
一种应用于滚床的一体式滚轮轴及制造方法.pdf

一吃****永贺

1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种应用于滚床的一体式滚轮轴及制造方法.pdf
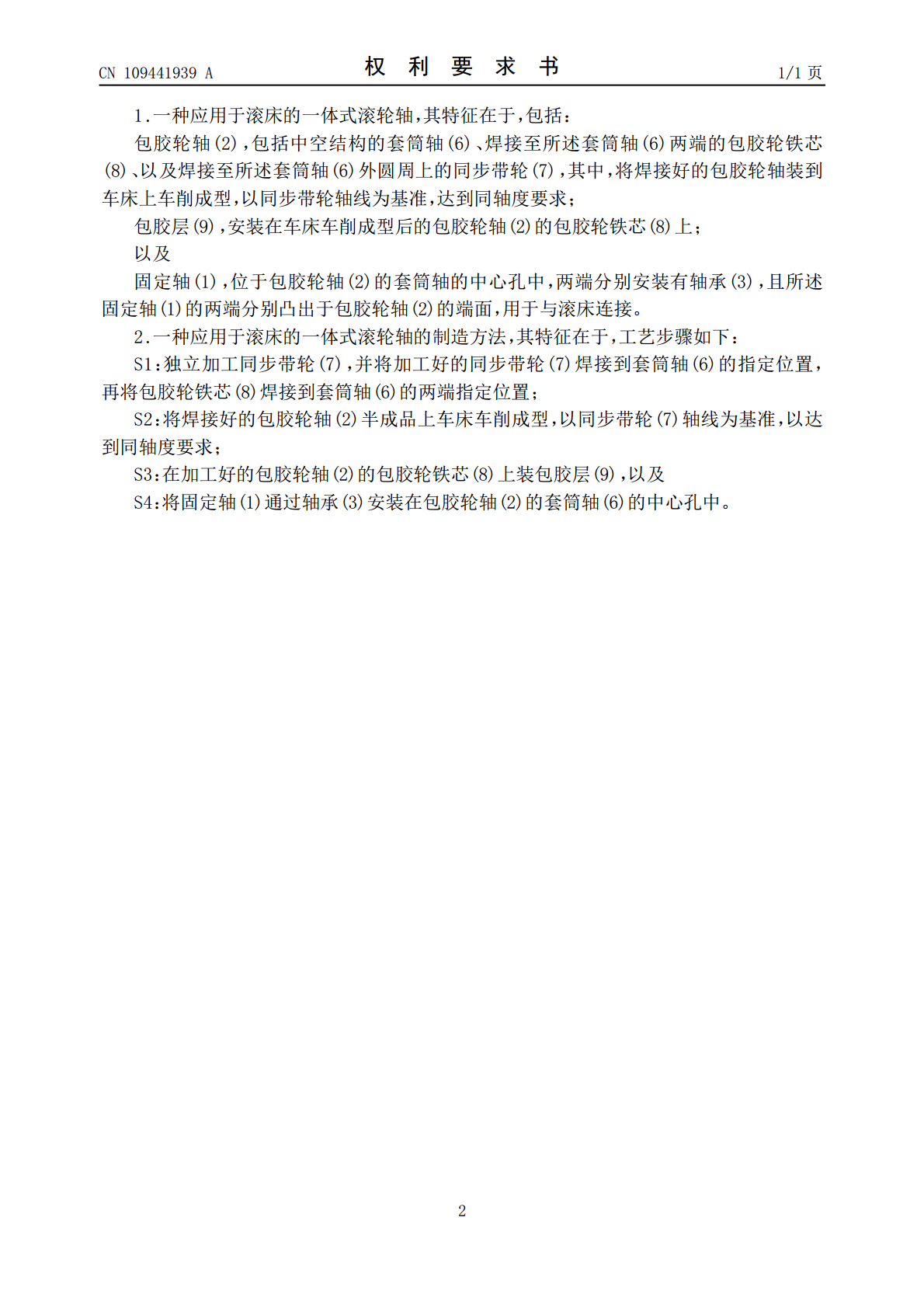
本发明公开了一种应用于滚床的一体式滚轮轴及制造方法,工艺步骤如下:S1:独立加工同步带轮,并将加工好的同步带轮焊接到套筒轴的指定位置,再将包胶轮铁芯焊接到套筒轴的两端指定位置;S2:将焊接好的包胶轮轴半成品上车床车削成型,以同步带轮轴线为基准,以达到同轴度要求;S3:在加工好的包胶轮轴的包胶轮铁芯上装包胶层,以及S4:将固定轴通过轴承安装在包胶轮轴的套筒轴的中心孔中。