
一种用于多点辊压成形的内凸轮辊压盘机构.pdf

书生****萌哒

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于多点辊压成形的内凸轮辊压盘机构.pdf
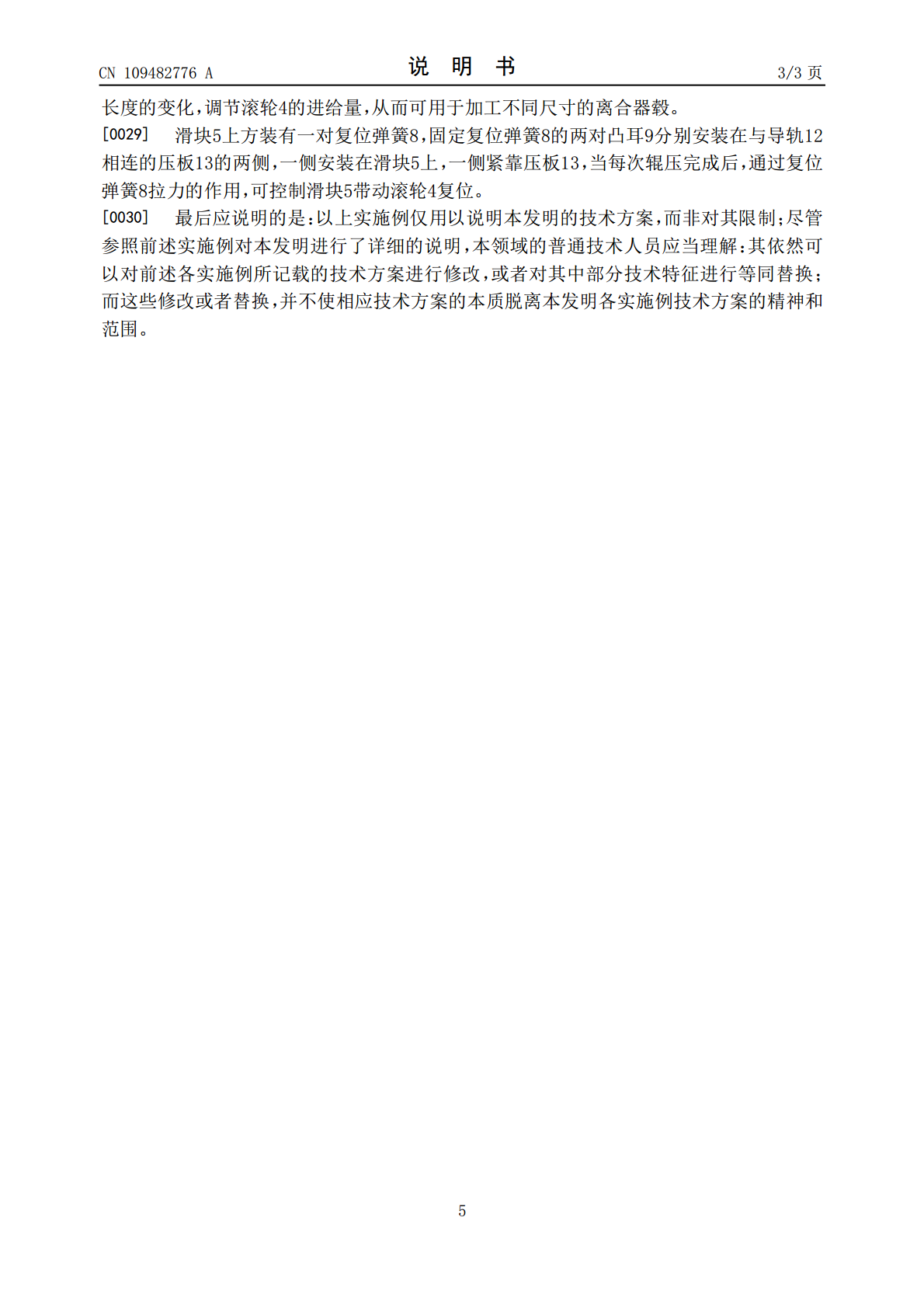
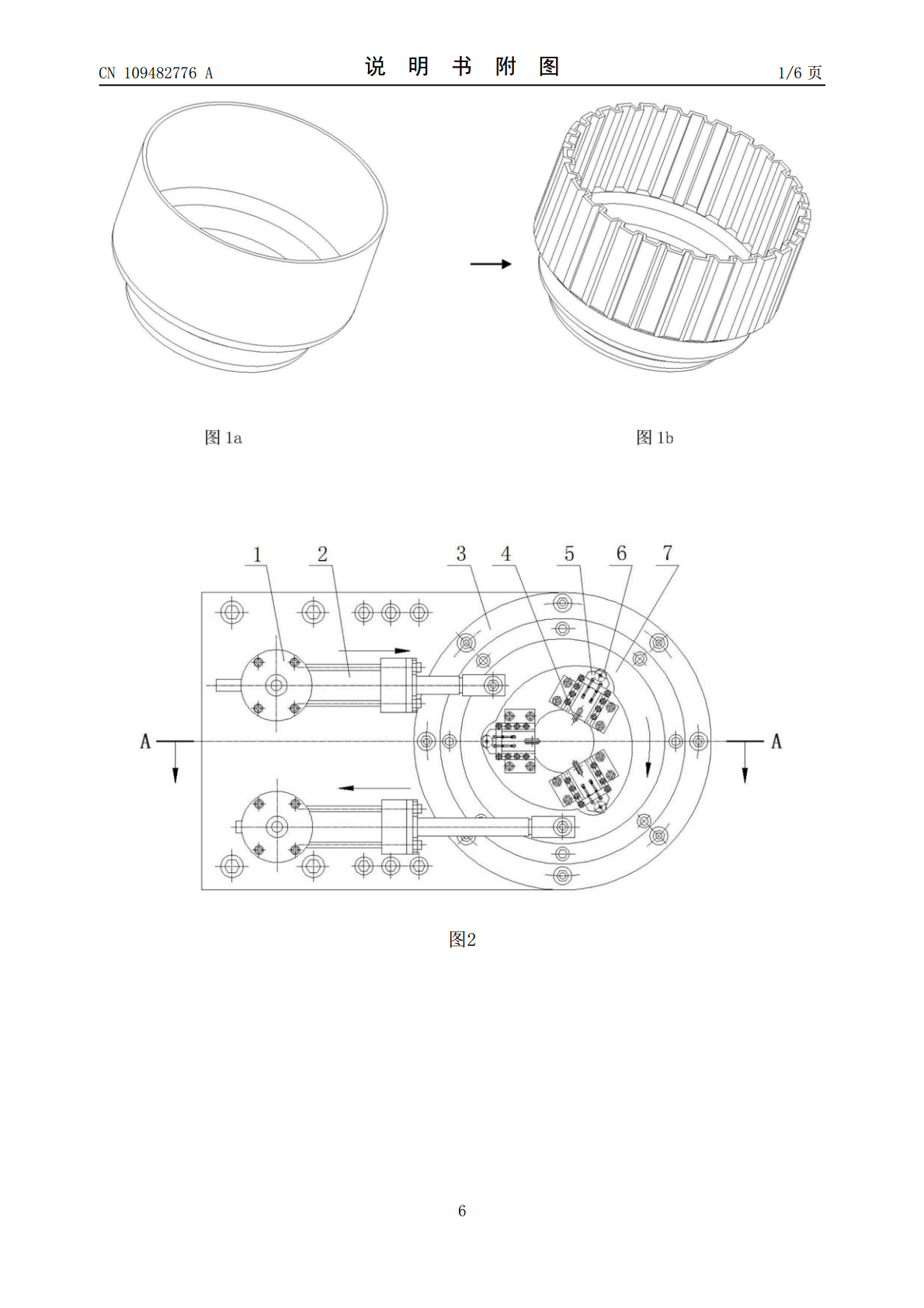
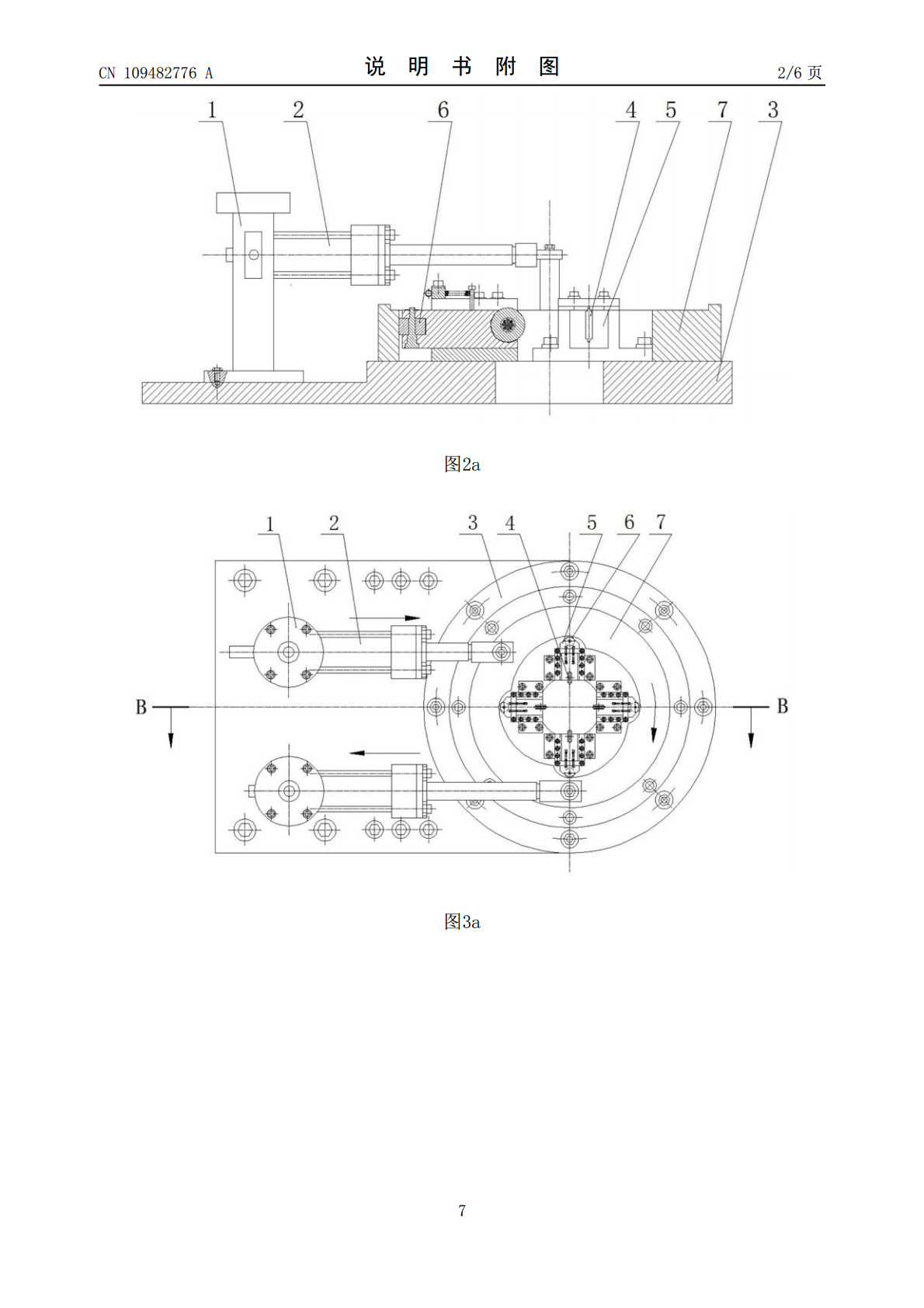
