
一种五轴电火花加工闭式叶轮轨迹规划方法.pdf

思洁****爱吗

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种五轴电火花加工闭式叶轮轨迹规划方法.pdf
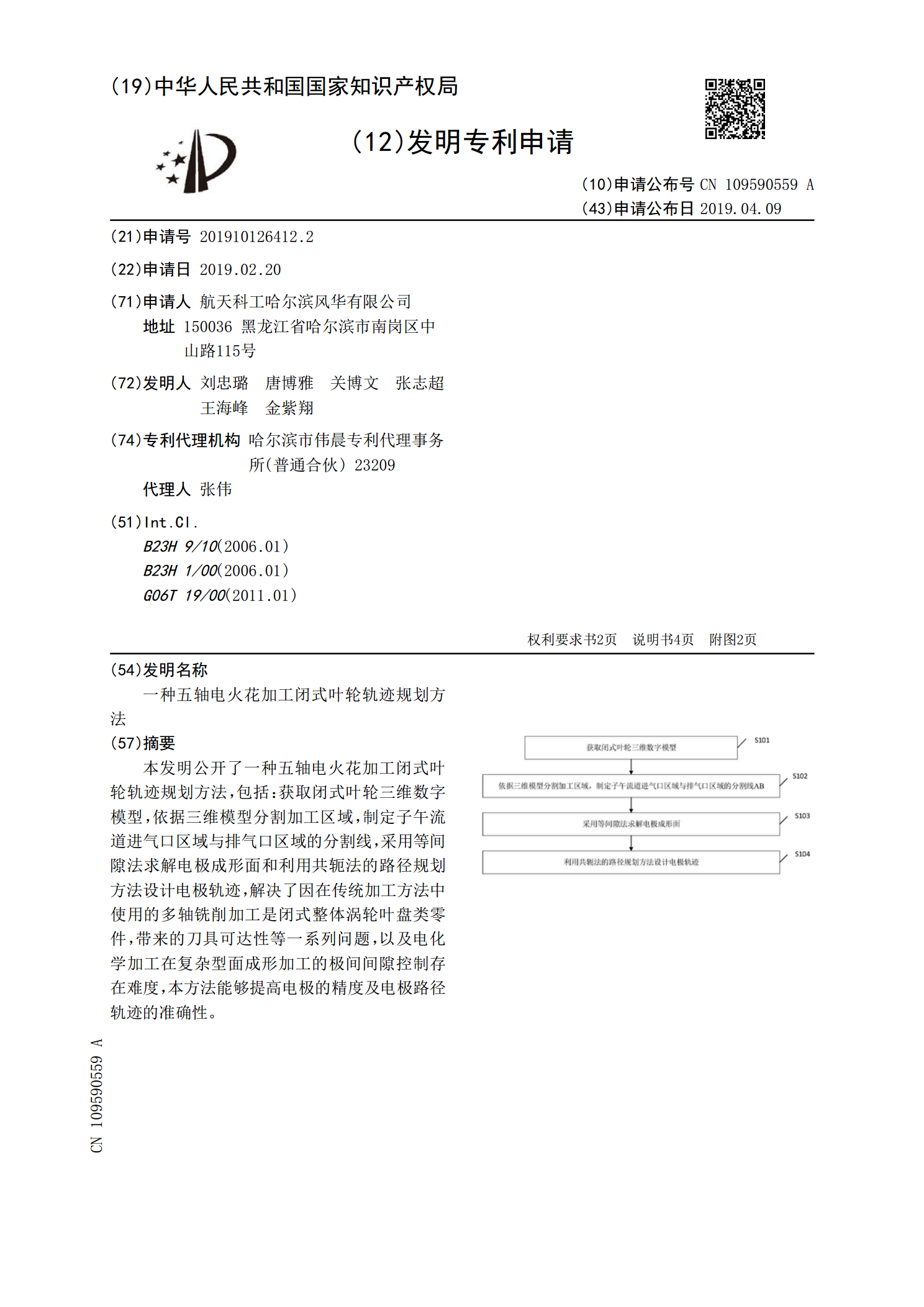
本发明公开了一种五轴电火花加工闭式叶轮轨迹规划方法,包括:获取闭式叶轮三维数字模型,依据三维模型分割加工区域,制定子午流道进气口区域与排气口区域的分割线,采用等间隙法求解电极成形面和利用共轭法的路径规划方法设计电极轨迹,解决了因在传统加工方法中使用的多轴铣削加工是闭式整体涡轮叶盘类零件,带来的刀具可达性等一系列问题,以及电化学加工在复杂型面成形加工的极间间隙控制存在难度,本方法能够提高电极的精度及电极路径轨迹的准确性。
一种多轴电火花机床加工闭式叶轮轨迹后置处理方法.pdf
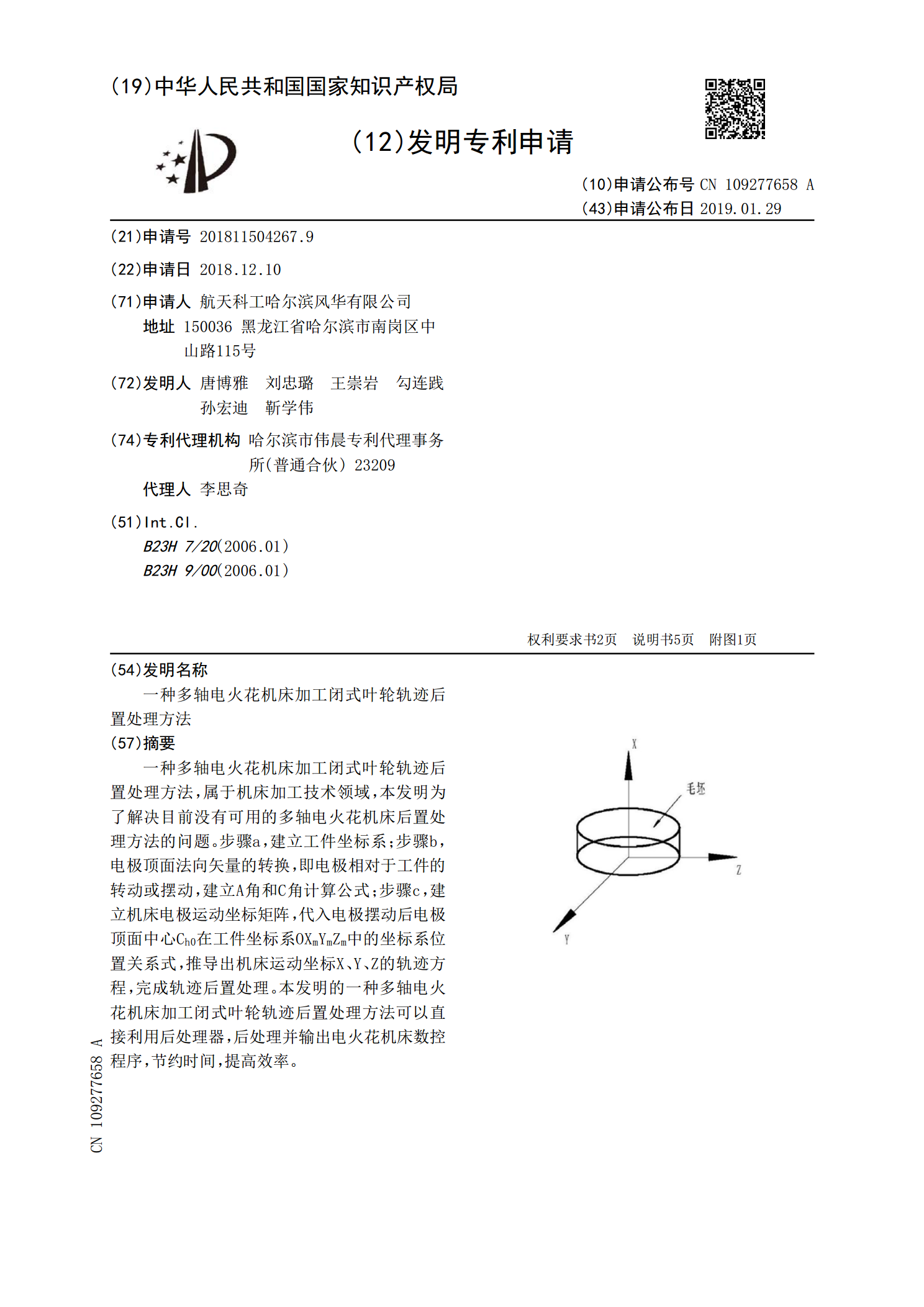
