
一种用于铝板的自动上料小车结构.pdf

努力****爱敏

1/8
2/8

3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于铝板的自动上料小车结构.pdf
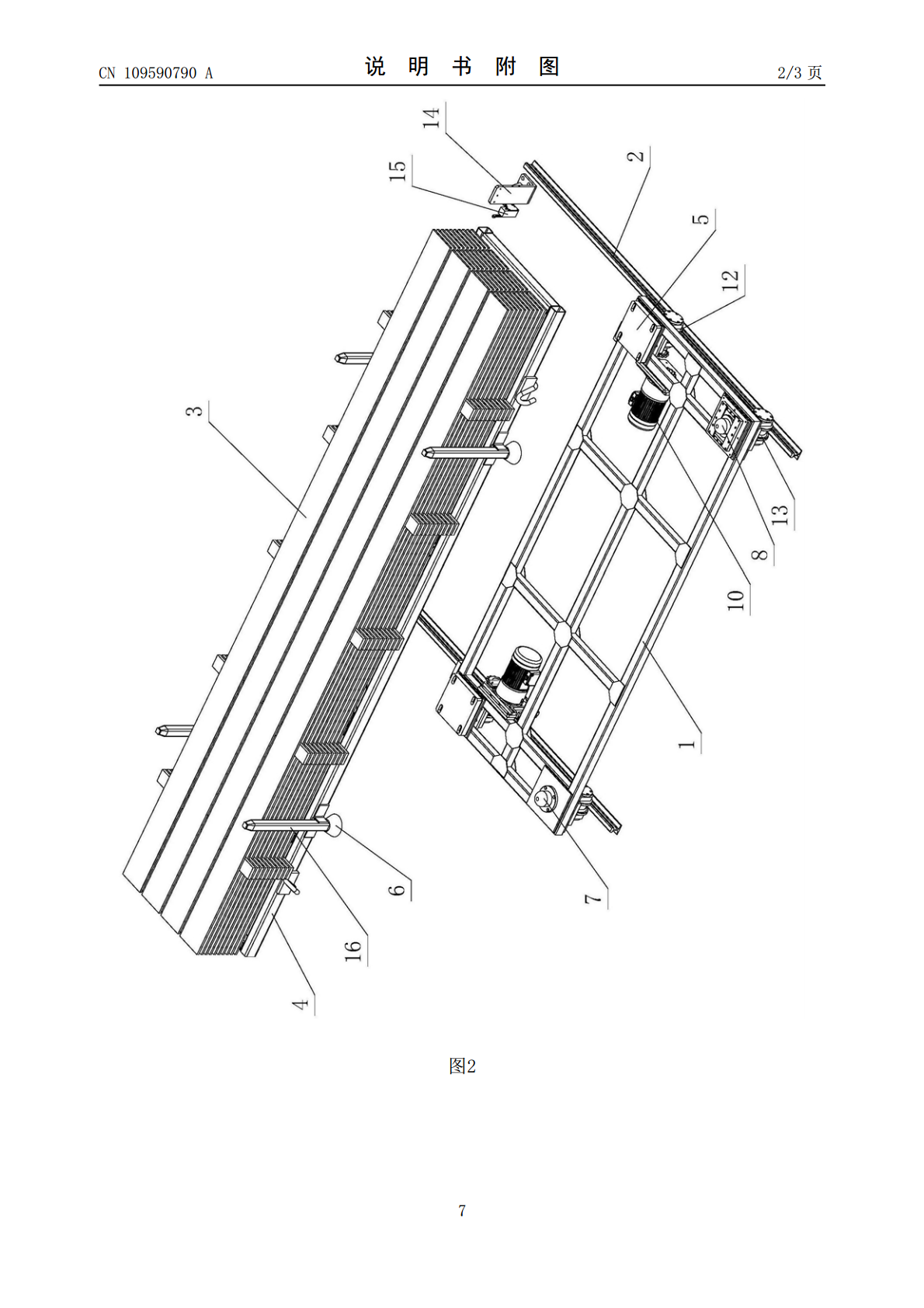
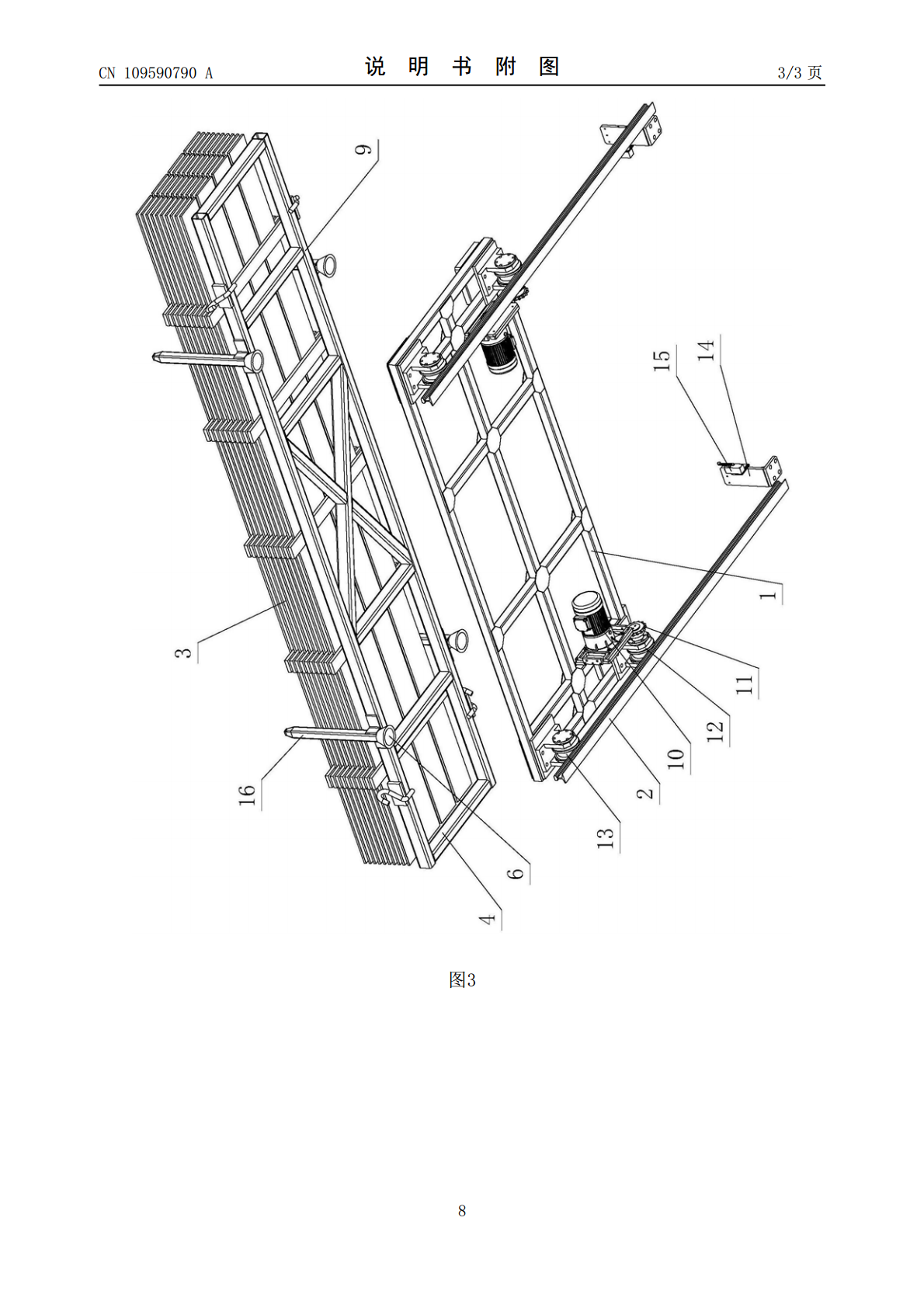
一种用于铝板的自动上料小车结构,包括主框架、导轨、以及用于放置铝板的料架,主框架上设置有支撑平板、定位柱组件、动力输出组件和转动轮组件;其中,支撑平板和定位柱组件分别设置在主框架上部,料架通过支撑平板和定位柱组件的配合定位放置在主框架上,动力输出组件和转动轮组件分别设置在主框架下部、且二者相互驱动连接,转动轮组件通过动力输出组件的驱动转动作用在导轨上、且在转动时驱动主框架往复移动在导轨上。本发明通过上述结构的改良,具有结构简单合理,性能优异,使用方便,制造成本低,易生产,易实现,全自动化、智能化,生产效率
一种用于结构板自动上料的设备.pdf
本发明公开了一种用于结构板自动上料的设备,包括上料台,所述上料台上表面相对两侧设有一组伸缩方向为水平的伸缩电机,所述一组伸缩电机伸缩端上固定有一组向上且相对的L形杆,所述上料台相对两端设有一组伸缩向上的伸缩电机A,所述一组伸缩电机A伸缩端均设有Y形立架,所述Y形立架内相对两侧表面插装有转杆,所述转杆上套装有转轮,所述上料台侧表面上设有控制器、市电接口和电容触摸屏,所述控制器分别与市电接口、电容触摸屏、伸缩电机和伸缩电机A电性连接。本发明的有益效果是,结构简单,实用性强。

