
一种展成法摆线齿锥齿轮的磨齿方法.pdf

宛菡****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种展成法摆线齿锥齿轮的磨齿方法.pdf
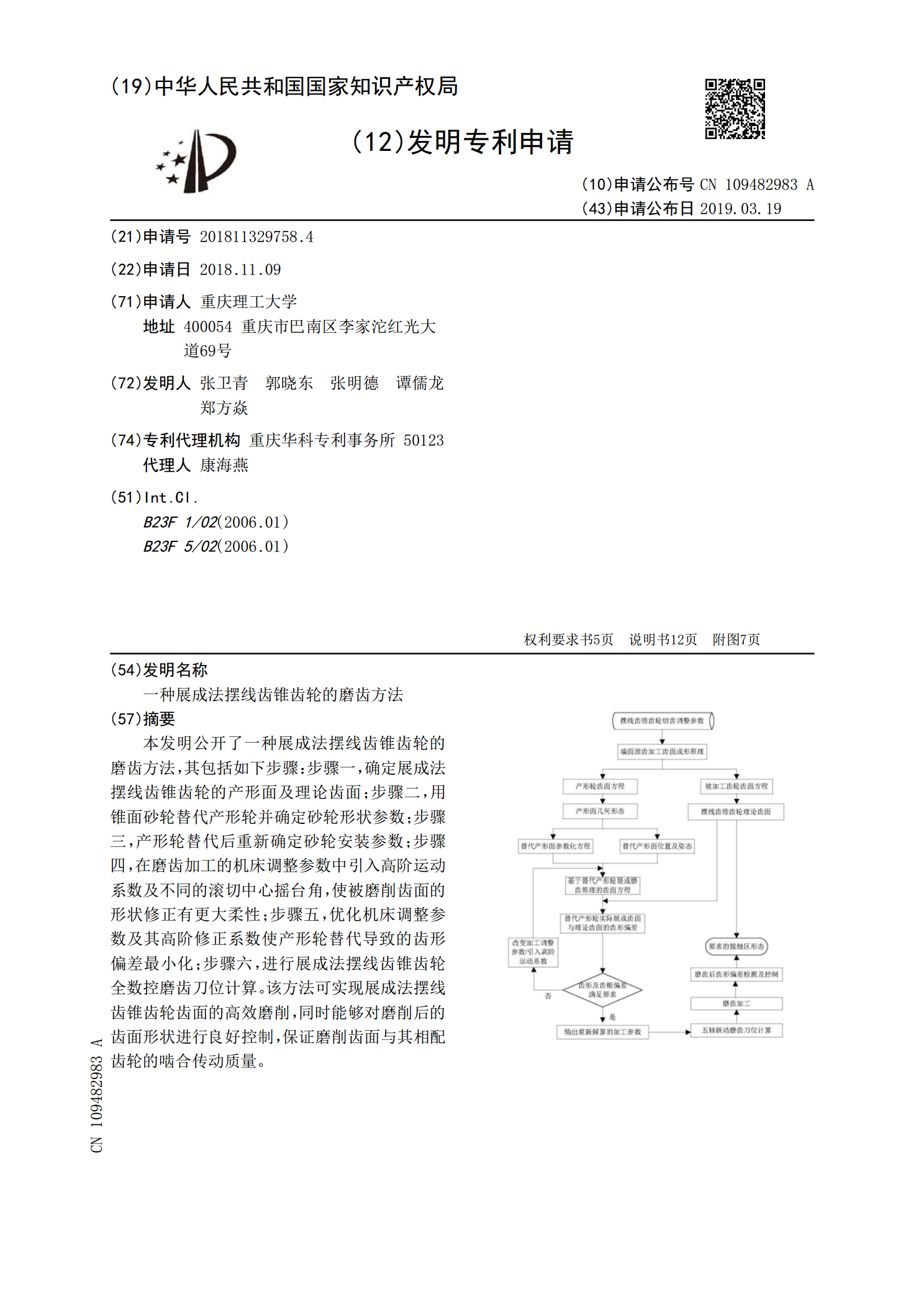
本发明公开了一种展成法摆线齿锥齿轮的磨齿方法,其包括如下步骤:步骤一,确定展成法摆线齿锥齿轮的产形面及理论齿面;步骤二,用锥面砂轮替代产形轮并确定砂轮形状参数;步骤三,产形轮替代后重新确定砂轮安装参数;步骤四,在磨齿加工的机床调整参数中引入高阶运动系数及不同的滚切中心摇台角,使被磨削齿面的形状修正有更大柔性;步骤五,优化机床调整参数及其高阶修正系数使产形轮替代导致的齿形偏差最小化;步骤六,进行展成法摆线齿锥齿轮全数控磨齿刀位计算。该方法可实现展成法摆线齿锥齿轮齿面的高效磨削,同时能够对磨削后的齿面形状进行