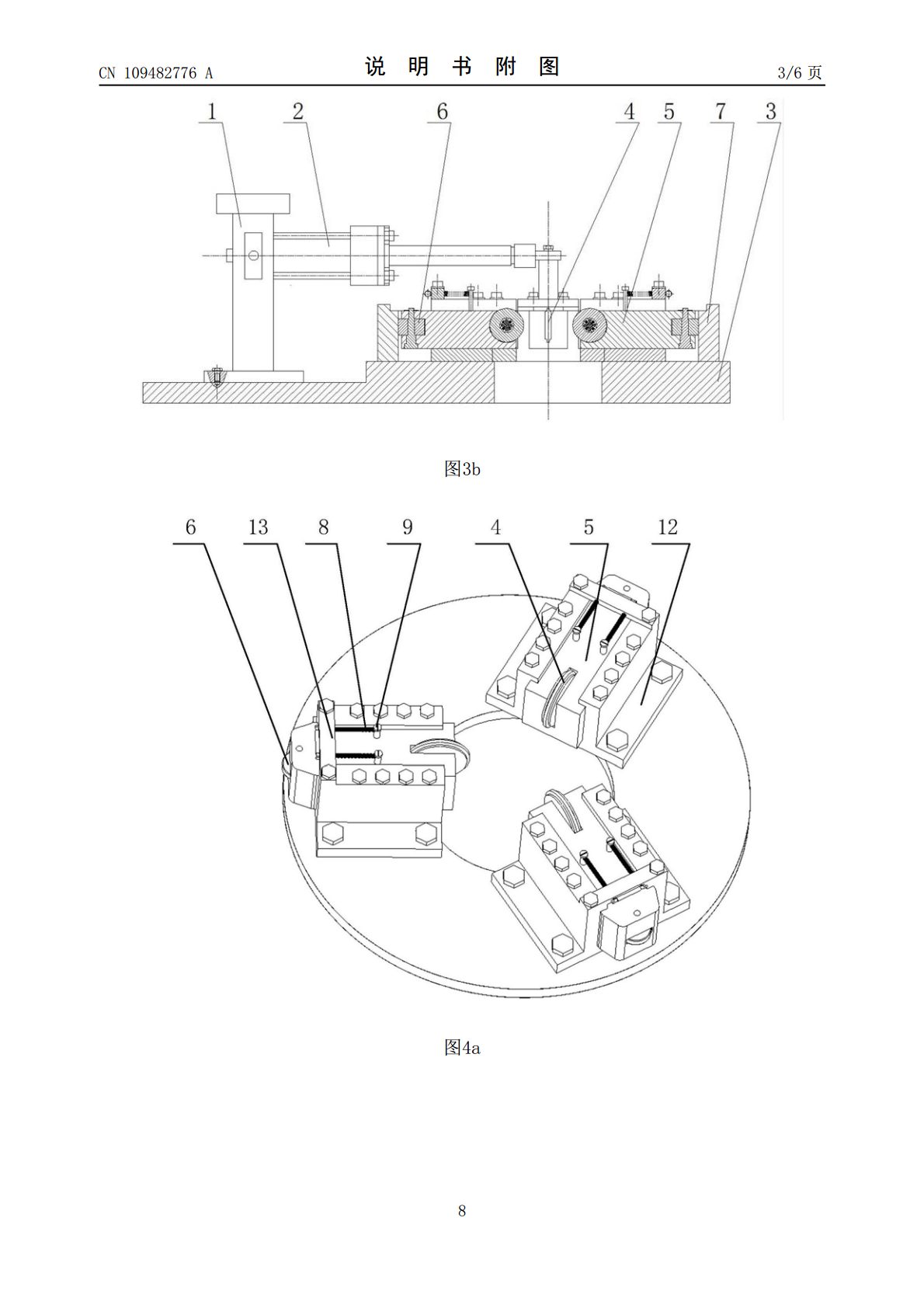
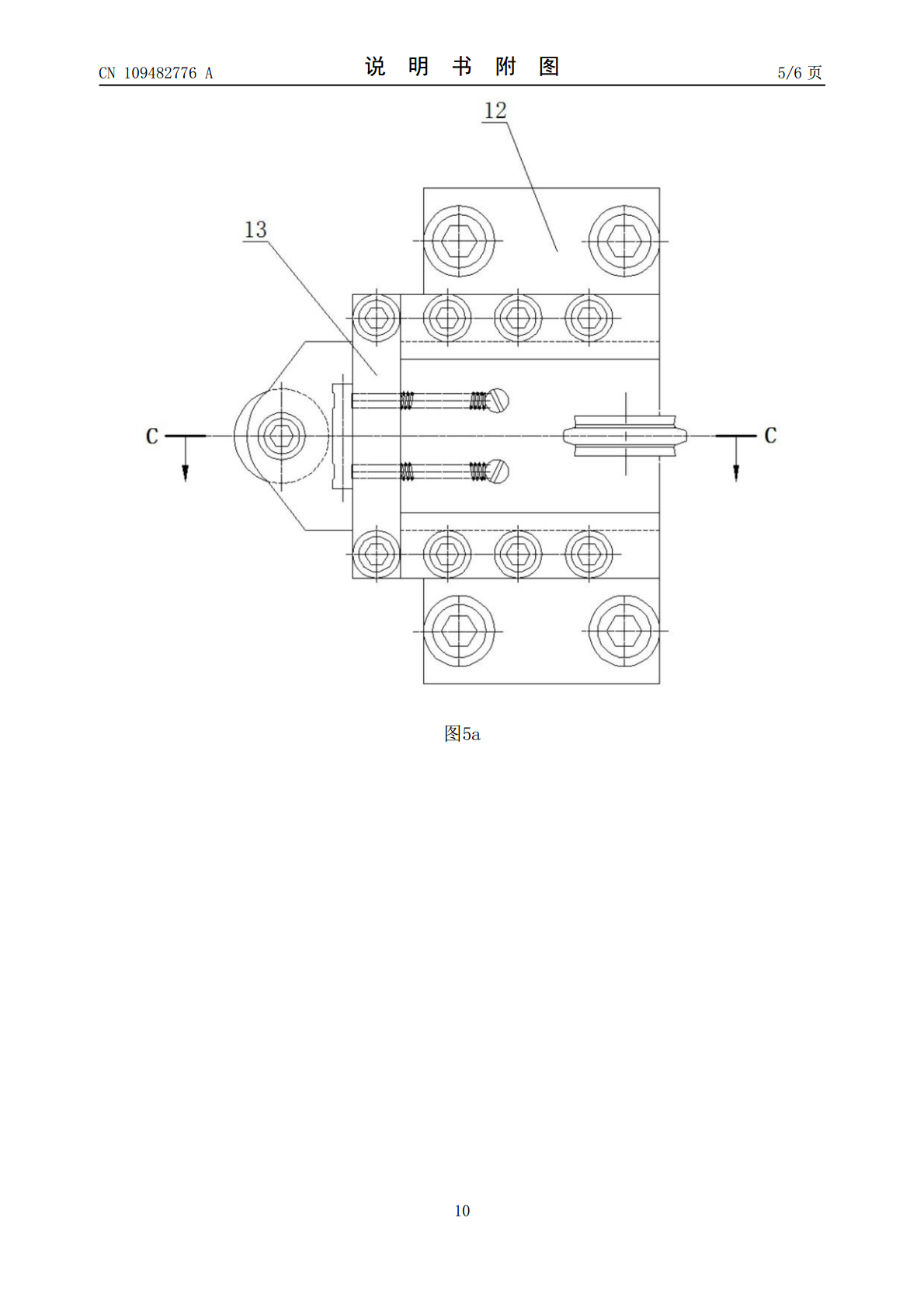
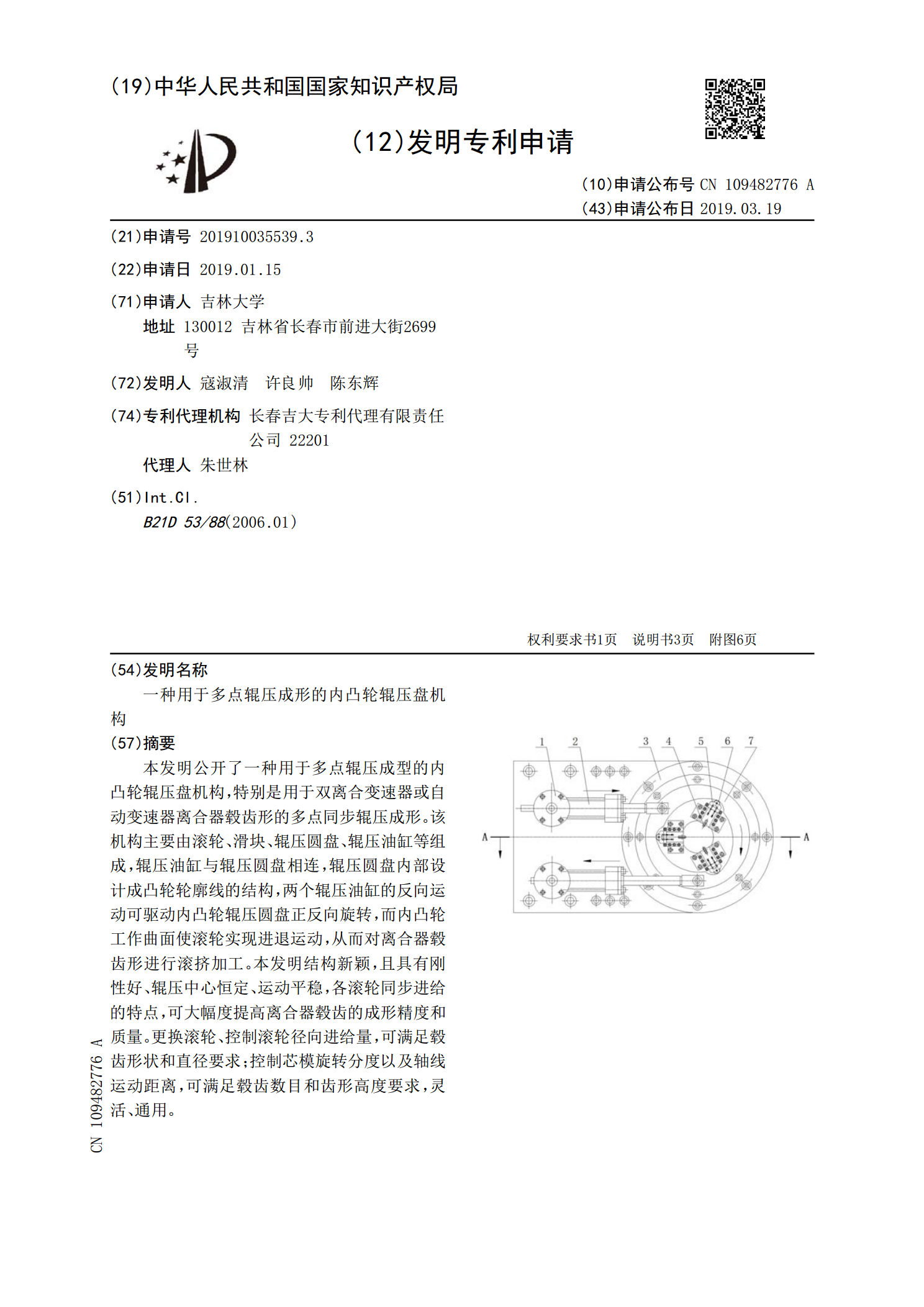
本发明公开了一种用于多点辊压成型的内凸轮辊压盘机构,特别是用于双离合变速器或自动变速器离合器毂齿形的多点同步辊压成形。