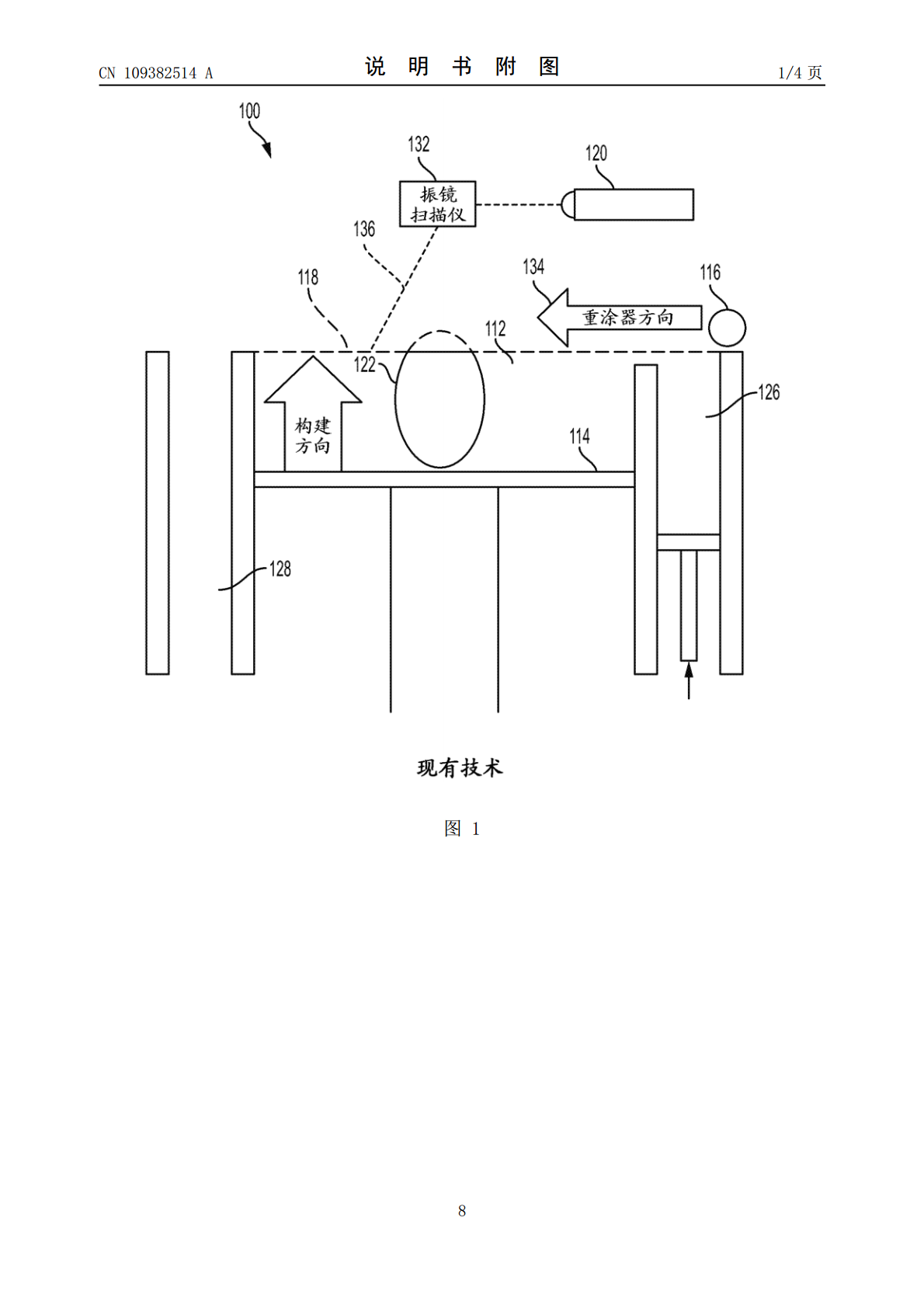
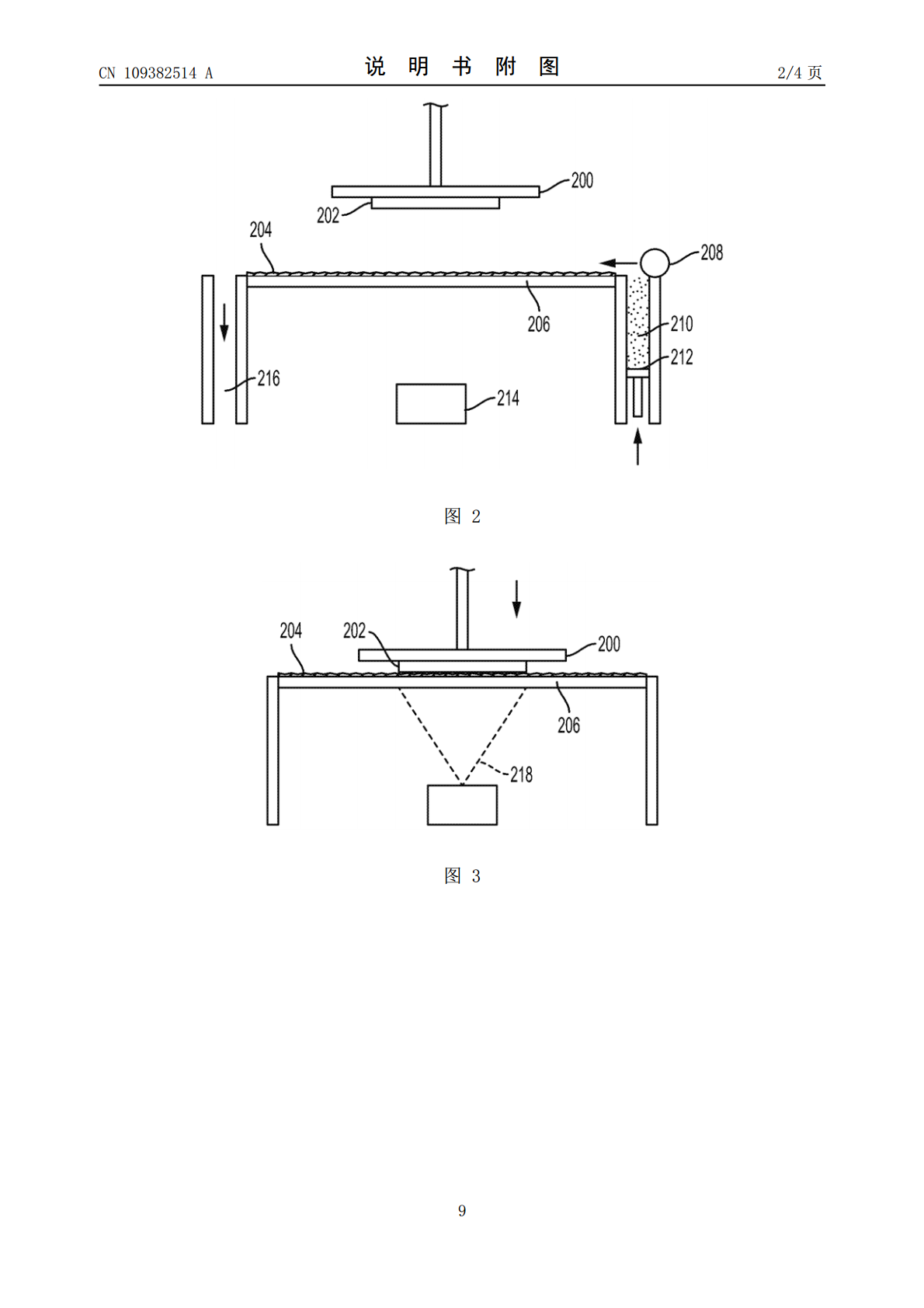
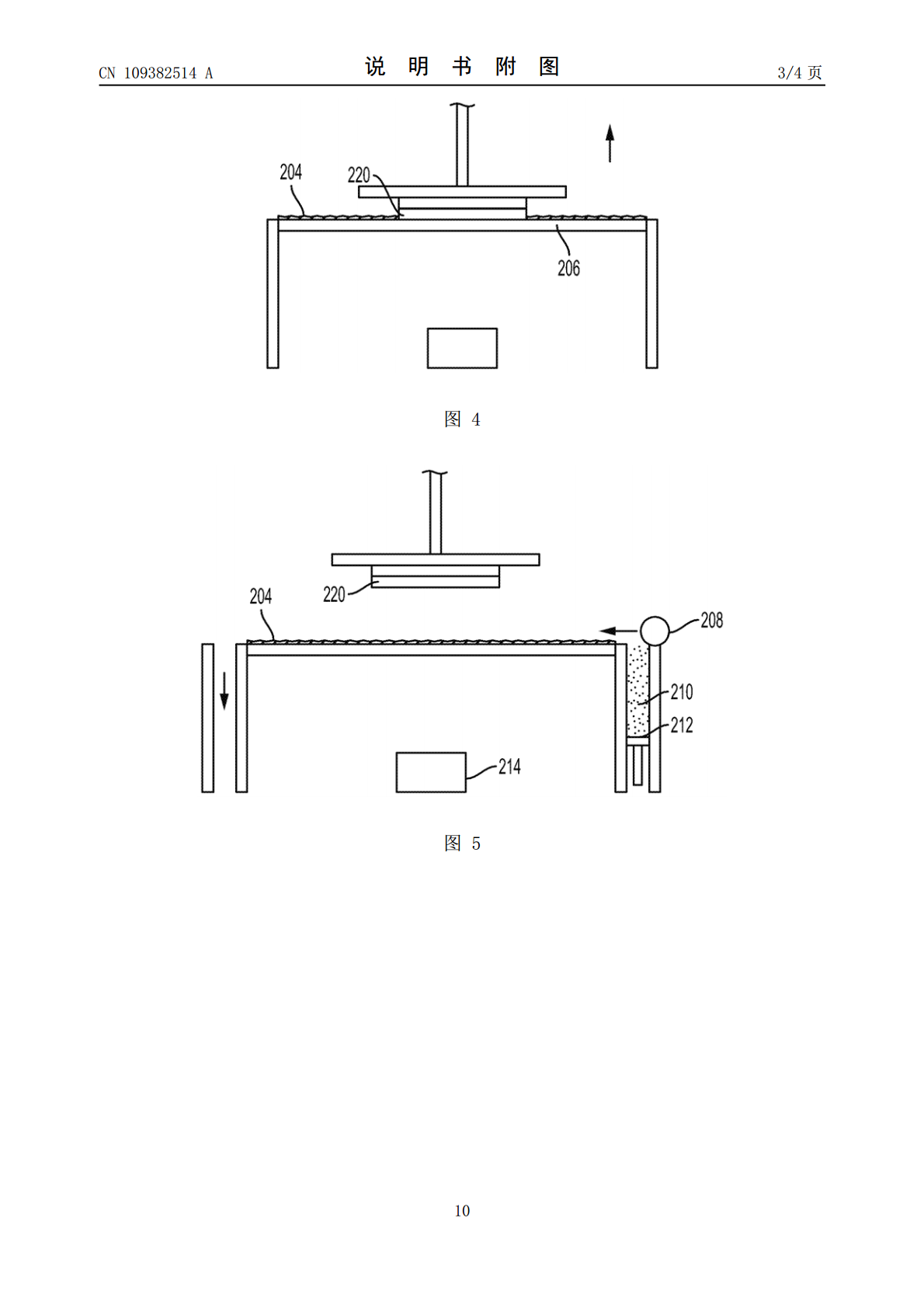
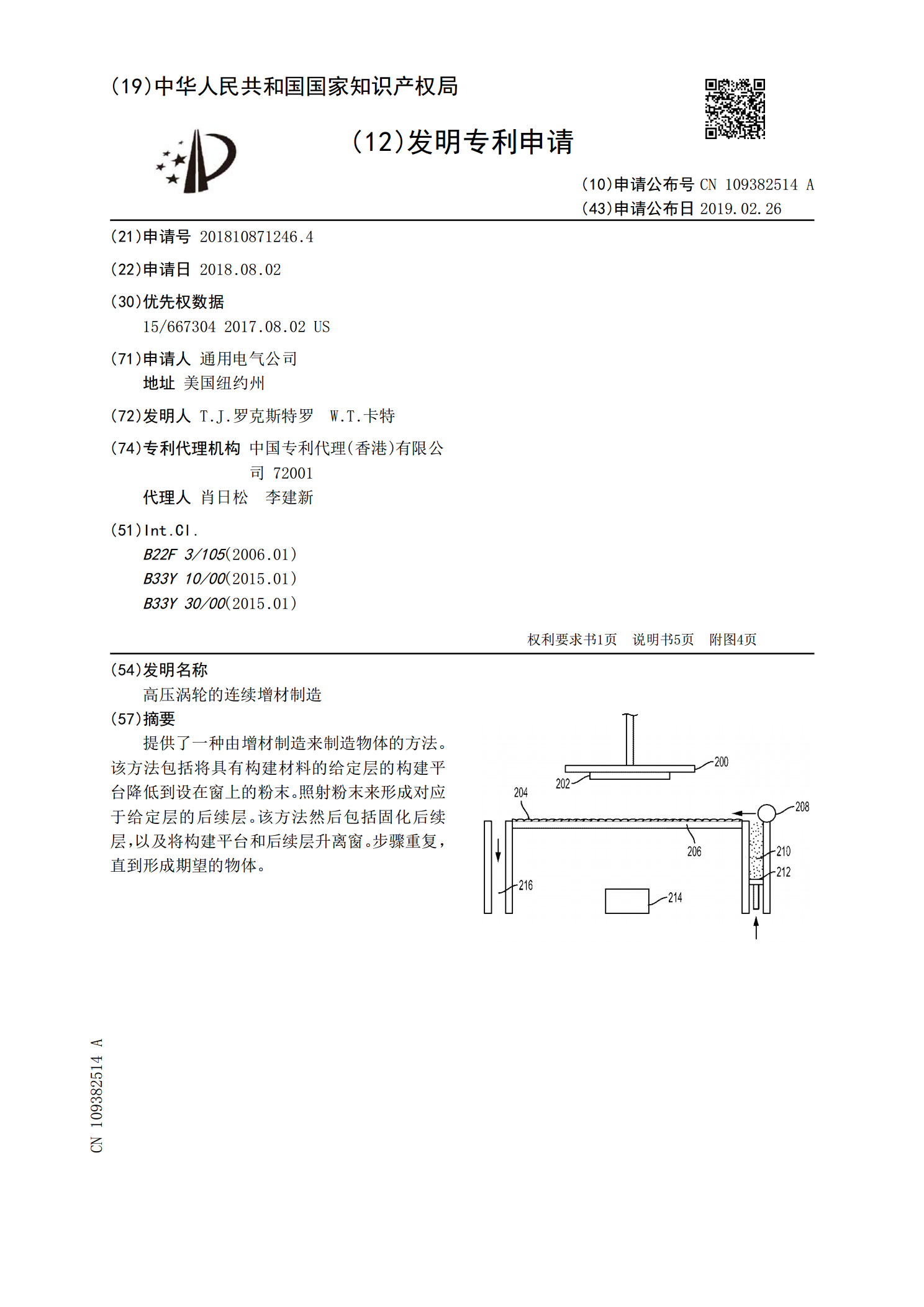