一种自卸式尾部出料送料小车.pdf
本发明涉及一种自卸式尾部出料送料小车,包括车身和行走轮组,所述行走轮组包括前轮和后轮,该前轮轮距大于后轮轮距,所述车身底部设有轴承座,该轴承座与前轮相连,所述车身尾部设有出料口,该车身尾部连接有可转动的尾部蒙板,该车身与尾部蒙板可形成0-90度的夹角,所述尾部蒙板与后轮之间连有后轮支架板,本发明采用尾部卸料方式,前轮与后轮采用不同轮距,运行不同轨道,通过在小车尾部铰接尾部蒙板,使得小车在运行过程中,可以自动闭合、打开出料口,实现自动卸料,无需通过抬起小车尾部进行卸料,降低了卷扬机功率,同时可减少卸料时的空

自动解锁储料工装卷取小车以及自锁结构.pdf
本发明提供一种自动解锁储料工装卷取小车,该小车包括车架、第一传动与第二传动轴、大工字1与小工字轮、第一齿盘、第二齿盘、第一自锁组件、第二自锁组件、连杆以及至少一个驱动电机;通过本发明提供的自锁组件实现了卷取导开小车的自动解锁与锁定,完全舍弃了人工手动解锁或者锁定,且无需改变现有小车的结构,仅需在上面装设自锁组件即可。

一种用于铜管生产的推料小车.pdf
本发明公开了一种用于铜管生产的推料小车,涉及铜管加工设备技术领域。本发明包括工作平台;工作平台上活动有小车本体;小车本体下表面固定连接有用于顶推铜管的支撑管;小车本体下表面两侧活动连接有活动组件;小车本体下表面固定连接有行走组件;工作平台上方设置有一条形槽;条形槽内固定安装有两对限位条;每对限位条之间均设置有链条;链条穿过条形槽底部;工作平台一侧固定安装有电机;电机输出轴固定安装有传动杆;传动杆上固定安装有一对链轮。本发明通过工作平台、小车本体、支撑管、活动组件和行走组件的作用,具有达到便于推动不同直径的