本发明的滚轮轴结构将同步带轮、包胶轮铁芯和套同轴一体焊接后再加工的结构形式和加工工艺,具有加工精度要求低、加工成本低、装配简单等特点,解决了
一种喷漆滚床.pdf
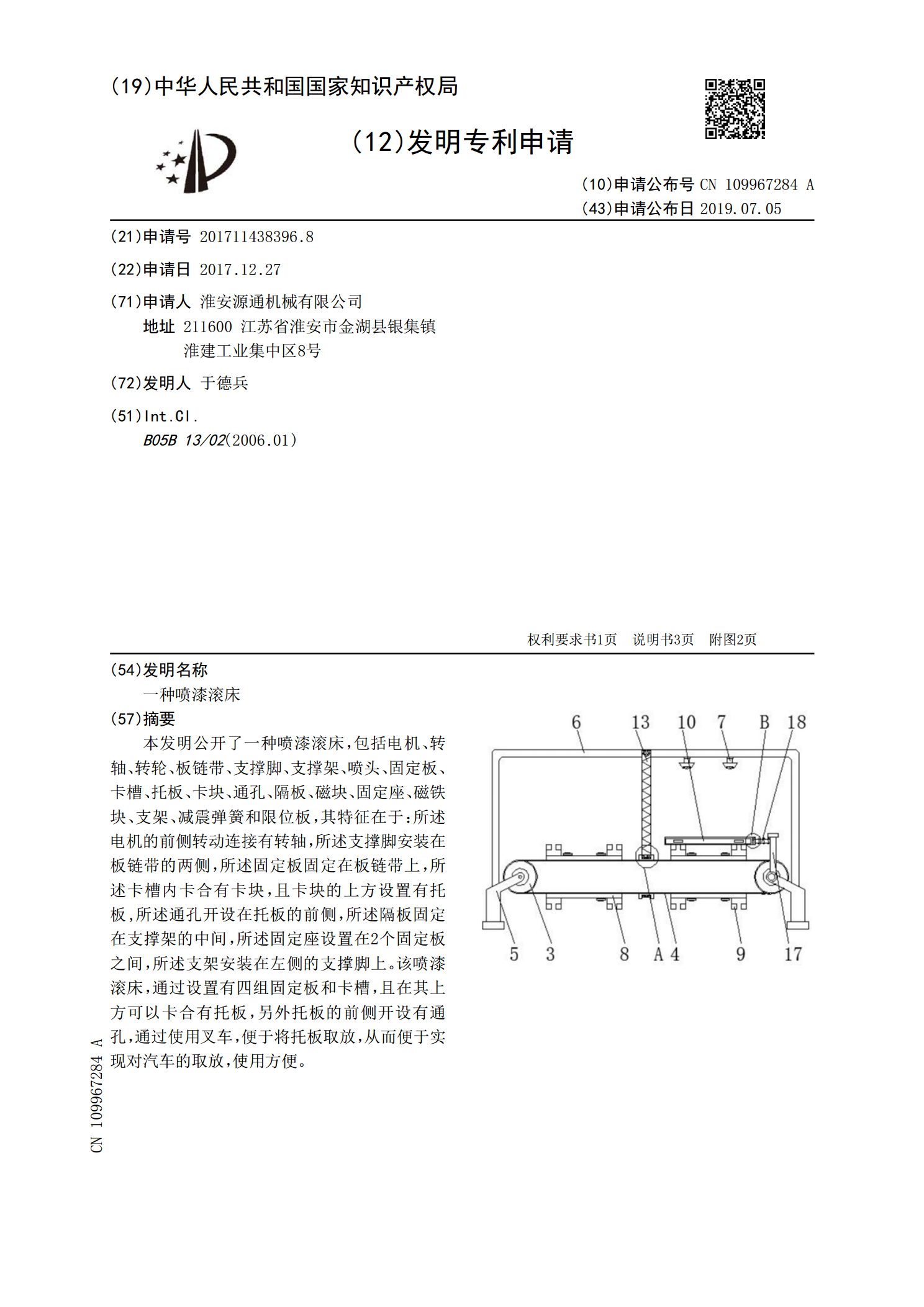
本发明公开了一种喷漆滚床,包括电机、转轴、转轮、板链带、支撑脚、支撑架、喷头、固定板、卡槽、托板、卡块、通孔、隔板、磁块、固定座、磁铁块、支架、减震弹簧和限位板,其特征在于:所述电机的前侧转动连接有转轴,所述支撑脚安装在板链带的两侧,所述固定板固定在板链带上,所述卡槽内卡合有卡块,且卡块的上方设置有托板,所述通孔开设在