
用于磨削钛合金的陶瓷结合剂CBN复合砂轮及制备方法.pdf

新槐****公主


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于磨削钛合金的陶瓷结合剂CBN复合砂轮及制备方法.pdf
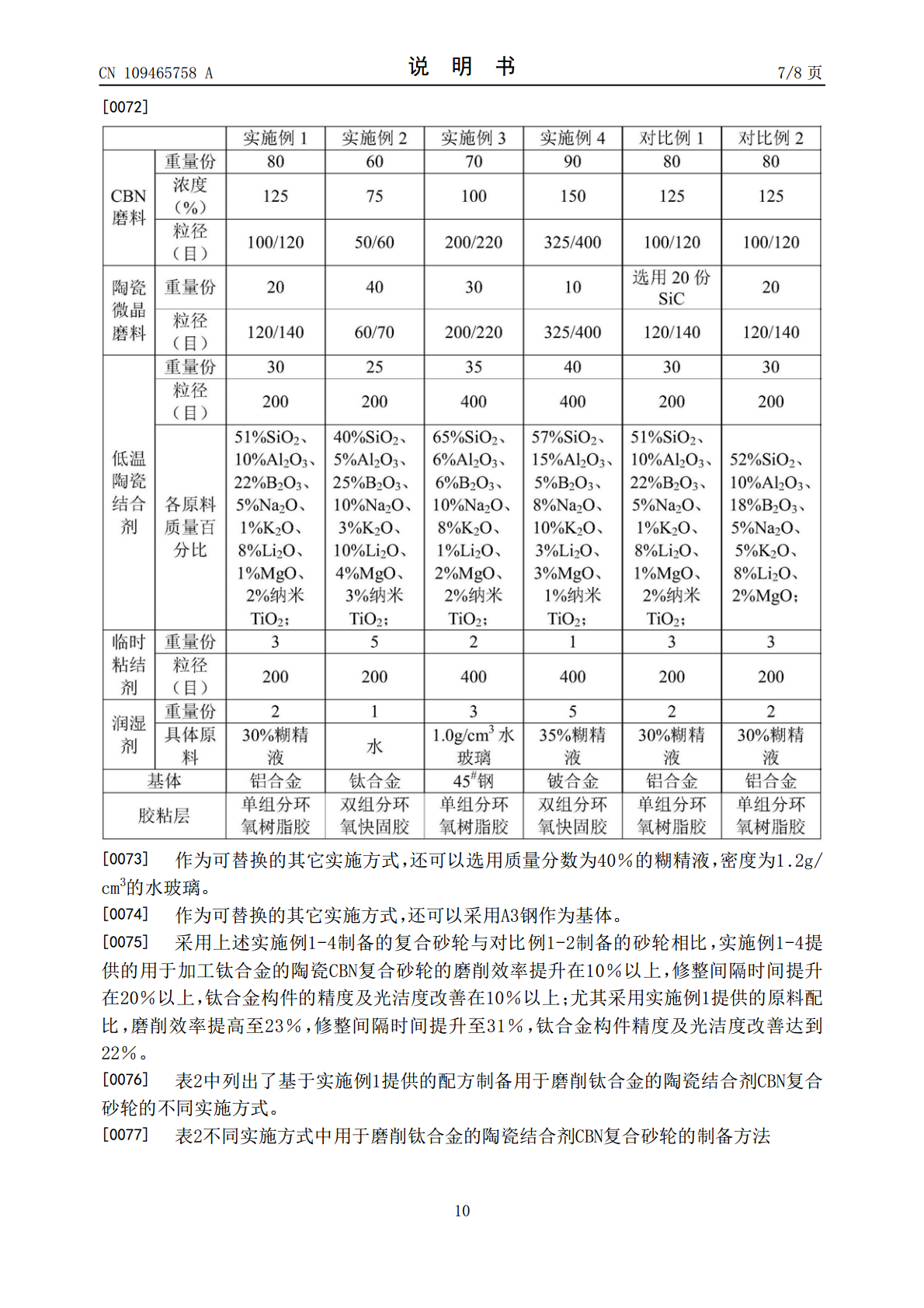
本发明属于磨削加工技术领域,具体涉及一种用于磨削钛合金的陶瓷结合剂CBN复合砂轮及制备方法。本发明提供的复合砂轮包括基体以及由胶粘层固定在基体上用于磨削钛合金的复合贴片。通过陶瓷微晶磨料与CBN磨料配合制备形成的复合砂轮,能够不断产生锋利的切削刃,提供较多容屑空间,改善散热效果,并保持稳定的磨削效果,减少修整量,提高生产效率;采用特定配比的低温陶瓷结合剂增强磨料的粘结和把持作用,自锐性更好,容屑空间更大,磨削工件表面光洁度进一步得到提高。基于全新的原料配方,本发明提供的制备方法通过低温陶瓷结合剂与CBN磨