该机构主要由滚轮、滑块、辊压圆盘、辊压油缸等组成,辊压油缸与辊压圆盘相连,辊压圆盘内部设计成凸轮轮廓线的结构,两个辊压油缸的反向运动可驱动内凸轮辊压圆盘正反向旋转,而内凸轮工作曲面使滚轮实现进退运动,从而对离合器毂齿形进行滚挤加工。本发明结构新颖,且具有刚性好、辊压中心恒定、运动平稳,各滚轮同步进给的特点,可大幅度提高离合器毂齿的成形精度和质量。更换滚轮、控制滚轮径向进给量,可满足毂齿形状

一种凸轮摇臂式压辊调整机构.pdf
本发明公开了一种凸轮摇臂式压辊调整机构,属于轧钢设备领域。它包括压辊安装板和垫板,所述压辊安装板的中部设有矩形出料孔,所述矩形出料孔的上端固定有直齿条;所述矩形出料孔的两侧固定有压辊调节机构;所述垫板的上端设有摇臂凸轮机构;所述摇臂凸轮机构包括凸轮、转轴和摇臂,所述凸轮的下端的轮齿与直齿条相啮合;所述压辊调节机构包括压辊安装座和导轨座,所述导轨座为的一侧面开有燕尾槽;所述压辊安装座包括压辊支架、底座和引导块;所述底座为倾倒的“J”型结构,所述引导块固定于底座下端的弯曲部分的端面上。本发明结构设计合理、易于