托板的前侧,所述隔板固定在支撑架的中间,所述固定座设置在2个固定板之间,所述支架安装在左侧的支撑脚上。该喷漆滚床,通过设置有四组固定板和卡槽,且在其上方可以卡合有托板,另外托板的前侧开设有通
一种滚塑模具设备及一种滚塑模具制造方法.pdf
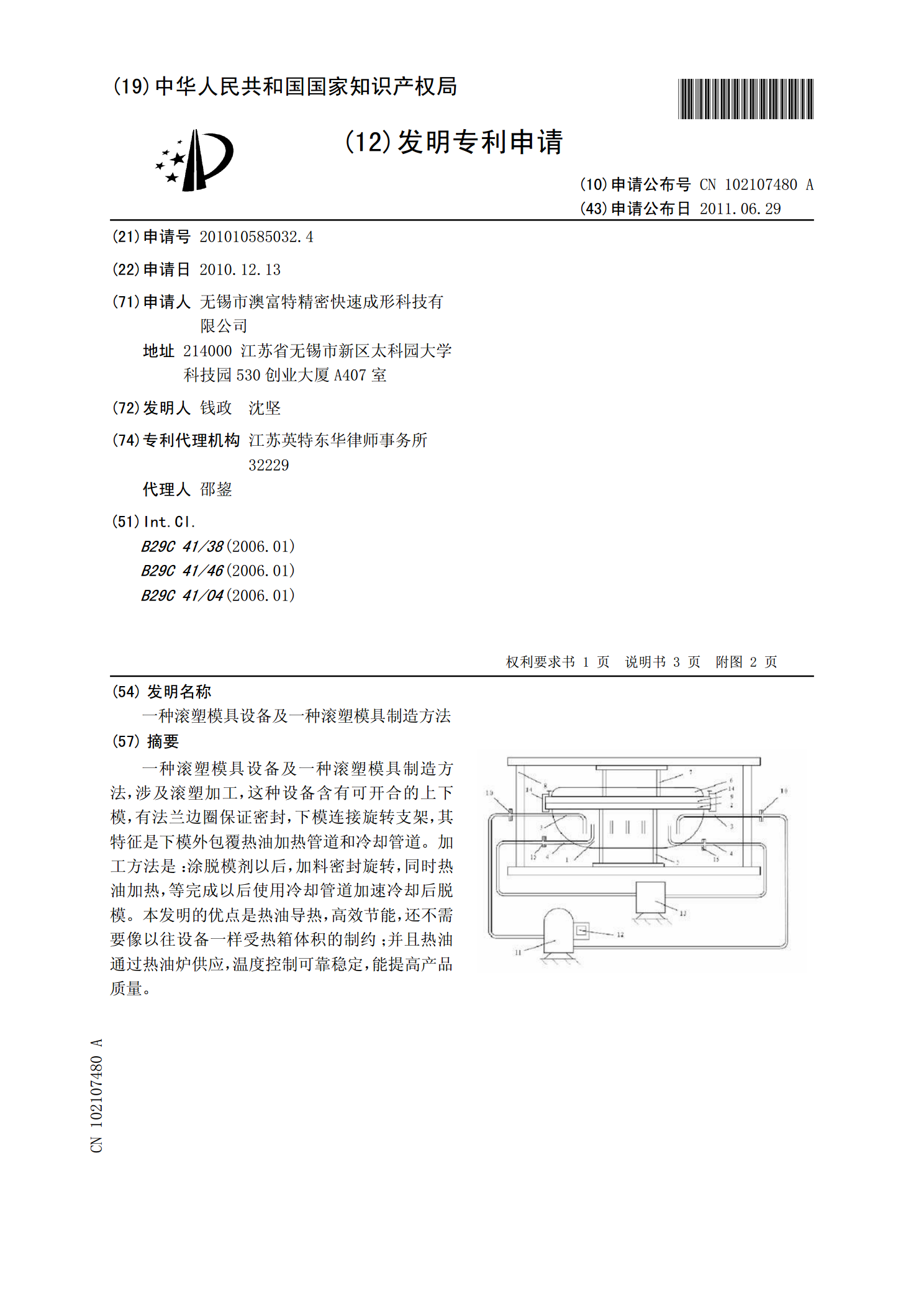
一种滚塑模具设备及一种滚塑模具制造方法,涉及滚塑加工,这种设备含有可开合的上下模,有法兰边圈保证密封,下模连接旋转支架,其特征是下模外包覆热油加热管道和冷却管道。加工方法是:涂脱模剂以后,加料密封旋转,同时热油加热,等完成以后使用冷却管道加速冷却后脱模。本发明的优点是热油导热,高效节能,还不需要像以往设备一样受热箱体积的制约;并且热油通过热油炉供应,温度控制可靠稳定,能提高产品质量。