陶瓷结合剂CBN砂轮磨损与磨削比的研究.docx
陶瓷结合剂CBN砂轮磨损与磨削比的研究引言:陶瓷结合剂CBN砂轮是一种新型的磨削工具,具有高磨削效率、低磨损率、长寿命等优点,被广泛应用于航空航天、汽车制造、船舶制造等领域。本论文旨在研究CBN砂轮的磨损情况及其与磨削比的关系,为制造业工作者提供参考。一、实验原理本次实验使用的CBN砂轮采用陶瓷结合剂材料,是一种高精度的磨具。实验过程中,利用砂轮对不同硬度的不锈钢进行磨削,并控制磨削过程中的磨削力、转速等参数,通过测量CBN砂轮的初始和磨损后的几何参数(直径、厚度等)及磨削材料的磨损量,来研究CBN砂轮的

陶瓷结合剂CBN砂轮磨削工艺的试验研究.docx
陶瓷结合剂CBN砂轮磨削工艺的试验研究一、引言陶瓷结合剂CBN砂轮是高科技、高附加值、高端制造业的核心产品之一。CBN砂轮作为一种磨削工具,在机械加工、航空航天、汽车工业等领域有着广泛的应用。目前,CBN砂轮的生产工艺已日渐成熟,砂轮切削力、磨削温度等方面的研究也层出不穷。本文旨在探究陶瓷结合剂CBN砂轮磨削工艺的试验研究,为高效制造提供一定的理论支持和技术参考。二、陶瓷结合剂CBN砂轮的组成和制备陶瓷结合剂CBN砂轮主要由CBN磨料、陶瓷结合剂和其他添加剂组成。其中,CBN磨料的质量直接影响着砂轮的磨削