一种成型法摆线齿锥齿轮的磨齿方法.pdf
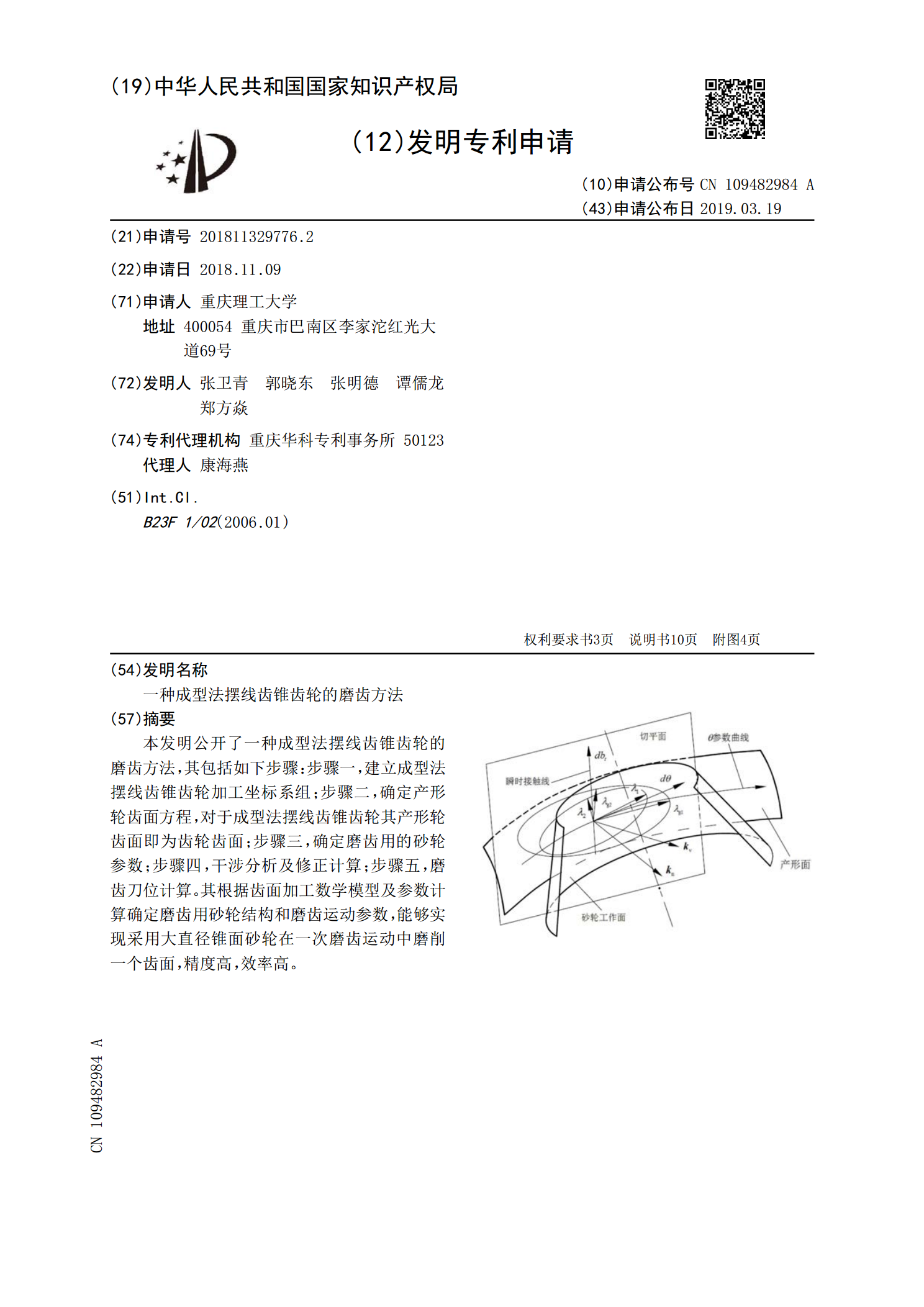
本发明公开了一种成型法摆线齿锥齿轮的磨齿方法,其包括如下步骤:步骤一,建立成型法摆线齿锥齿轮加工坐标系组;步骤二,确定产形轮齿面方程,对于成型法摆线齿锥齿轮其产形轮齿面即为齿轮齿面;步骤三,确定磨齿用的砂轮参数;步骤四,干涉分析及修正计算;步骤五,磨齿刀位计算。其根据齿面加工数学模型及参数计算确定磨齿用砂轮结构和磨齿运动参数,能够实现采用大直径锥面砂轮在一次磨齿运动中磨削一个齿面,精度高,效率高。

一种摆线齿锥齿轮加工方法.pdf
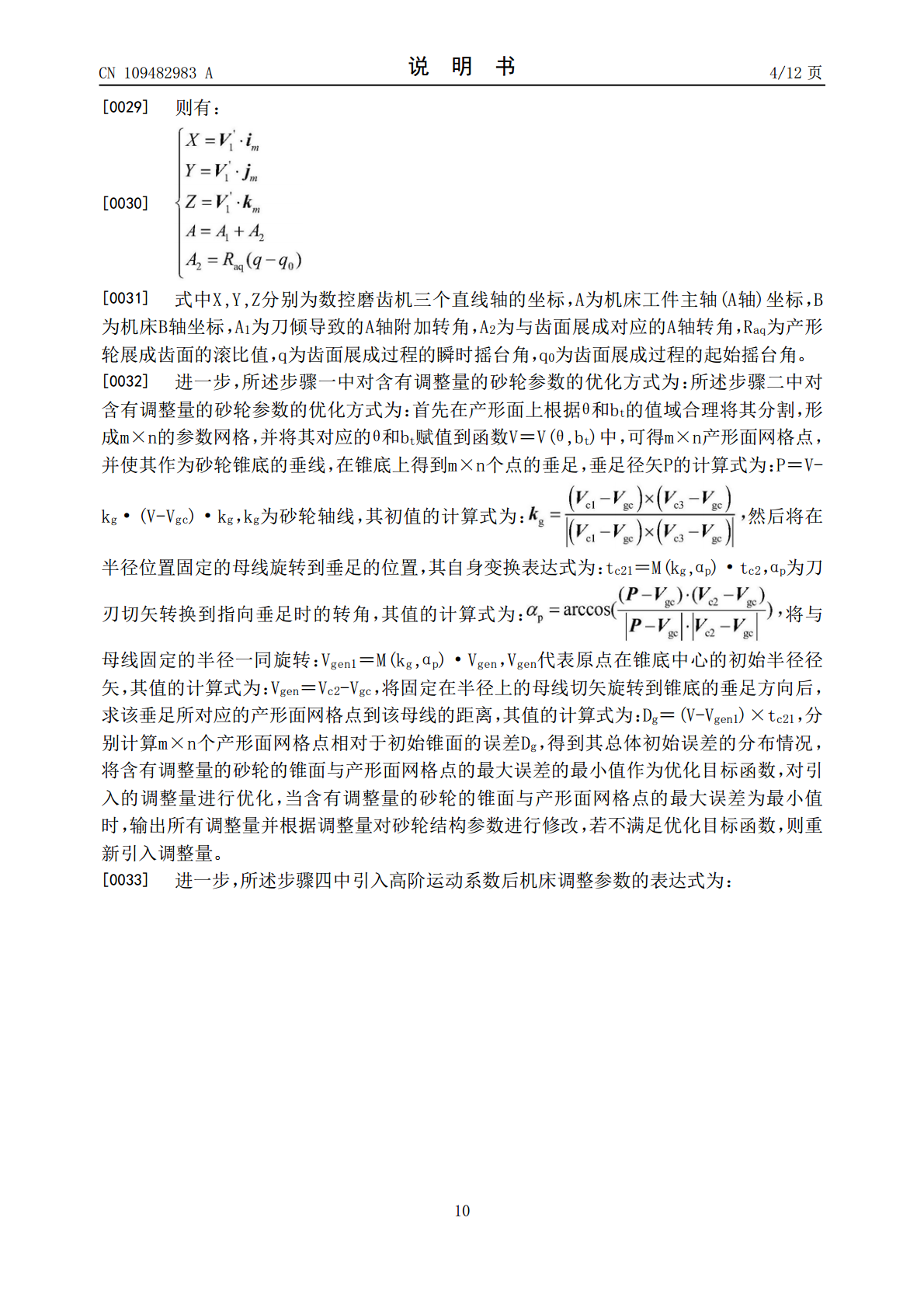
