
扁平铜条弧形折弯工装及弧形折弯方法.pdf

灵波****ng

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
扁平铜条弧形折弯工装及弧形折弯方法.pdf
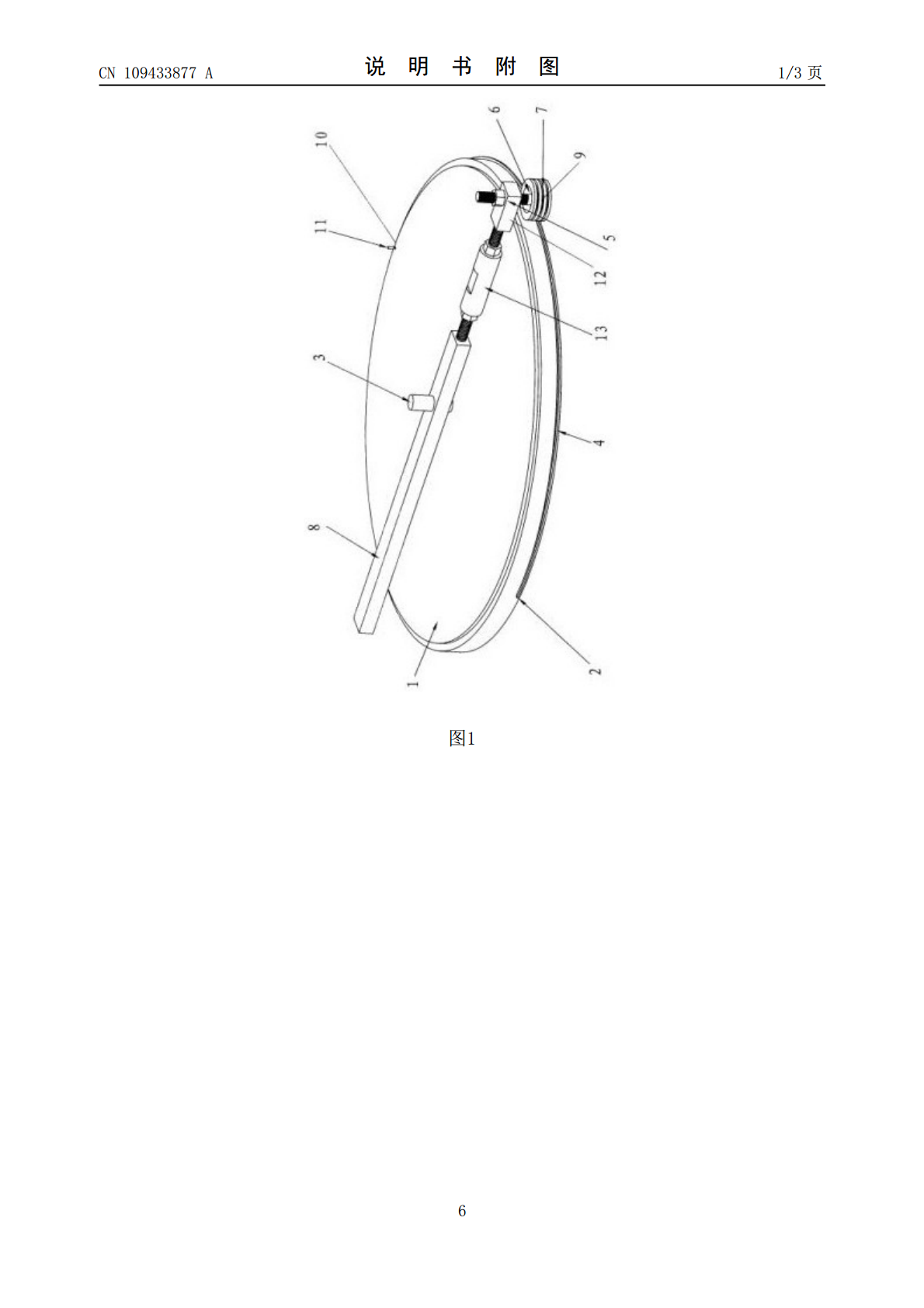
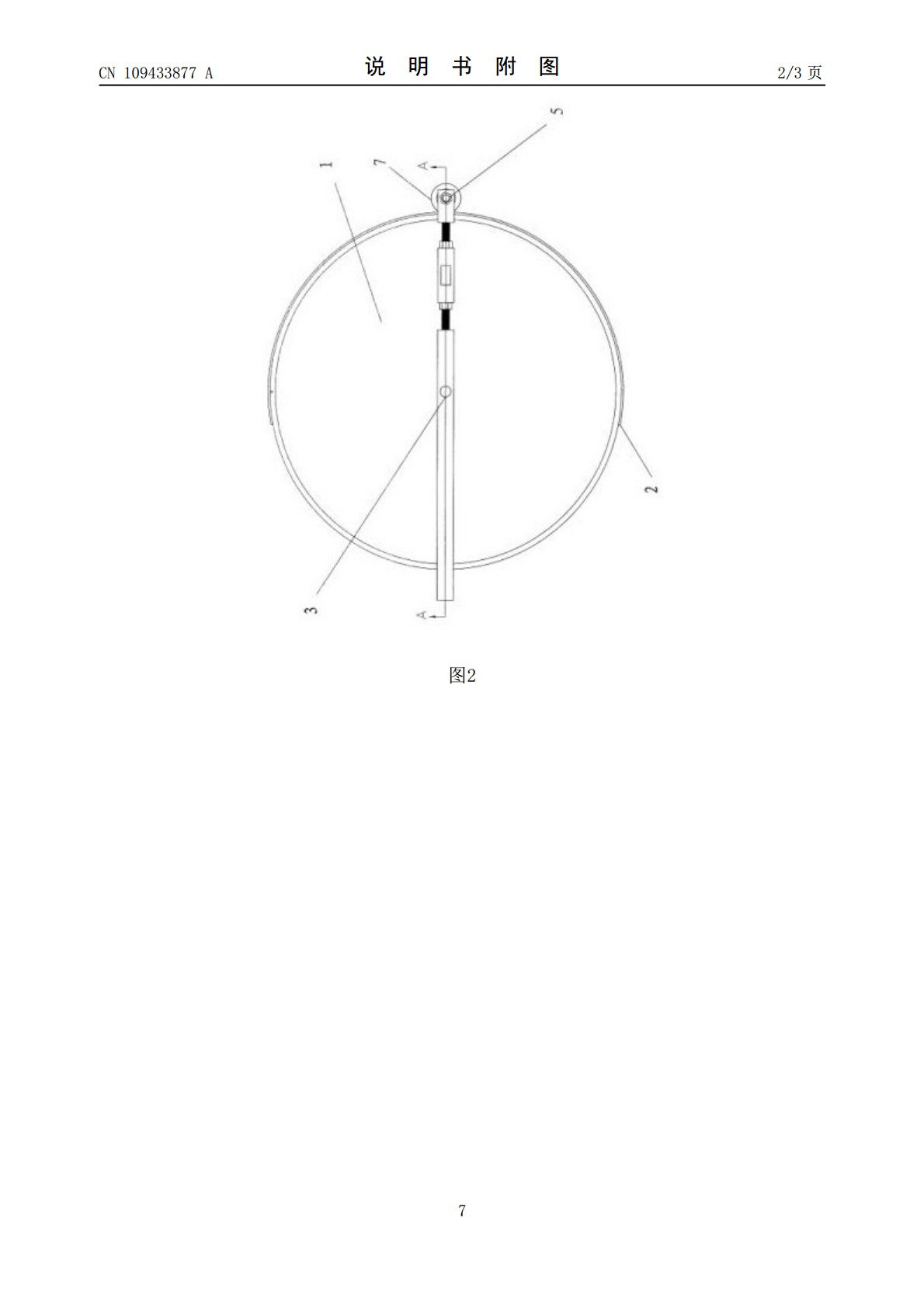
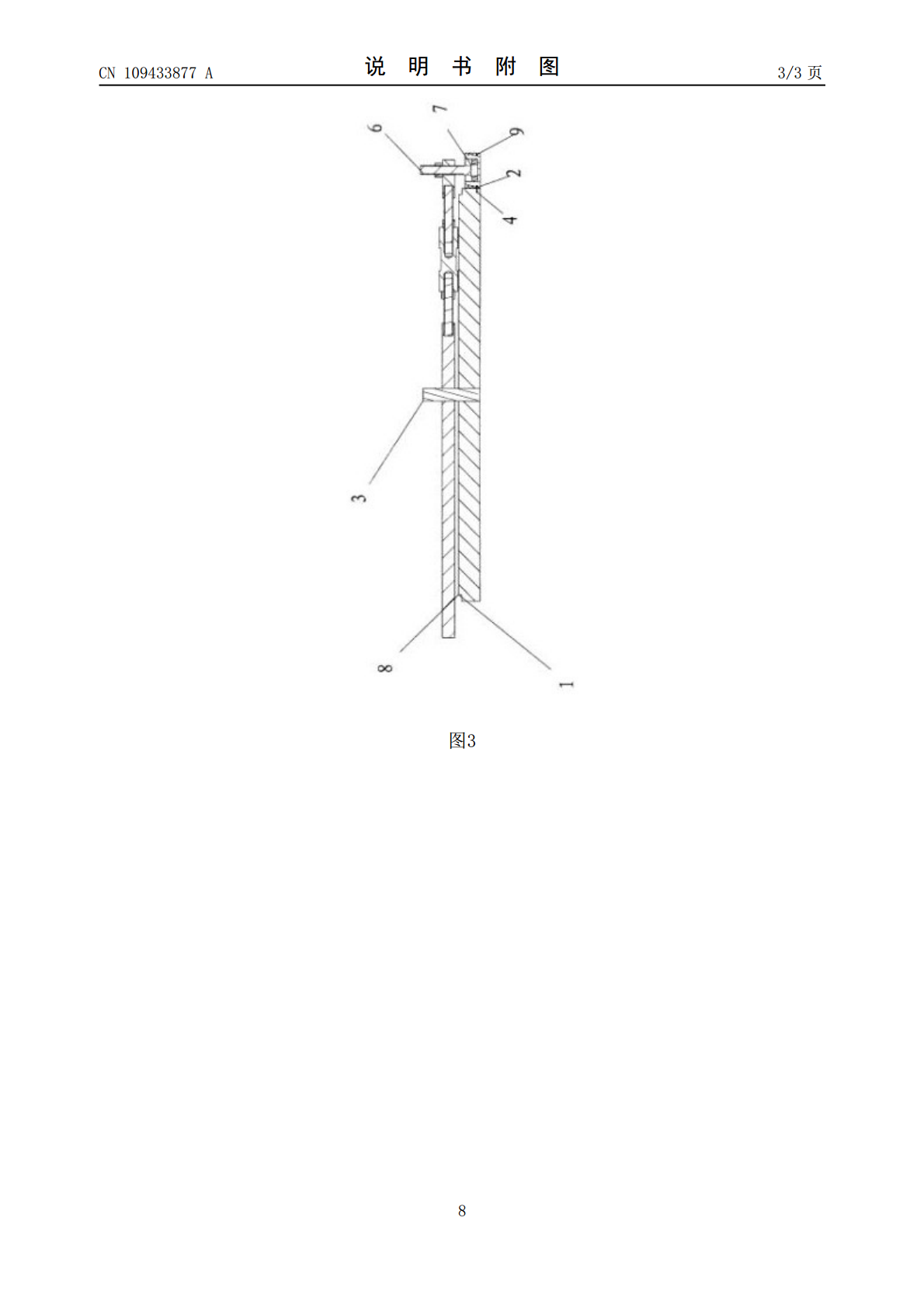
