
一种齿圈的加工工艺.pdf

努力****弘毅


1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿圈机加工工艺.pdf
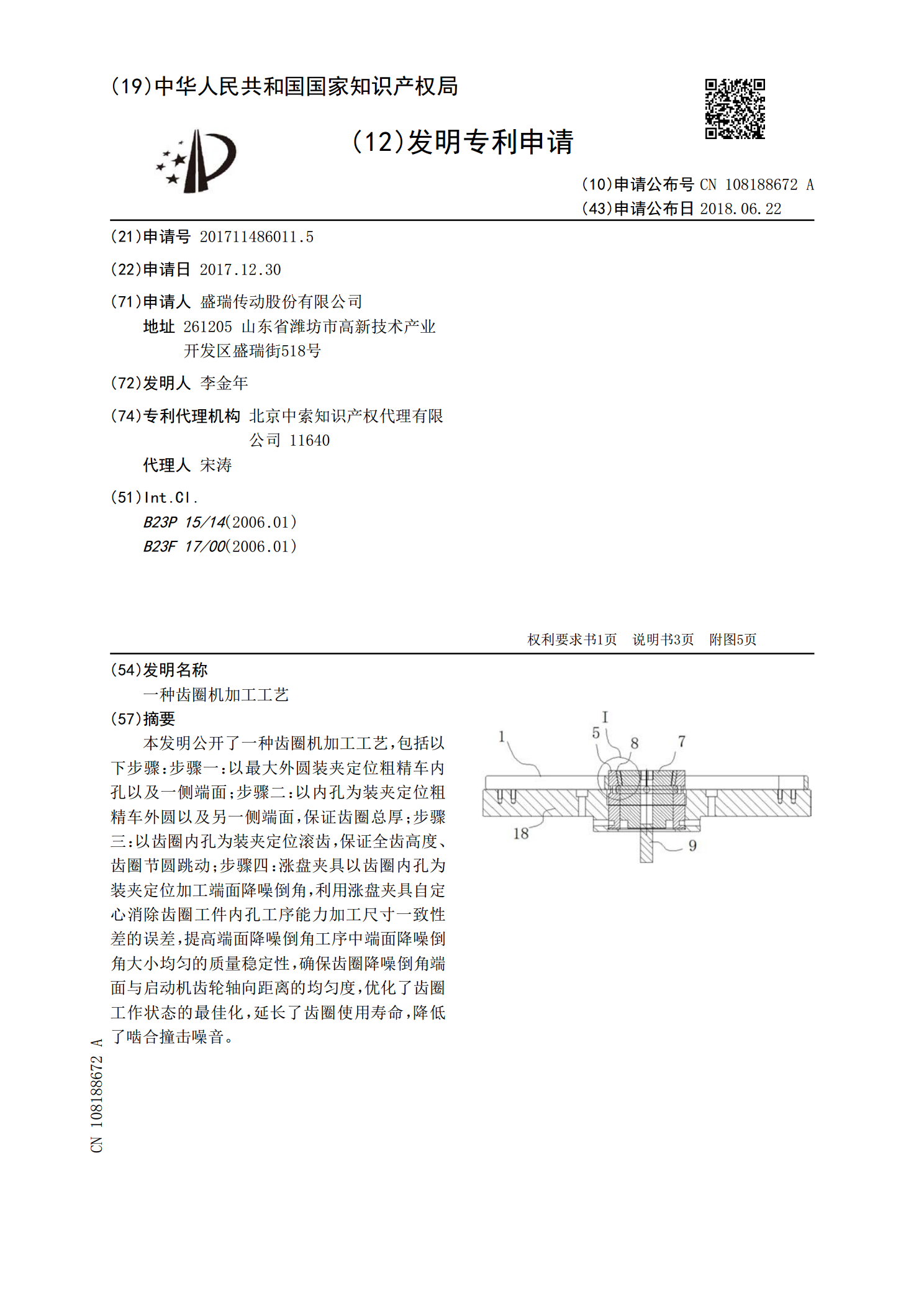
本发明公开了一种齿圈机加工工艺,包括以下步骤:步骤一:以最大外圆装夹定位粗精车内孔以及一侧端面;步骤二:以内孔为装夹定位粗精车外圆以及另一侧端面,保证齿圈总厚;步骤三:以齿圈内孔为装夹定位滚齿,保证全齿高度、齿圈节圆跳动;步骤四:涨盘夹具以齿圈内孔为装夹定位加工端面降噪倒角,利用涨盘夹具自定心消除齿圈工件内孔工序能力加工尺寸一致性差的误差,提高端面降噪倒角工序中端面降噪倒角大小均匀的质量稳定性,确保齿圈降噪倒角端面与启动机齿轮轴向距离的均匀度,优化了齿圈工作状态的最佳化,延长了齿圈使用寿命,降低了啮合撞击
一种齿圈的加工工艺.pdf
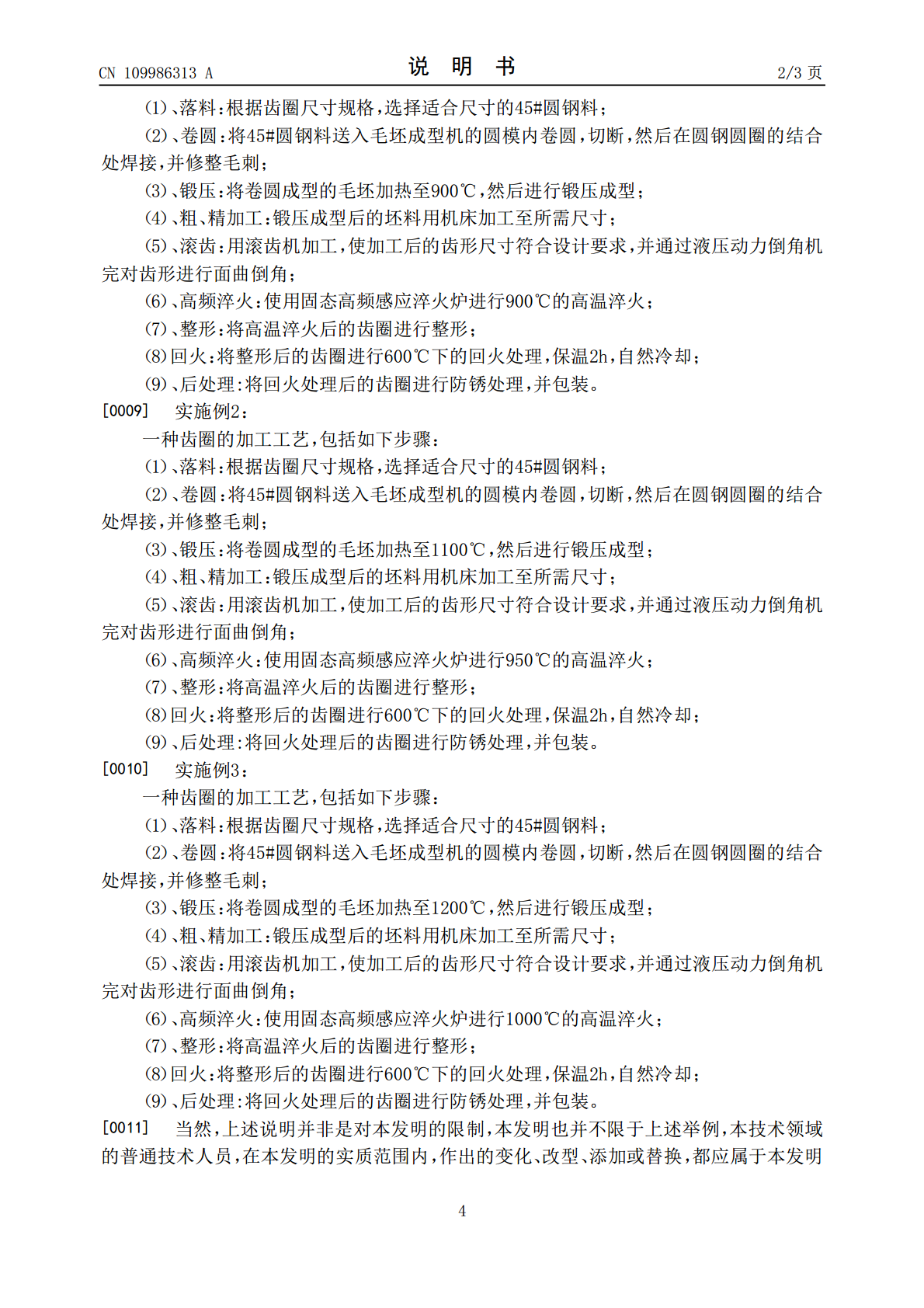
本发明公开了一种齿圈的加工工艺,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4
一种齿圈的加工工艺.pdf
本发明公开了一种齿圈的加工工艺,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4
