
超长工件铣花键工装及其使用加工方法.pdf

小云****66

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超长工件铣花键工装及其使用加工方法.pdf
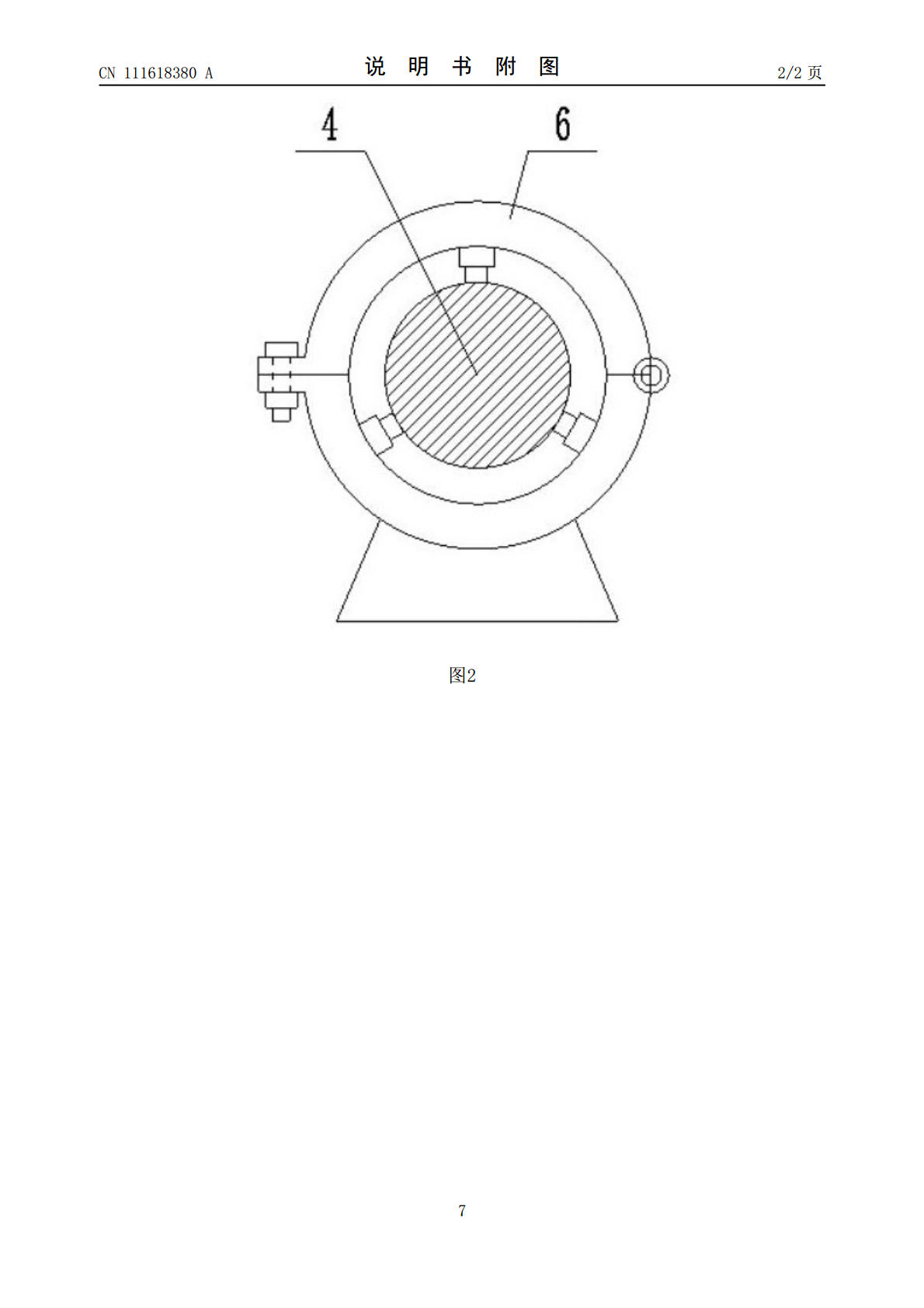
本发明属于机械加工的技术领域;提供一种超长工件铣花键工装及其使用加工方法,解决了超长轴的铣削花键难题,使其可在普通铣削车床完成,使用方便,改造成本低,加工质量稳定有保证;采用的技术方案为:铣床平台首端安装有三爪卡盘机构,夹装辅助件为圆柱体结构,夹装辅助件的一个端面上设有圆槽,夹装辅助件的另一个端面上设有多个沉头孔且沉头孔与圆槽之间通过螺纹孔联通,待加工超长轴的加工端加工时预留了轴预留段,夹装辅助件通过多个沉头螺栓套装固定在待加工超长轴的轴预留段上,夹装辅助件夹装固定在三抓卡盘机构上,待加工超长轴的轴体通过