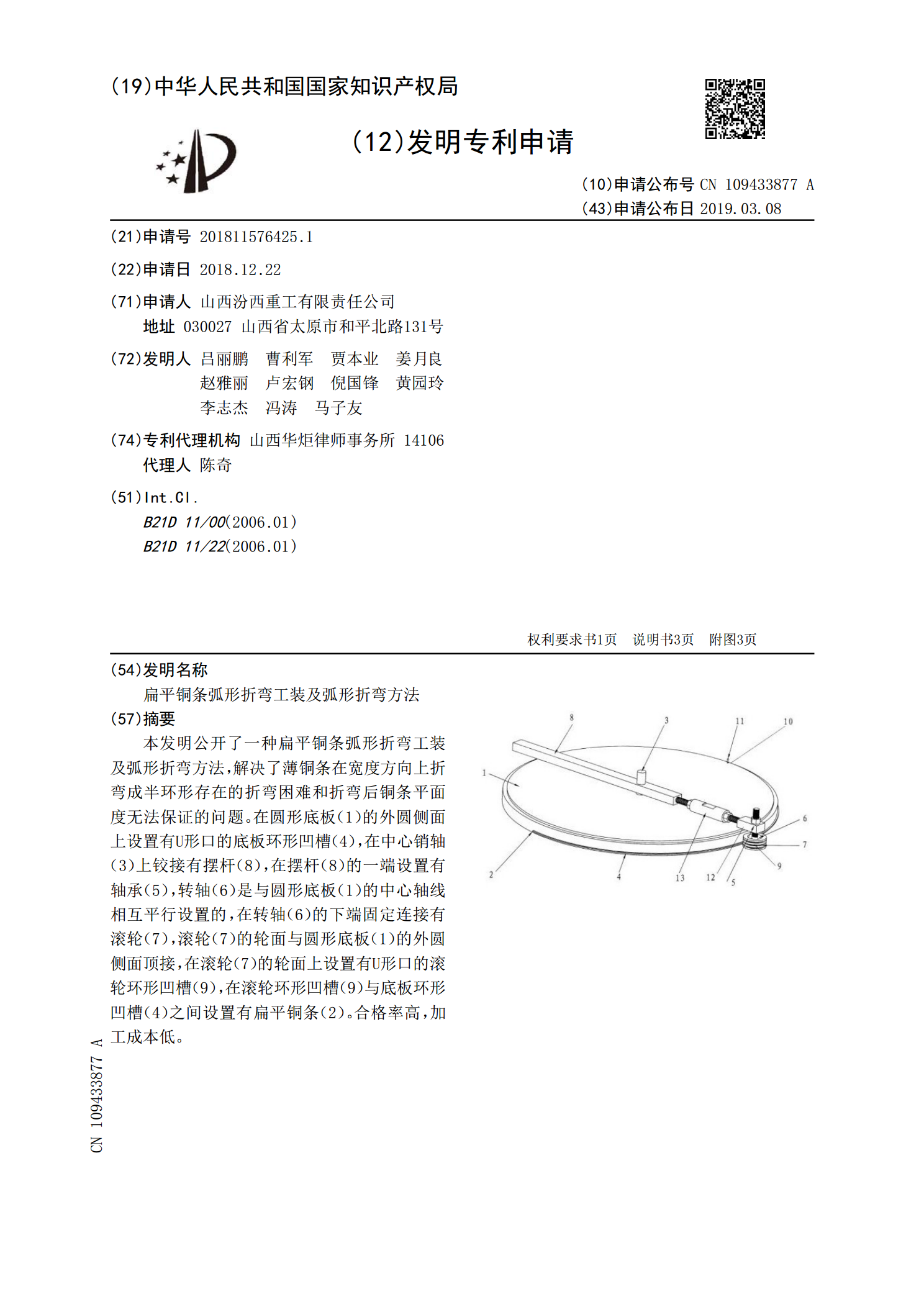
本发明公开了一种扁平铜条弧形折弯工装及弧形折弯方法,解决了薄铜条在宽度方向上折弯成半环形存在的折弯困难和折弯后铜条平面度无法保证的问题。在圆形底板(1)的外圆侧面上设置有U形口的底板环形凹槽(4),在中心销轴(3)上铰接有摆杆(8),在摆杆(8)的一端设置有轴承(5),转轴(6)是与圆形底板(1)的中心轴线相互平行设置的,在转轴(