提供了一种由增材制造来制造物体的方法。该方法包括将具有构建材料的给定层的构建平台降低到设在窗上的粉末。照射粉末来形成对应于给定层的后续层。该方法然后包括固化后续层,以及将构建平台和后续层升离窗。步骤重复,直到形成期望的物体。
以增材制造进行涡轮构件修理.pdf
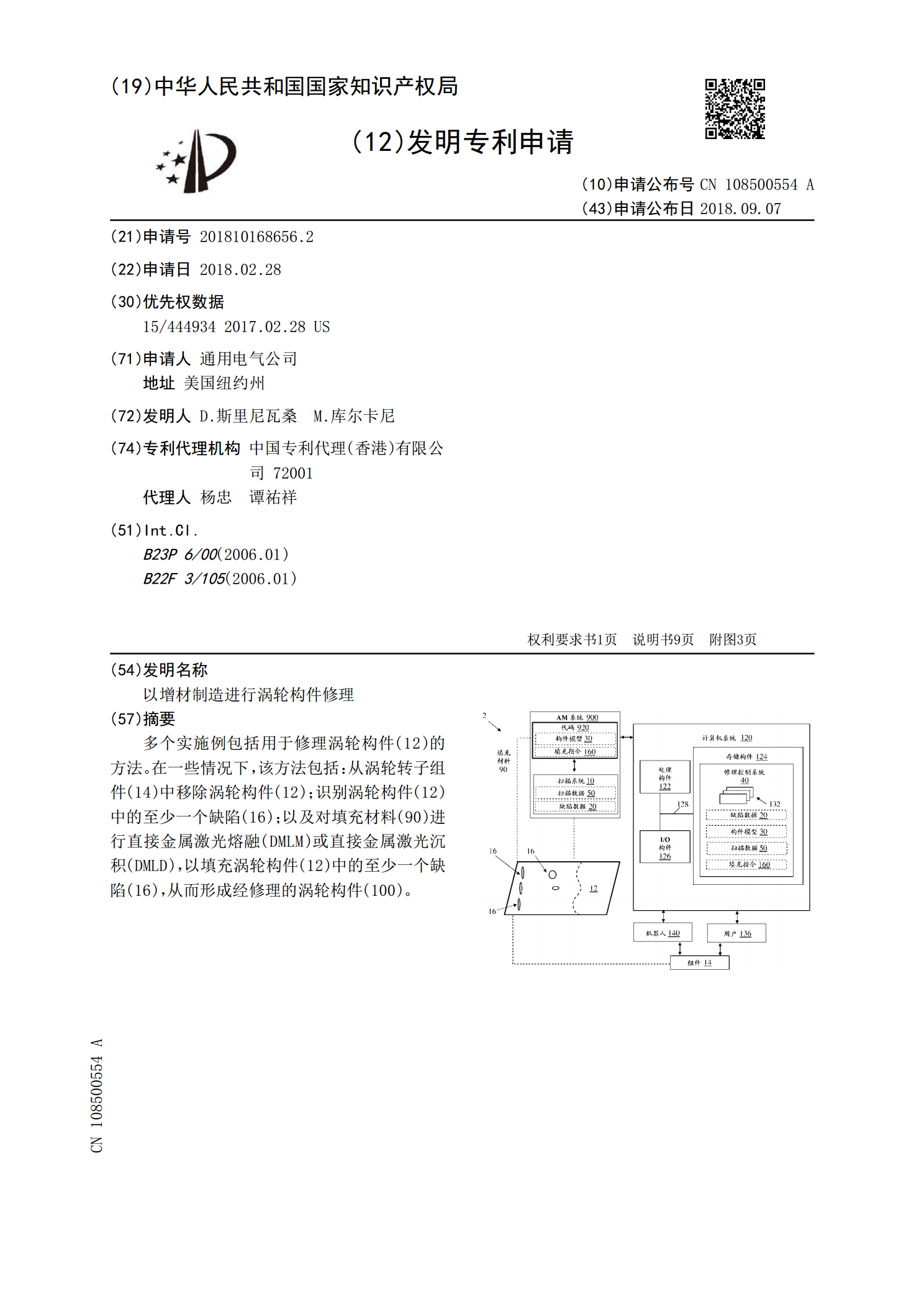