工件加工装置及其方法.pdf
本发明涉及一种工件(2)的加工装置(1、50、100),尤其是木头、塑料或者类似材料制成的工件的加工装置,具有一个可沿纵向(7)移动的第一工件台(3)和一个可沿纵向(7)移动的第二工件台(4),对此,两个工件台(3、4)在垂直于纵向(7)的方向上相互间隔一定距离进行安排,两个工件台(3、4)中的任何一个均具有用于夹紧工件(2)的夹紧元件(9、10),该夹紧元件(9、10)在设计时应使得,在一个夹紧元件上具有两个沿纵向(7)相对的用于夹紧工件(2)的夹紧位置(11、12、13、14),以便在两个夹紧位置(1
一种加工超长内花键套的工装.pdf
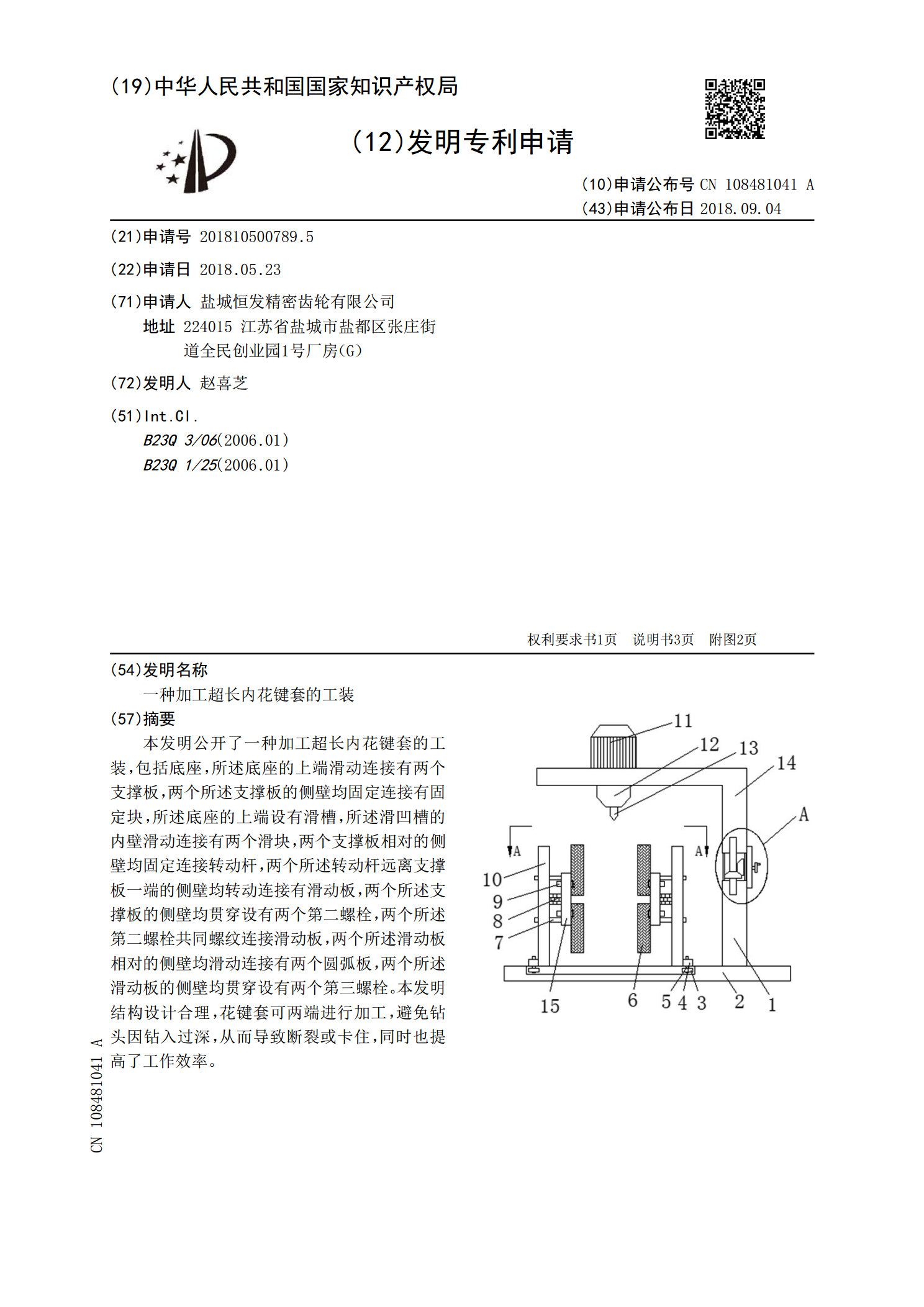
本发明公开了一种加工超长内花键套的工装,包括底座,所述底座的上端滑动连接有两个支撑板,两个所述支撑板的侧壁均固定连接有固定块,所述底座的上端设有滑槽,所述滑凹槽的内壁滑动连接有两个滑块,两个支撑板相对的侧壁均固定连接转动杆,两个所述转动杆远离支撑板一端的侧壁均转动连接有滑动板,两个所述支撑板的侧壁均贯穿设有两个第二螺栓,两个所述第二螺栓共同螺纹连接滑动板,两个所述滑动板相对的侧壁均滑动连接有两个圆弧板,两个所述滑动板的侧壁均贯穿设有两个第三螺栓。本发明结构设计合理,花键套可两端进行加工,避免钻头因钻入过深