6)的下端固定连接有滚轮(7),滚轮(7)的轮面与圆形底板(1)的外圆侧面顶接,在滚轮(7)的轮面上设置有U形口的滚轮环形凹槽(9),在滚轮环形凹槽(9)与底板环形凹槽(4)之间
电机密封环的内侧扁平弧形铜条嵌入工装及嵌入方法.pdf
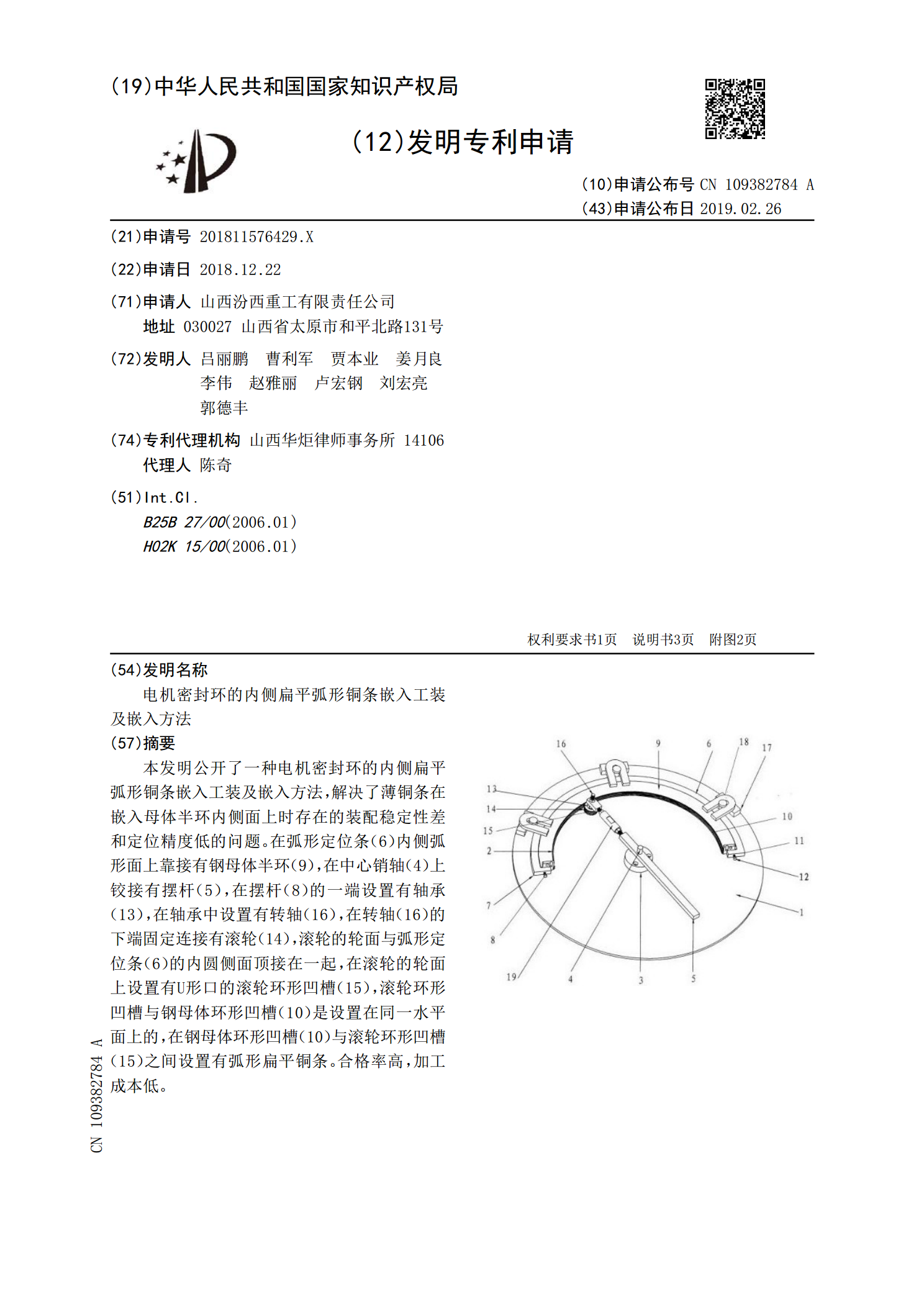
本发明公开了一种电机密封环的内侧扁平弧形铜条嵌入工装及嵌入方法,解决了薄铜条在嵌入母体半环内侧面上时存在的装配稳定性差和定位精度低的问题。