一种多轴电火花机床加工闭式叶轮轨迹后置处理方法,属于机床加工技术领域,本发明为了解决目前没有可用的多轴电火花机床后置处理方法的问题。步骤a,建立工件坐标系;步骤b,电极顶面法向矢量的转换,即电极相对于工件的转动或摆动,建立A角和C角计算公式;步骤c,建立机床电极运动坐标矩阵,代入电极摆动后电极顶面中心C

一种闭式叶轮的精加工刀具轨迹规划方法.pdf
本发明公开了一种闭式叶轮的精加工刀具轨迹规划方法,包括以下步骤:步骤一、建立模型;步骤二、刀具选型;步骤三、分割加工区域;步骤四、重构叶型曲面;步骤五、计算刀心点;步骤六、计算刀轴矢量;步骤七、后置处理;本发明方法进行闭式叶轮的叶片精加工刀具轨迹规划,使精加工得到的刀痕沿流线方向,提高产品工作效率;另外采用小角度五轴插铣,大幅减少了刀具受径向分力导致的刀具变形,提高了叶片加工精度;可以使两端进刀加工产生的接刀痕更小。
一种闭式叶轮电火花加工装置及加工方法.pdf
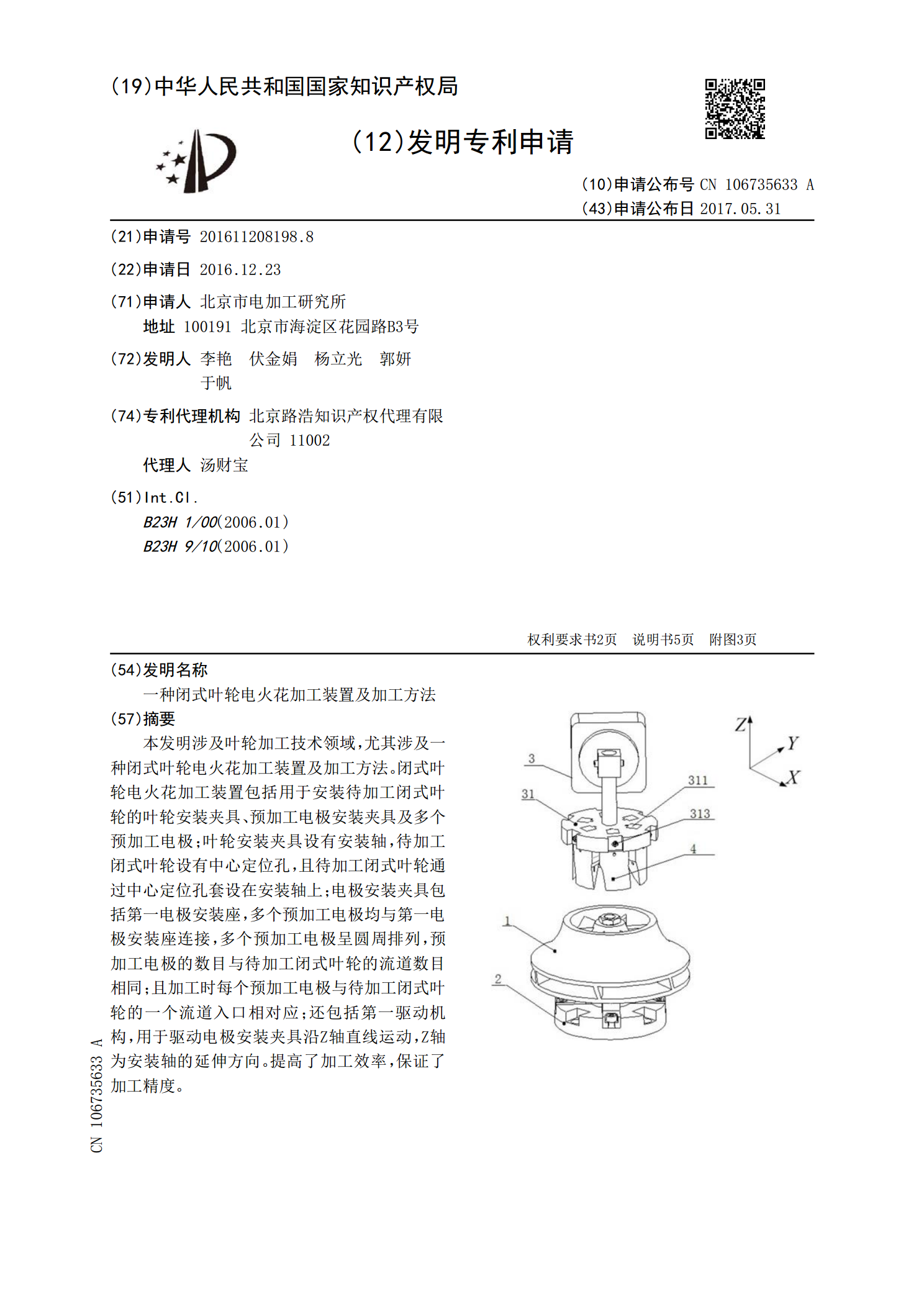
