
一种用于金属激光选区熔化成形工艺的扫描方法.pdf

一吃****天材

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于金属激光选区熔化成形工艺的扫描方法.pdf
本发明涉及一种用于金属激光选区熔化成形工艺的扫描方法。该方法大大降低了金属零件成型过程中热应力集中,翘曲变形,开裂等缺陷出现的机率,确保了最终零件的成形质量。该方法主要步骤是:1)轮廓偏置;2)内轮廓区域内构建若干个泰森多边形;3)扫描内轮廓区域;4)扫描窄边外轮廓区域;5)重复步骤1‑步骤4,直到N‑1层截面全部扫描完成;6)第N层截面的扫描。
一种用于激光选区熔化的激光扫描方法.pdf
本发明公开了一种用于激光选区熔化的激光扫描方法,包括:(1)获取工件的轮廓文件并识别,在轮廓文件区域内按照蜂窝状排列方式分区;(2)先对蜂窝状排列分区中一个六边形扫描填充,再以该六边形为中心依次按照同心圆的形式完成各环型区域的扫描填充,在各环型区域的扫描填充过程中,按照顺时针或逆时针方式依次完成各个六边形的扫描填充,且相邻各环型区域中的六边形依次填充顺序相反;(3)完成所有蜂窝状排列分区的扫描填充,最后完成轮廓文件区域的边框扫描。本发明通过蜂窝状排列方式分区,并通过环形方式依次填充,且相邻环型区域的六边形
选区激光熔化金属钽的成形工艺研究.pptx
汇报人:CONTENTSPARTONEPARTTWO金属钽的应用领域激光熔化技术的优势研究目的和意义PARTTHREE物理性质化学性质力学性能PARTFOUR激光功率对成形的影响扫描速度对成形的影响送粉速率对成形的影响气体保护对成形的影响PARTFIVE实验设备与材料准备材料:金属钽粉末、激光熔化设备、实验模具等实验步骤:a.