在弧形定位条(6)内侧弧形面上靠接有钢母体半环(9),在中心销轴(4)上铰接有摆杆(5),在摆杆(8)的一端设置有轴承(13),在轴承中设置有转轴(16),在转轴(16)的下端固定连接有滚轮(14),滚轮的轮面与弧形定位条(6)的内圆侧面顶接在一起,在滚轮的轮面上设置有U形口的滚轮环形凹槽(15),滚轮环形凹槽与钢母体环形凹槽(10)是设置在同一水平面上的,在钢母体环形
一种弧形铁板折弯机.pdf
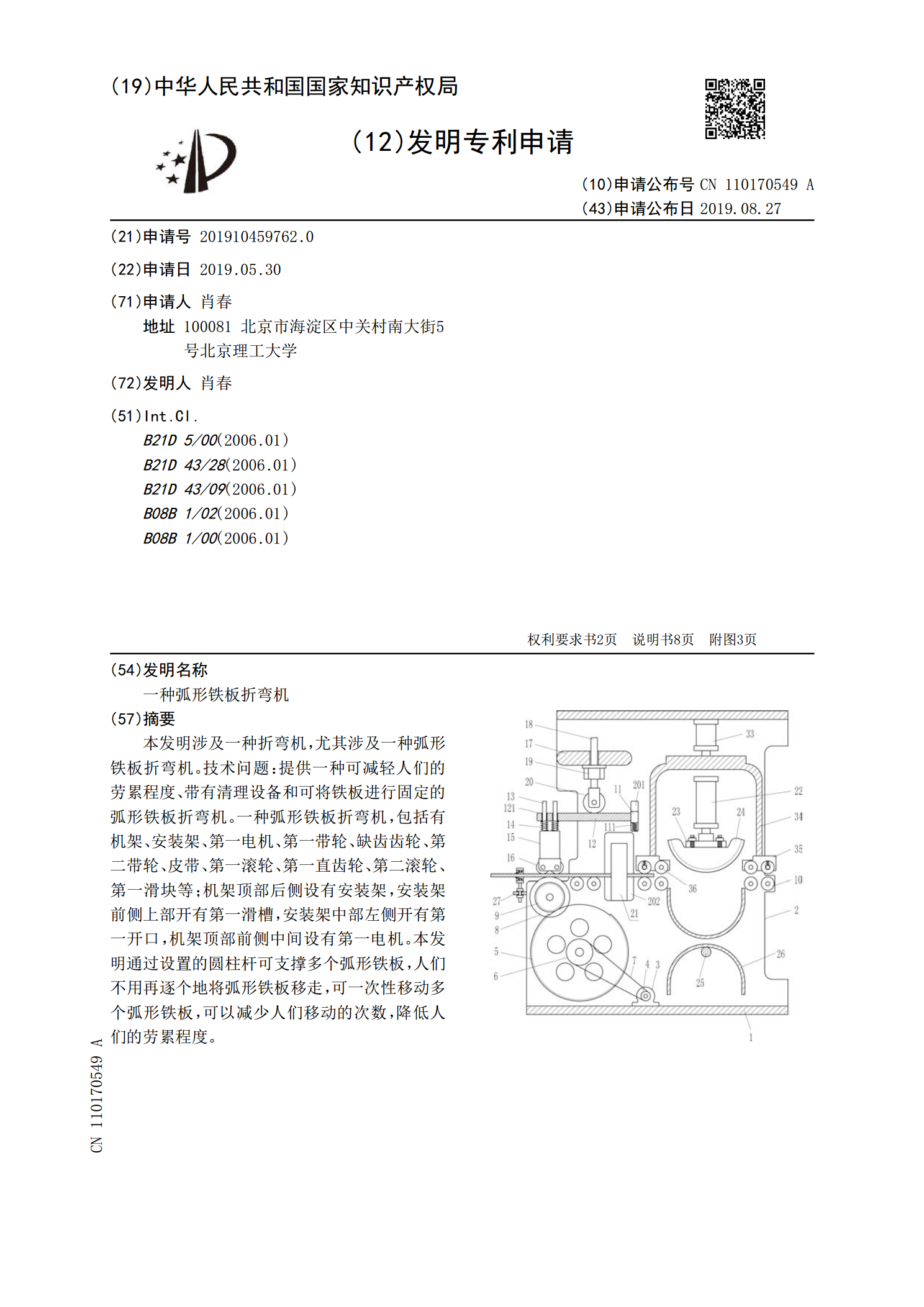
本发明涉及一种折弯机,尤其涉及一种弧形铁板折弯机。技术问题:提供一种可减轻人们的劳累程度、带有清理设备和可将铁板进行固定的弧形铁板折弯机。一种弧形铁板折弯机,包括有机架、安装架、第一电机、第一带轮、缺齿齿轮、第二带轮、皮带、第一滚轮、第一直齿轮、第二滚轮、第一滑块等;机架顶部后侧设有安装架,安装架前侧上部开有第一滑槽,安装架中部左侧开有第一开口,机架顶部前侧中间设有第一电机。