一种移行滚床装置.pdf
本发明涉及工装输送设备领域,特别涉及一种移行滚床装置。该装置包括用于输送滑橇的滚床、移行台、轨道、移行电机、滑橇定位销,所述滚床连接在移行台上,所述轨道连接两个生产工位,所述移行台与轨道滑动连接,所述移行电机连接在移行台并驱动移动台在轨道上做水平直线运动,所述滑橇定位销连接在移动台上,所述滑橇定位销与滑橇上的定位孔配合连接。本发明采用接近开关和机械定位机构相结合的方法,实现滑橇在移行滚床上的精确定位;通过在移行滚床上设计滑橇定位销组件,保证移行滚床输送过程中的稳定性,降低安全隐患;通过调整垫片调整导向滚轮
一种多功能滚床.pdf
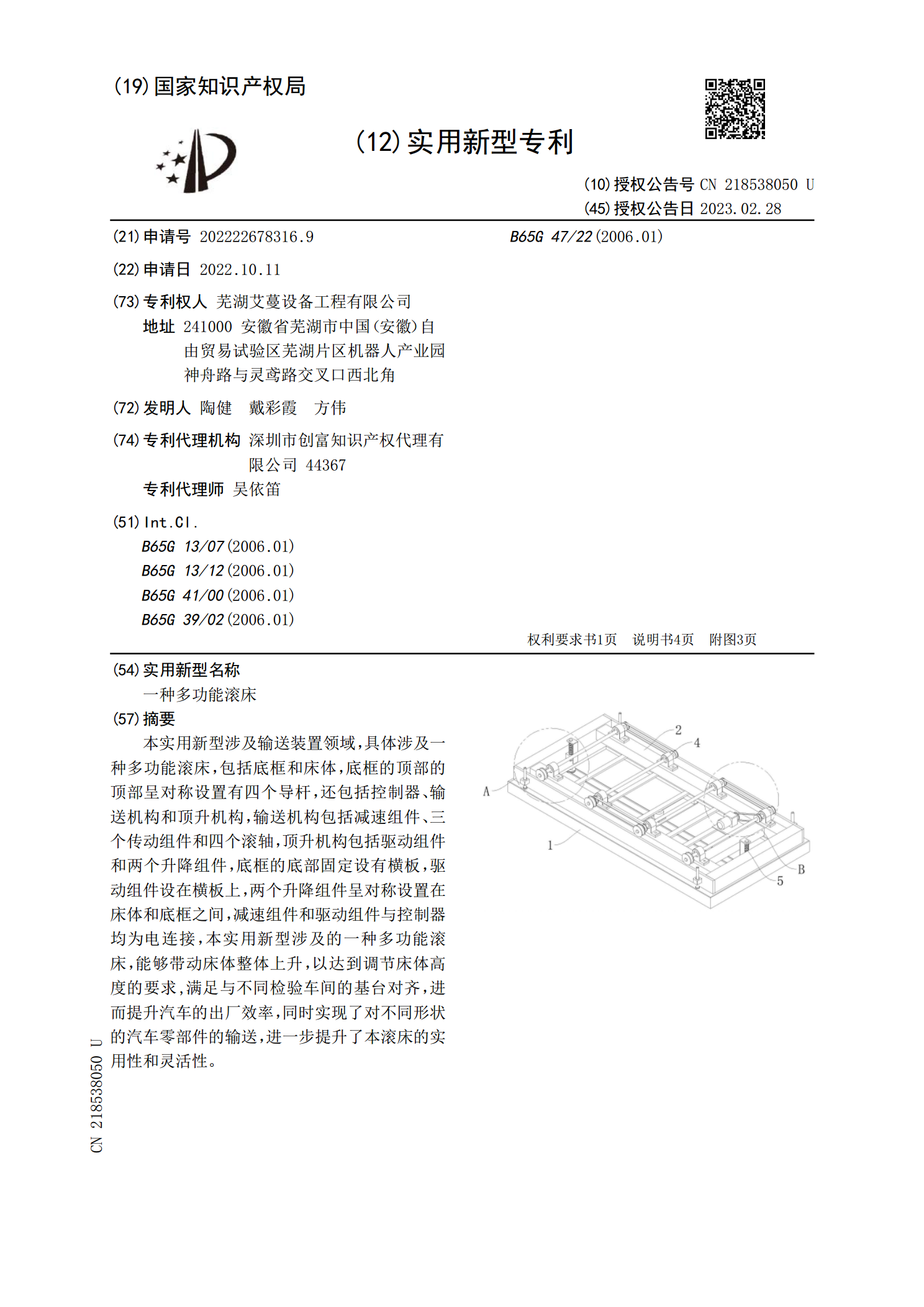
本实用新型涉及输送装置领域,具体涉及一种多功能滚床,包括底框和床体,底框的顶部的顶部呈对称设置有四个导杆,还包括控制器、输送机构和顶升机构,输送机构包括减速组件、三个传动组件和四个滚轴,顶升机构包括驱动组件和两个升降组件,底框的底部固定设有横板,驱动组件设在横板上,两个升降组件呈对称设置在床体和底框之间,减速组件和驱动组件与控制器均为电连接,本实用新型涉及的一种多功能滚床,能够带动床体整体上升,以达到调节床体高度的要求,满足与不同检验车间的基台对齐,进而提升汽车的出厂效率,同时实现了对不同形状的汽车零部件