多个实施例包括用于修理涡轮构件(12)的方法。在一些情况下,该方法包括:从涡轮转子组件(14)中移除涡轮构件(12);识别涡轮构件(12)中的至少一个缺陷(16);以及对填充材料(90)进行直接金属激光熔融(DMLM)或直接金属激光沉积(DMLD),以填充涡轮构件(12)中的至少一个缺陷(16),从而形成经修理的涡轮构件(100)。

增材制造与激光制造.doc
附件6“增材制造与激光制造”重点专项2018年度项目申报指南建议为落实《国家中长期科学和技术发展规划纲要(2006-2020年)》和《中国制造2025》等提出的任务,国家重点研发计划启动实施“增材制造与激光制造”重点专项。根据本专项实施方案的部署,现提出2018年度项目申报指南建议。本重点专项总体目标是:突破增材制造与激光制造的基础理论,取得原创性技术成果,超前部署研发下一代技术;攻克增材制造的核心元器件和关键工艺技术,研制相关重点工艺装备;突破激光制造中的关键技术,研发高可靠长寿命激光器核心功能部件、国
用于丝材成型的增材制造装置及增材制造方法.pdf
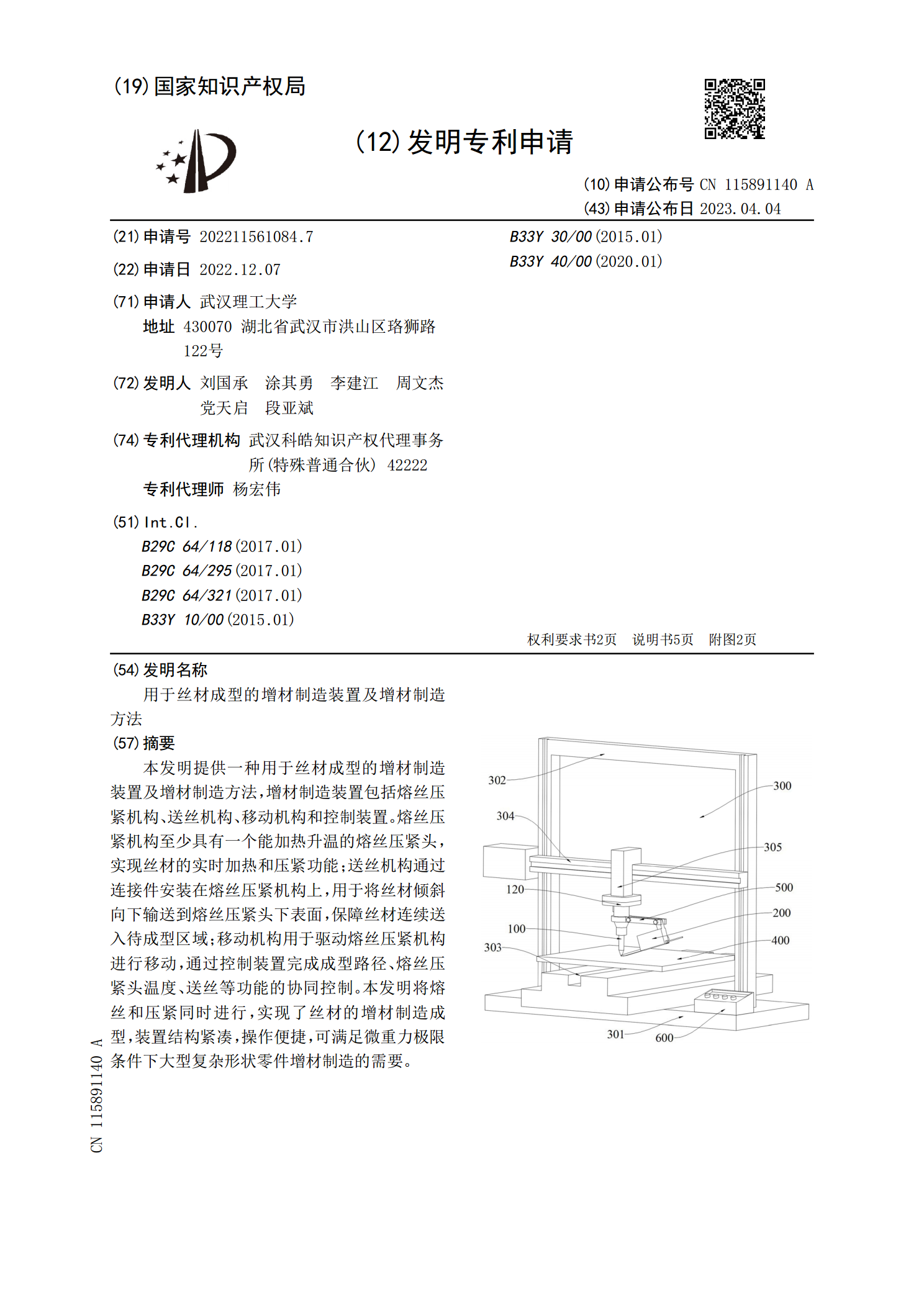
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型

增材制造技术.pptx
增材制造技术(3D打印)基本工艺原理熔丝沉积成型法(FDM)优点:成形精度好(制造精度达+0.1mm)材料利用率高适宜制造形状复杂、精度高的树脂零件层叠实体制造法(LOM)优点:材料的多样性过程易操作材料利用率高无需支撑结构模具的强度高优点:工艺无需激光系统设备组成简单成本及运行费用低、易于推广增材制造的优势增材制造的应用领域谢谢大家