用于去毛刺机构的压辊装置.pdf
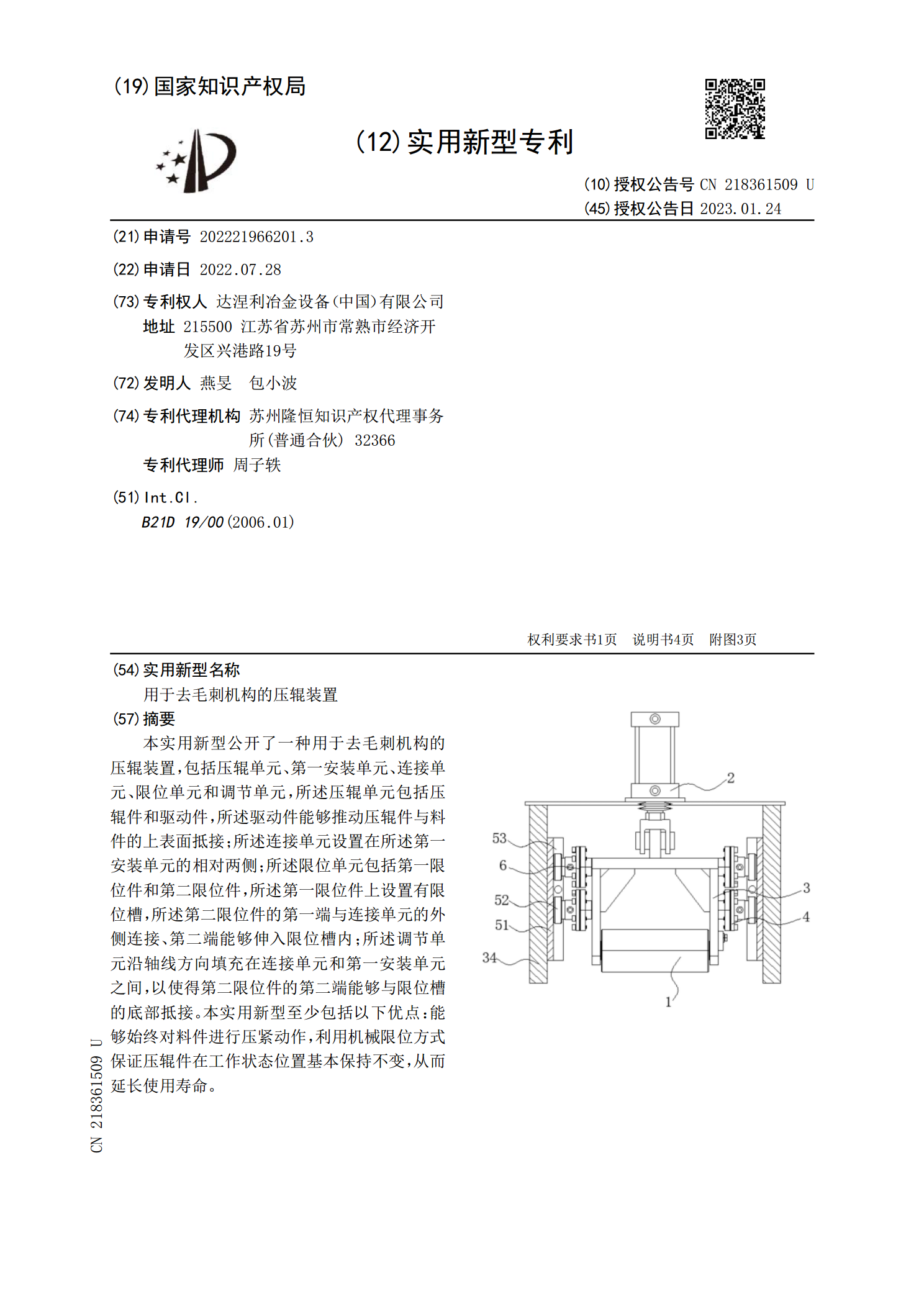
本实用新型公开了一种用于去毛刺机构的压辊装置,包括压辊单元、第一安装单元、连接单元、限位单元和调节单元,所述压辊单元包括压辊件和驱动件,所述驱动件能够推动压辊件与料件的上表面抵接;所述连接单元设置在所述第一安装单元的相对两侧;所述限位单元包括第一限位件和第二限位件,所述第一限位件上设置有限位