用于内燃机车气阀高速磨削的CBN陶瓷高速砂轮制备方法.pdf
本发明公开一种用于内燃机车气阀高速磨削的CBN陶瓷高速砂轮制备方法,预熔陶瓷粉配比按重量比为Al2O3?25-33、SiO2?40-48、Na2O?3-4、MgO?1-1.5、K2O?4-5、B2O3?8-9,结合剂为1份纳米级二氧化钛及9份预熔陶瓷粉经预定温度曲线烧结而成。陶瓷结合剂烧成温度为730℃,但抗折强度能达到110MPa,此温度下CBN强度基本不损失,切棱角分明,大大提高了CBN砂轮切削性能。
一种陶瓷结合剂CBN砂轮的复合修整方法.pdf
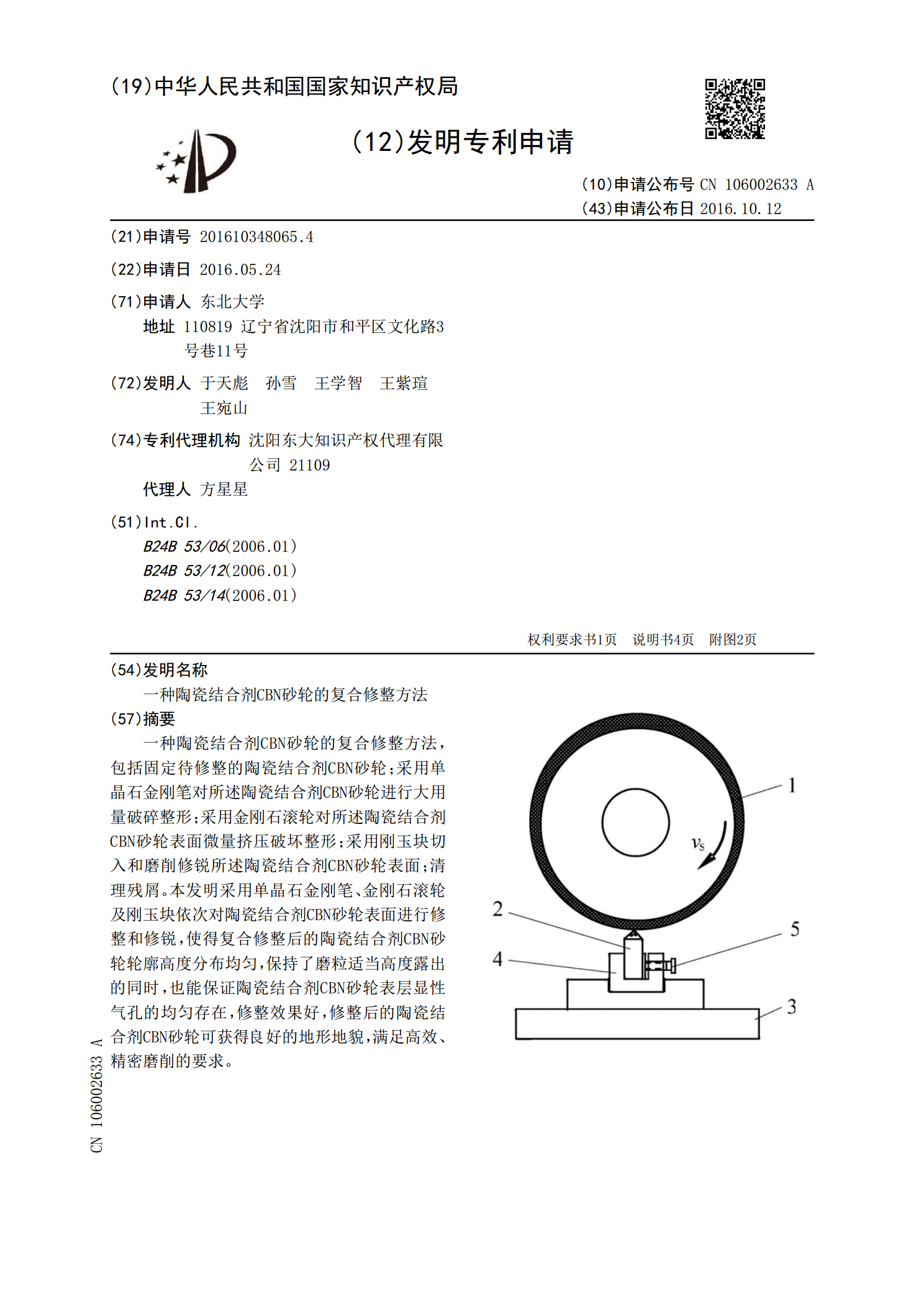
一种陶瓷结合剂CBN砂轮的复合修整方法,包括固定待修整的陶瓷结合剂CBN砂轮;采用单晶石金刚笔对所述陶瓷结合剂CBN砂轮进行大用量破碎整形;采用金刚石滚轮对所述陶瓷结合剂CBN砂轮表面微量挤压破坏整形;采用刚玉块切入和磨削修锐所述陶瓷结合剂CBN砂轮表面;清理残屑。本发明采用单晶石金刚笔、金刚石滚轮及刚玉块依次对陶瓷结合剂CBN砂轮表面进行修整和修锐,使得复合修整后的陶瓷结合剂CBN砂轮轮廓高度分布均匀,保持了磨粒适当高度露出的同时,也能保证陶瓷结合剂CBN砂轮表层显性气孔的均匀存在,修整效果好,修整后的