一种齿圈的加工工艺.pdf
本发明公开了一种齿圈的加工工艺,包括如下步骤:(1)落料;(2)卷圆:将45#圆钢料送入毛坯成型机的圆模内卷圆,切断,然后在圆钢圆圈的结合处焊接,并修整毛刺;(3)锻压:将卷圆成型的毛坯加热至900℃~1200℃,然后进行锻压成型;(4)粗、精加工;(5)滚齿:用滚齿机加工,使加工后的齿形尺寸符合设计要求;(6)高频淬火:使用固态高频感应淬火炉进行900℃~1000℃的高温淬火;(7)整形;(8)回火:将整形后的齿圈进行600℃下的回火处理,保温2h,自然冷却;(9)后处理。相比传统的冷拔方式备料,采用4

一种内齿圈加工工艺.pdf
本发明公开的一种内齿圈加工工艺,该工艺方法为先用磨床加工出符合尺寸和精度要求的齿条,然后将齿条切割成单个轮齿;接下来在轮圈内表面涂上高强度金属胶,并将切割好的单个轮齿依次粘贴在轮圈上,直到形成一个齿圈;接下来再用对应齿形的齿轮低速跑合一次,跑合后在相邻轮齿缝隙处再涂上金属胶,然后再跑合一次,以实现轮齿的自定位;待金属胶完全固化后,再在每个轮齿上钉上定位销;这样一个内齿圈就制作完成了。采用该工艺制造的内齿圈在机械手关节上使用后,传动可靠,回转误差优于原有线切割工艺加工的,且噪声明显降低,运转平稳,使机械手整