槽,所述第二限位件的第一端与连接单元的外侧连接、第二端能够伸入限位槽内;所述调节单元沿轴线方向填充在连接单元和第一安装单元之间,以使得第二限位件的第二端能够与限位槽的底部抵接。本实用新型至少包括以下优点:能够始终对料件

用于辊压环的径向-轴向环辊压装置.pdf
本发明涉及一种用于辊压环的径向‑轴向环辊压装置,所述径向‑轴向环辊压装置具有轴向辊压装置(11)和径向辊压装置(12)。所述径向辊压装置(12)包括主辊(14)和辊芯轴(15),环能够在所述主辊和辊芯轴之间变形。所述辊芯轴(15)在其上部的区域中固持在芯轴轴承头(16)上,所述轴承头在第一线性调节装置(17)中能水平调节地支承,使得辊芯轴(15)能够垂直于所述辊芯轴的纵向延伸地、沿朝向主辊(14)的方向以及与之相反地移动。在此规定,所述第一线性调节装置(17)能够与芯轴轴承头(16)和辊芯轴(15)共同作

辊压扭绞机构.pdf
本发明涉及制钉机械装置领域内的辊压扭绞机构,包括支撑座,支撑座上沿同一轴线设置有多个固定辊,所述相邻两固定辊之间的上方设有活动辊,活动辊安装在滑块上,所述滑块设置在导轨内,所述滑块上端设有设有连杆,连杆上端与支撑座固定连接,滑块上端面和支撑座之间设有弹簧;所述弹簧套装在连杆上;所述固定辊和活动辊的前方设有牵引辊对,牵引辊对前方设有夹持辊对,夹持辊对设置在固定板上,固定板设置在转轴上,转轴一端经轴承支承在支撑座上,转轴另一端设有从动齿轮,所述从动齿轮与一主动齿轮相啮合安装,转轴中心设有可容工件穿过的孔。该装