本发明公开了一种摆线齿锥齿轮加工方法,包括:(1)确定产形轮基本参数;(2)确定形成产形轮齿面的运动;(3)确定产形轮展成齿轮的运动;(4)对产形轮展成齿轮的运动进行修正;(5)完成对被加工齿轮的展成。本发明相对于Klingelnberg方法,刀盘结构大为简化,不需十字滑块机构,刚性提高;相对于Oerlikon方法,不需刀倾机构,机床结构大为简化,刚性提高;可以在无刀倾摇盘类锥齿轮铣齿机上加工摆线齿锥齿轮和准双曲面齿轮;齿面修正不引起机床和刀具的附加调整;可以实现齿面接触斑点的位置、大小和形状的二阶预控;
一种摆线齿锥齿轮及准双曲面齿轮的齿面加工方法.pdf
本发明公开了一种摆线齿锥齿轮及准双曲面齿轮的齿面加工方法,先根据摆线齿锥齿轮及准双曲面齿轮的齿面接触区、齿厚设计要求以及齿轮刀具参数计算得到两侧齿面加工的机床调整参数,之后利用数控加工机床对齿面进行加工,最后检验齿面加工结果并根据检验结果调整所述机床调整参数。本发明使用一台全数控螺旋锥齿轮加工机床和一盘齿轮刀具,一次装夹,采用计算分析得到的两套机床调整参数分别加工摆线齿锥齿轮及准双曲面齿轮的两侧齿面,由于两侧齿面齿形和齿厚分别由一套机床调整参数控制,因此可以独立调整控制,齿面加工调整灵活。本工艺方法既可用

展成法加工的弧齿锥齿轮仿切几何建模方法(英文).docx
展成法加工的弧齿锥齿轮仿切几何建模方法(英文)GeometricModelingMethodofArcToothBevelGearsforGeneratingGearHobbingAbstract:Thearctoothbevelgeariswidelyusedinvariousmechanicaldevices,andithasuniqueadvantagesintermsofnoisereductionandefficiencyimprovementcomparedwithtraditionalstr