本发明通过设置的圆柱杆可支撑多个弧形铁板,人们不用再逐个地将弧形铁板移走,可一次性移动多个弧形铁板,可以减少人们移动的次数,降低人们

一种钣金面板折弯工装与折弯方法.pdf
本发明的一种钣金面板折弯工装与折弯方法,包括压线机构,所述压线机构一侧设有夹紧机构,所述夹紧机构包括直杆,所述直杆一侧固定设有两个滑动轴,所述滑动轴上滑动有三个吊置块,每个所述吊置块一侧螺纹啮合有夹紧螺杆,所述夹紧螺杆一侧固定连接有三根钢丝绳,每根所述钢丝绳另一侧固定连接在夹爪上,本发明通过压线装置预先对待处理的工件进行压线操作,利用夹爪穿过工件的孔眼,并将其缩紧,方便其折弯时进行固定,同时利用钢丝绳将三个夹爪间进行拉紧固定,保证工件的孔眼在折弯时具有一定的结构稳定性,使其在折弯时不容易发生弯曲形变,提高
直流电机转子均压线折弯工装及折弯方法.pdf
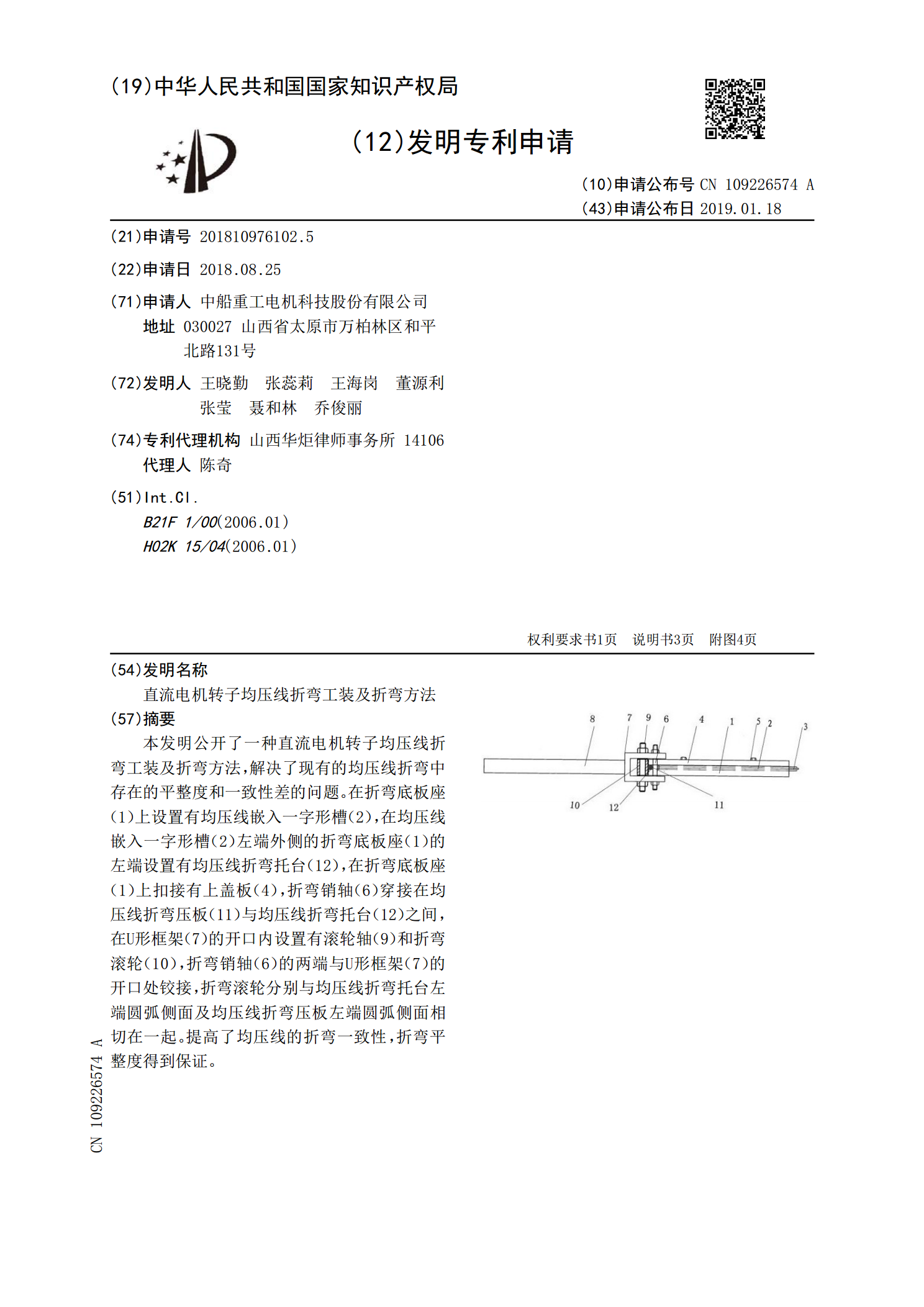
本发明公开了一种直流电机转子均压线折弯工装及折弯方法,解决了现有的均压线折弯中存在的平整度和一致性差的问题。在折弯底板座(1)上设置有均压线嵌入一字形槽(2),在均压线嵌入一字形槽(2)左端外侧的折弯底板座(1)的左端设置有均压线折弯托台(12),在折弯底板座(1)上扣接有上盖板(4),折弯销轴(6)穿接在均压线折弯压板(11)与均压线折弯托台(12)之间,在U形框架(7)的开口内设置有滚轮轴(9)和折弯滚轮(10),折弯销轴(6)的两端与U形框架(7)的开口处铰接,折弯滚轮分别与均压线折弯托台左端圆弧侧