双刀盘铣齿加工装置及其加工方法.pdf
一种双刀盘铣齿加工装置,包括主轴变频电机(8),其特征在于所述主轴变频电机(8)通过主轴箱皮带传动副(18)连接双刀盘铣外齿主轴箱(9),双刀盘铣外齿主轴箱(9)的双刀盘主轴(23)上设有双刀盘结构(10);双刀盘铣外齿主轴箱(9)设置在垂直进给拖板(6)上,垂直进给拖板(6)连接垂直进给系统(7),垂直进给系统(7)上设有有链轮链条(5),链轮链条(5)连接配重块(4),垂直进给系统(7)设置在双刀盘铣齿机床的立柱(3)上。与现有技术相比较,本发明采用了极坐标原理及双直廓刀盘错位加工工艺,减小了待加工齿

铣加工用定位工装的使用方法.pdf
本发明涉及铣加工用定位工装的使用方法,包括如下步骤:第一步,将工件置于定位柱的台阶和调节螺栓上;第二步,转动螺杆调节支撑架的位置,调节压块的高度;第三步,旋紧螺杆固定压块的高度;第四步,通过螺栓微调工件的平衡状态;第五步,旋紧压紧螺钉对工件进行压紧;第六步,再次调节螺栓,保证工件处理精确的定位状态;第七步,对工件进行铣平面加工;本发明结构简单,使用灵活方便,装夹简单,加工精度高。