准备实验模具,将金属钽粉末放入模具中b.启动激光熔化设备,调整激光功率和扫描速度c.观察熔化过程,记录熔化时间和温度d.冷却后取出样品,进行性能测试a.准备实验模具,将金属钽粉末放入
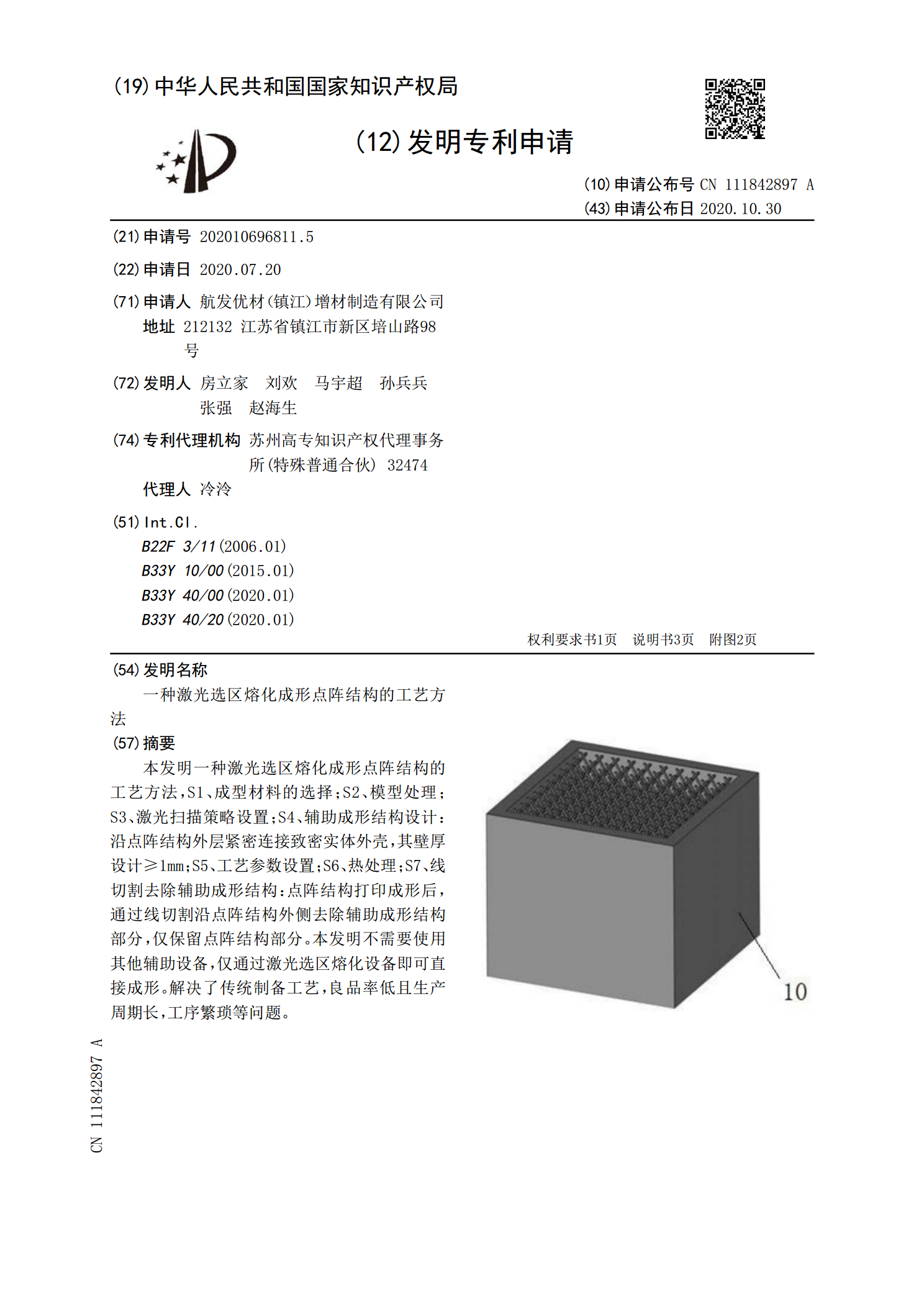
一种激光选区熔化成形点阵结构的工艺方法.pdf
本发明一种激光选区熔化成形点阵结构的工艺方法,S1、成型材料的选择;S2、模型处理;S3、激光扫描策略设置;S4、辅助成形结构设计:沿点阵结构外层紧密连接致密实体外壳,其壁厚设计≥1mm;S5、工艺参数设置;S6、热处理;S7、线切割去除辅助成形结构:点阵结构打印成形后,通过线切割沿点阵结构外侧去除辅助成形结构部分,仅保留点阵结构部分。本发明不需要使用其他辅助设备,仅通过激光选区熔化设备即可直接成形。解决了传统制备工艺,良品率低且生产周期长,工序繁琐等问题。
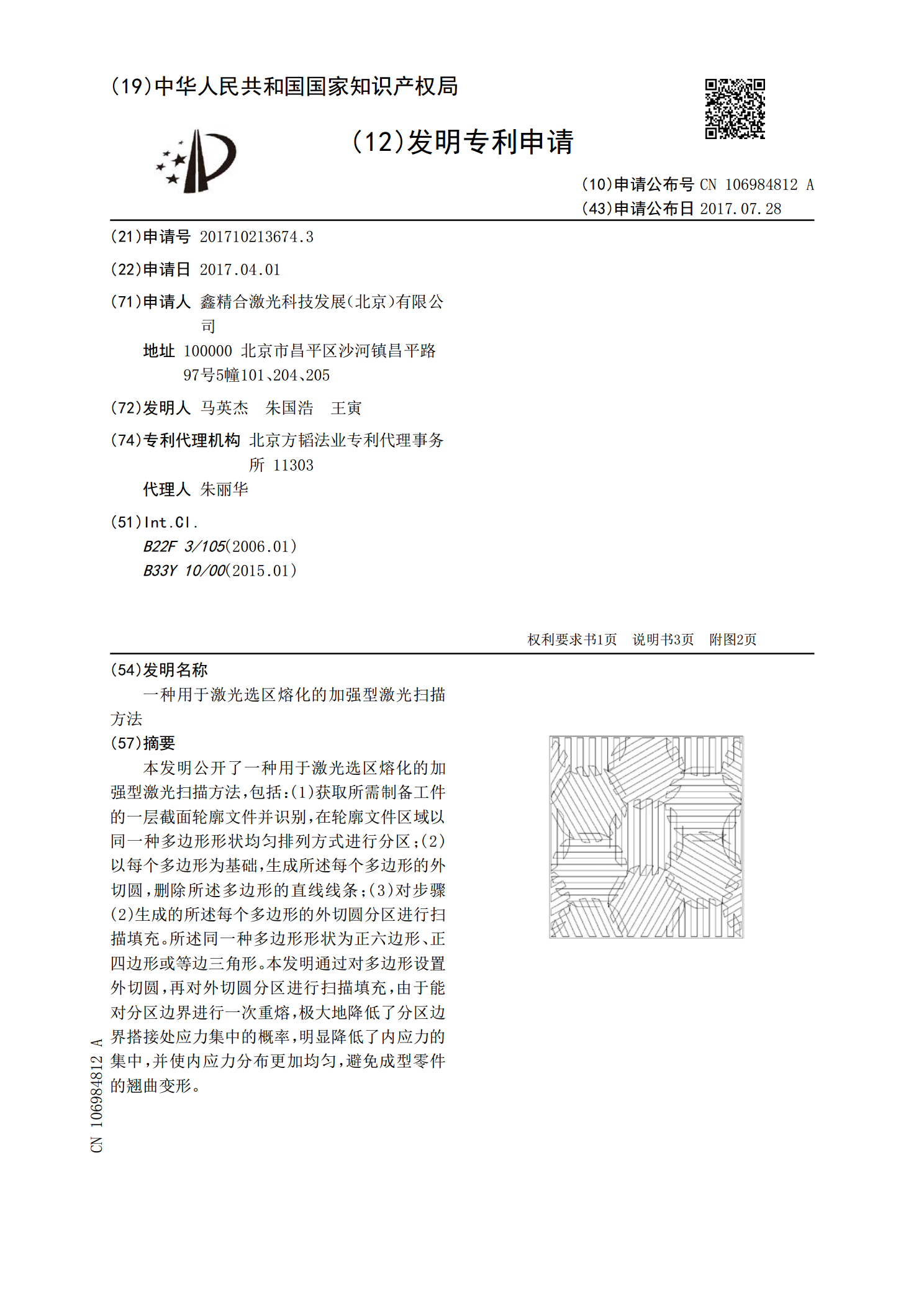
一种用于激光选区熔化的加强型激光扫描方法.pdf
本发明公开了一种用于激光选区熔化的加强型激光扫描方法,包括:(1)获取所需制备工件的一层截面轮廓文件并识别,在轮廓文件区域以同一种多边形形状均匀排列方式进行分区;(2)以每个多边形为基础,生成所述每个多边形的外切圆,删除所述多边形的直线线条;(3)对步骤(2)生成的所述每个多边形的外切圆分区进行扫描填充。所述同一种多边形形状为正六边形、正四边形或等边三角形。本发明通过对多边形设置外切圆,再对外切圆分区进行扫描填充,由于能对分区边界进行一次重熔,极大地降低了分区边界搭接处应力集中的概率,明显降低了内应力的集