本发明涉及叶轮加工技术领域,尤其涉及一种闭式叶轮电火花加工装置及加工方法。闭式叶轮电火花加工装置包括用于安装待加工闭式叶轮的叶轮安装夹具、预加工电极安装夹具及多个预加工电极;叶轮安装夹具设有安装轴,待加工闭式叶轮设有中心定位孔,且待加工闭式叶轮通过中心定位孔套设在安装轴上;电极安装夹具包括第一电极安装座,多个预加工电极均与第一电极安装座连接,多个预加工电极呈圆周排列,预加工电极的数目与待加工闭式叶轮的流道数目相同;且加工时每个预加工电极与待加工闭式叶轮的一个流道入口相对应;还包括第一驱动机构,用于驱动电极

闭式叶轮数控粗加工的刀具轨迹规划研究.docx
闭式叶轮数控粗加工的刀具轨迹规划研究摘要本文针对闭式叶轮数控粗加工的刀具轨迹规划进行了研究。首先介绍了闭式叶轮的结构和特点,然后分析了数控粗加工的刀具轨迹规划的目标和方法。接着,提出了一种基于插补法和等向量算法的刀具轨迹规划方法,并对其进行了详细的介绍。最后,通过实验验证了该方法的有效性和可行性。关键词:闭式叶轮;数控粗加工;刀具轨迹规划;插补法;等向量算法引言闭式叶轮是一种常用的流体机械,广泛应用于水泵、风机、涡轮机等领域。在闭式叶轮的加工过程中,如何规划刀具轨迹以提高加工效率和质量是一个关键的问题。数